Подготовка поверхности. Методы и составы предварительной очистки поверхности
Абразивные способы очистки обеспечивают наибольшую долговечность покрытия при относительно высокой стоимости обработки поверхности металла (около 40 % общей стоимости противокоррозионной защиты металла лакокрасочными покрытиями).
При гидропескоструйной очистке применяется смесь кварцевого песка и воды в соотношении 1:2 (по массе) с добавлением замедлителей коррозии (хромового ангидрита, бихромата калия, хромовокислого гуанидина) в количестве 0,2— 0,5 %, которая подается на очищаемую поверхность сжатым воздухом под давлением 0,5—0,7 МПа. После этого поверхность металла очищается от пыли при помощи пылесоса до появления серо-матового цвета.
При механической очистке применяется сухой, очищенный от пыли песок с зернами диаметром 0,2—0,8 мм или стальная и чугунная дробь диаметром 0,5—1,5 мм. Дробь большого диаметра применять не рекомендуется во избежание поверхностного упрочнения, снижающего адгезию лакокрасочного покрытия.
Пескоструйная и дробеструйная обработка выполняется при помощи аппаратов ПА-60, ПА-140, ПБА-1-65; БДХ-32 и др.
Очистка поверхности металла при помощи механизированных (инерционных) инструментов (шарошек, колец, пневматических молотков и т. д.) применяется только при небольшом объеме работ.
Термическая очистка, основаннная на различии коэффициентов теплового расширения окалины (ржавчины) и основного металла, применяется для изделий с толщиной стенки не менее 5—8 мм из-за возможной деформации металла. После этого поверхность необходимо обработать щетками и струей сжатого воздуха.
Термическая очистка применяется для удаления окалины, ржавчины и различных загрязнений с поверхности крупногабаритных металлоконструкций и производится при помощи ацетилено-кислородных и кислородно-керосиновых многопламенных горелок. Ориентировочный расход на 1 м2 очищенной поверхности, л: кислорода — 190 л, ацетилена — 150 л.
Химическая очистка поверхности металлов осуществляется травлением в растворах минеральных кислот или обработкой ингибированными пастами на их основе.
Для травления применяются разбавленные кислоты с добавками ингибиторов и замедлителей коррозии — тиомочевины, MH, МН-2, МН-3, ТБ, ПБ-3 и др. Оптимальная степень разбавления кислот в ваннах для травления стали: серной— 10 —25%, соляной — 10%. Ванны для травящих растворов и промывной воды изготовляют из дерева или нержавеющей стали, облицованной кислотоупорным материалом (резина, диабазовая плитка и т. д.).
Для нейтрализации металлоконструкций, прошедших травление, применяются растворы (концентрацией 1,5—3%) кальцинированной соды или тринатрийсульфата с последующей промывкой.
Для предварительной химической обработки шахтных металлоконструкций рекомендуется моечный состав № 1120 (ТУ МХП 271—5), получивший широкое распространение в промышленном строительстве; выпуск его налажен химической промышленностью. На поверхность металлоконструкций состав № 1120 наносится кистью или распылителем и выдерживается в течение 10—15 мин при температуре 18—23 °С, после чего смывается теплой водой (под напором), затем нейтрализуется составом № 107 (ТУ МХП 274—41). Состав № 107 наносится на поверхность металла кистью.
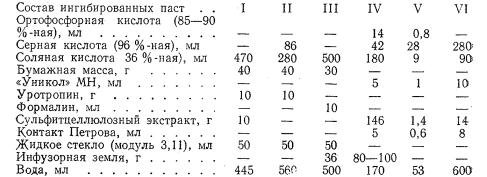
Для удаления ржавчины и окалины применяются ингибированные травящие пасты. Пасту готовят в стеклянной, пластмассовой или эмалированной посуде на открытом воздухе или в помещении в вытяжном шкафу.
Пасты готовятся по следующей схеме:
- в соляную кислоту (или смесь кислоты) вводят тонкоизмельченную бумажную массу и перемешивают до получения однородной смеси, в которую при перемешивании добавляют ингибитор, сульфитцеллюлозный экстракт (если он входит в состав пасты) и 2/3 общего количества воды;
- во втором сосуде (в оставшемся количестве воды) растворяют жидкое стекло и другие компоненты, входящие в состав паст;
- после приготовления растворы соединяют, подливая (при перемешивании) содержимое второго сосуда к содержимому первого.
Через 3—4 ч паста густеет и считается готовой к применению.
Пасты наносят на очищенную от грязи, жира и других загрязнений поверхность металла кистью, шпателем или специальным распылителем (слоем 0,1—5 мм) и выдерживают от 15 мин до 12 ч.
Для нанесения пасты на большие поверхности используются растворонасосы разных типов.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!