Повышение ресурса рельсовых и канатных проводников
При монтаже, эксплуатации новой армировки и ремонтных работах в шахтных стволах необходимо стремиться обеспечивать непрерывность и гладкость рабочей поверхности проводников на всем протяжении ствола. Этого достигают благодаря правильной стыковке проводников и ликвидации уступов на стыках, образующихся при превышении рабочей поверхности одного из смежных проводников над соседним по стыку, а также при их смещении в горизонтальном направлении.
Наличие уступа ведет к быстрому износу направляющих устройств подъемного сосуда. При скользящих направляющих устройствах рельсовая сталь кромкой уступа снимает стружку на башмаке, что не только ведет к их быстрому износу, но и небезопасно для работы подъемной установки. При катучих направляющих устройствах с футеровкой обода мягким материалом уступы на стыках ведут к быстрому износу футеровки. Динамические удары на стыках нарушают крепление. Кромки зазора, оставляемого между торцами проводников и предназначенного для компенсации температурного изменения их длины, способствуют повышенному износу направляющих подъемного сосуда, в особенности мягкой футеровки катучих. направляющих.
Полностью ликвидировать уступы на стыках практически невозможно (если производить только выверку соосности), из-за невысокой точности изготовления деталей стыкуемого узла. Уступы на стыках появляются во время эксплуатации армировки из-за геологических сдвигов и искривлений стенок ствола, а также из-за уменьшения сечения вследствие коррозии закладных деталей, применяемых для взаимного фиксирования стыкуемых концов звеньев.
Долговечность направляющих подъемных сосудов и самих проводников может быть повышена благодаря снижению динамического взаимодействия между ними. Это достигается при заполнении полости стыка эластичной адгезионной массой. При наличии в стыке уступа этой массой покрывают рабочую поверхность проводника, смежную с уступом, причем толщину покрытия подле уступа выполняют равной его высоте с уклоном от уступа не менее 1:50.
Кроме того, при выравнивании рабочей поверхности проводника с уровнем уступа в состав эластичной адгезионной массы дополнительно вводят антифрикционные и износостойкие наполнители.
Снижение сил динамического взаимодействия между направляющими подъемного сосуда и проводником обеспечивается благодаря созданию непрерывного гладкого пути на всем протяжении ствола. Заполнение температурного зазора эластичной адгезионной массой не дает возможности, например, футеровке роликов катучих направляющих продавливаться в зазор, что уменьшает ее износ. В то же время эластичность массы не препятствует температурному расширению проводников. Плавное выравнивание впадин, смежных с уступами, до уровня уступов также способствует снижению износа направляющих. Кроме того, заполнение полости стыка адгезионной массой предотвращает коррозию деталей в нем, что способствует более длительному сохранению первоначально установленной соосности проводников. Наконец, введение в состав заполняющей массы антифрикционного и износостойкого наполнителя — графита, дисульфида, молибдена, стеклоткани — также способствует уменьшению износа направляющих и проводника, так как предотвращаются накопление абразивных частиц в стыке.
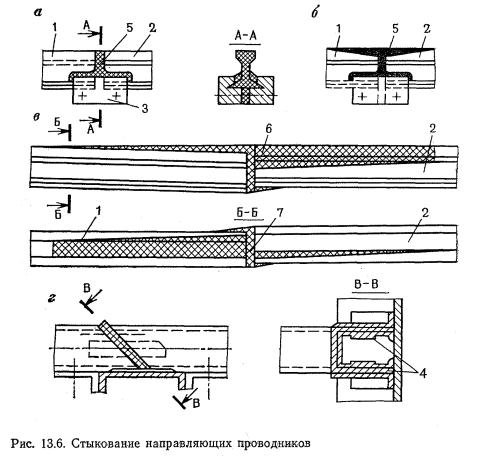
На рис. 13.6,а изображен стык рельсовых проводников при отсутствии уступа; на рис. 13.6,б — стык рельсовых проводников с закрепленными на уклоне концами; на рис. 13.6, — стык рельсовых проводников при наличии уступа; на рис. 13.6,г — стык коробчатых проводников при отсутствии уступа.
Устройство содержит направляющие проводники и скобу 4 или полосы 3, предотвращающие взаимное смещение рабочих поверхностей проводников. Проводники в стыке установлены с зазором, заполненным эластичной адгезионной массой 5. Рабочая поверхность смежного с уступом 6 проводника заполнена указанной массой 7 с антифрикционным и износостойким наполнителем.
Направляющие проводники стыкуются следующим образом. При последовательной навеске проводников закрепляют, например, проводник 1 в требуемом положении. Выверив соосность проводника 2 с проводником 1, закрепляют и его, оставляя между торцами температурный зазор, устанавливают скобу 3 и стягивают концы проводников 1 и 2.
При навеске коробчатых проводников полосы 4, приваренные к одному из проводников, вводят в полость второго стыкуемого проводника и проводники закрепляют в этом положении, обеспечивая температурный зазор между торцами проводников.
После закрепления проводников их концы возле стыка обезжиривают, протирая чистой ветошью, смоченной в ацетоне или другом растворителе. Обезжиренную часть стыка оборачивают антиадгезионным материалом, например полиэтиленовой пленкой, так, чтобы образовалась полость стыка, ограниченная со всех сторон. С этой целью пленку прижимают к стойке рельса с обеих сторон закладными деревянными брусками, которые прижимаются к стыку проволочным бандажом. Затем в удобном месте в полиэтиленовой пленке, на уровне полости температурного зазора делают отверстие, в которое вставляют штуцер шприца для нагнетания приготовленной адгезионной массы в жидкой вязкой фазе в полость стыка. После заполнения оставляют полости стыка в таком виде на время, требующееся для отвердения массы, а затем снимают бандаж, удаляют деревянные бруски и полиэтиленовую пленку. При заполнении полости стыка коробчатых проводников применяют более вязкую заполняющую массу, чтобы предотвратить ее утечку во внутреннюю полость проводников. Массу наносят на стенки стыка шпателем.
При наличии у стыка уступа, т. е. превышения рабочей поверхности одного из стыкуемых проводников над другим, обезжириванию подвергают концы смежного проводника на расстоянии, равном не менее, 50-кратной величины высоты уступа. В качестве адгезионной массы применяют полимерный клей холодного отвердения с адгезией не менее 15 МПа. В сухих шахтных стволах можно применять полиуретановые клеи типа «Стык», а в обводненных — высоководостойкие конструкционные полиэфирные, акрилатные клеи типа «Спрут» или эпоксидные клеи, вводят аэросил, а для обеспечения антифрикционных и износостойких наполнителей — графит, дисульфид молибдена, волокнистый наполнитель и др.
Для повышения долговечности элементов кинематической тяжелонагруженной пары трения «рельсовый проводник — направляющий башмак скольжения» периодически покрывают рабочие поверхности рельсовых проводников консистентной смазкой, различные сорта применяют в зависимости от условий работы оборудования. Рельсовые проводники, находящиеся в шахтных стволах с малой водообильностью, раз в 2—3 мес покрывают слоем консистентной смазки УС, а в стволах с большей водообильностью эту смазку, наносят только в сухих местах.
Однако и этот способ имеет недостатки, заключающиеся в недолговечности защитного покрытия. Оно быстро смывается водой, а от попадания абразивных частиц в смазку увеличивается интенсивность механического и коррозионного износа. Технология технического обслуживания элементов пары трения сложная и трудоемкая. Этот способ применяется только в сухих или малообводненных шахтных стволах. Физико-механические свойства покрытия не отвечают условиям эксплуатации элементов пары трения — высокие ударные нагрузки, наличие грязной воды, абразивных частиц, нагрев подвижного элемента пары трения, подверженность интенсивному коррозионному износу и т. п. Смытая смазка попадает в зумпф шахтного ствола.
Для повышения физико-механических свойств покрытия, расширения области нанесения и применения, упрощения и удешевления технологии технического обслуживания и ремонта элементов пары трения предложено в качестве основы покрытия сопряженных поверхностей проводников и направляющих башмаков скольжения использовать высоководостойкий ударопрочный клей холодного отвердения.
При нанесении клея на рабочую поверхность рельсового проводника в клей добавляют износостойкие и антифрикционные наполнители: гидрофобизированный металлический порошок, хлористую медь, графит и дисульфид (молибдена, олеиновокислую медь, взятые в следующем соотношении по массе: клей — 100 частей, гидрофобизированный металлический порошок — 8—10, графит — 5—7, хлористая медь — 4—8, сульфид молибдена— 1,6—4, олеиновокислая медь — 0,1—0,3 части.
Рабочую поверхность корпуса или вкладышей направляющего башмака футеруют антифрикционным материалом — эластометром, а нерабочие поверхности элементов пары трения покрывают клеем с добавлением в него протектора, например цинка.
Вторым вариантом технического мероприятия является высоководостойкий полимерный клей холодного отвердения. Причем при нанесении клея на рабочую поверхность неподвижного и подвижного элементов в него добавляют износостойкие и антифрикционные наполнители — гидрофобизированный порошок, графит, хлористую медь, дисульфид молибдена, олеиновокислую медь, а нерабочие поверхности элементов пары трения покрывают клеем с добавлением в него цинка.
По третьему варианту в качестве основы покрытия используют водостойкий полимерный клей холодного отвердения и армирующий материал. Причем при нанесении клея на рабочие поверхности элементов пар трения в клей добавляют износостойкие и антифрикционные наполнители, взятые в следующем соотношении по массе: клей — 100 частей, гидрофобизированный металлический порошок — 8—10, графит — 5—7, хлористая медь — 4—8, дисульфид молибдена — 1,6—4, олеиновокислая медь — 0,1—0,3 части.
В результате нанесения высоководостойкого ударопрочного антифрикационного покрытия на рабочие поверхности рельсового проводника и футерования направляющего башмака скольжения увеличивается срок службы пар трения с повышенными физико-механическими свойствами, низким коэффициентом трения, способностью выдержать тяжелые эксплуатационные режимы работы, высокие удельные давления и скорости.
При использовании этого способа защиты от износа элементов пары трения по сравнению с существующими способами достигается ремонтопригодность направляющего башмака, возможности многократного использования корпуса башмака и восстановления изношенной поверхности рельсового проводника; экономится металл на изготовление башмака вследствие его многократного использования; обеспечиваются стабильные антифрикционные свойства защитного покрытия на сопряженных поверхностях элементов пары трения; увеличивается срок службы рельсовых проводников с 5—10 до 20—24 лет, а направляющих устройств скольжения — с 10 до 90 дней; упрощается и удешевляется технология технического обслуживания и ремонта элементов пары трения «рельсовый проводник— направляющий башмак скольжения» вследствие отказа от постоянных работ типового эксплуатационного режима (еженедельной замены башмаков, ежемесячного нанесения смазки на проводники, разовой замены рельсовых проводников через 5—10 лет).
Покрытия, полученные таким способом, имеют высокую чистоту поверхности, обладают прочным сцеплением с поверхностью элементов пары трения, хорошо уплотнены и равномерно распределены по всей наносимой поверхности. Покрытие полностью изолирует металл от воздействия внешней среды, обеспечивает антикоррозионную защиту элементов, так как протектор, равномерно распределенный по поверхности элементов, надежно защищает металл и, будучи внедренным в клеевое покрытие, вступает в работу там, где нарушаются из-за механических повреждений и истирания элементы пары трения. Защитное износостойкое покрытие на поверхности элементов пары трения является упругопластичным, водо-, нефте-, маслостойким; не теряет своих свойств в температурном диапазоне от -60 до +120°.
Защитное покрытие, обладающее антифрикционным и антикоррозионным свойствами, можно наносить по сухой и влажной поверхности как на земной поверхности, так и непосредственно в шахтном стволе, потому что клей полимеризуется в воде и на воздухе в течение 1 ч.
Антифрикционное покрытие, обладающее необходимой термостабильностью, увеличивает надежность, долговечность и работоспособность элементов тяжелонагруженной пары трения, так как нанесенное полимерное покрытие обладает упругим и пластичным свойствами, что исключает появление трещин в особо тяжелых эксплуатационных режимах.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!