Особенности технологии зачистки поверхности проката лезвиями
Обработка металлов резанием в металлургии получила развитие в период, когда начиная с 1950 г. существенно изменился общий подход к процессам формообразования деталей: распространение получили рабочие процессы раскатки, штамповки, точного литья, экструзии, электроконтактная, электроискровая обработка металлов и др. В середине 50-х годов как в России, так и за рубежом высказывались мнения, что развитие указанных методов вытеснит в короткий период времени традиционную обработку металлов резанием. Металлургическая промышленность, располагающая значительным потенциалом и нуждавшаяся в этот период в развитии значительных объемов обработки металлов резанием, с помощью машиностроительной промышленности превратилась в полигон для испытания новых методов обработки металлов: электроконтактного, электрохимического, иглофрезерного, отслаивания, терморезания и др. В этот сложный период развития техники сортоотделки среди металлургов-технологов существовало мнение о нецелесообразности развития механических методов зачистки поверхности проката именно в тех областях производства, где они к настоящему времени получили наибольшее развитие и имеют значительные экономические перспективы.
Традиционный процесс резания металлов, к которому мы относим обработку готового металла, имеющего однородные физико-механические свойства, базируется на идеализированных физических моделях. Эти модели, как правило, относятся к конкретным условиям резания металлов, а их математическая обработка соответствует пока недостаточному с инженерной точки зрения представлению о структуре и физических свойствах металла. Объяснение природы упругих, пластических деформаций, разрушения, связи между напряжением и деформацией принимается на основе зависимостей, подтверждаемых испытаниями однородных по свойствам образцов и относительно низкими по сравнению с резанием скоростями приложения нагрузок. Современная наука о резании металлов отмечает весьма высокие значения относительной деформации в процессе; большие сжимающие напряжения в зоне пластической деформации, препятствующие резанию металла; локализацию деформации в малом объеме; химическую чистоту и активность контактных слоев металла и инструмента, повышающих адгезию и трение. Изменение свойств металлов при резании весьма усложняет анализ механики процессов резания на основе классической теории пластичности. Поэтому накопленный теоретический опыт имеет весьма ограниченное применение в области резания металлов для металлургической промышленности, где основной объем лезвийной обработки приходится на неоднородный по физико-механическим свойствам полупродукт, имеющий значительные габариты, отклонения размеров и припусков на обработку, высокую исходную энтальпию.
Особо важное значение лезвийная обработка занимает в производстве специальных сталей и сплавов, так как традиционно позволяет сохранять полноценные отходы в виде металлической стружки для последующего переплава. Металлорежущие станки и машины составляют более трети всего металлообрабатывающего парка в металлургической промышленности. За последние 15 лет наметились принципиально новые технические решения обработки металлов резанием в металлургии: обработка металла в нагретом состоянии различного вида лезвиями, иглофрезерование, отслаивание, термороторострогание и др. Интенсивно ведутся работы по усовершенствованию металлорежущего инструмента и созданию новых инструментальных материалов. Такое положение создает обнадеживающие перспективы развития, однако следует указать, что интенсивность режимов резания в целом по металлургии повышается значительно медленнее, чем в машиностроении.
Это можно объяснить рядом специфических особенностей резания в металлургии по сравнению с более изученными процессами в машиностроении.
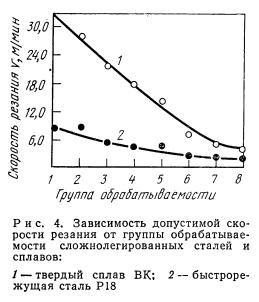
Главной особенностью лезвийной обработки в металлургии является высокая интенсивность процессов, заключающаяся в том, что режимы резания ведутся одновременно на предельных значениях хрупкой и пластической прочности инструментальных материалов, т. е. в условиях, когда практически сближаются показатели обработки быстрорежущим и твердосплавным инструментом (рис. 4). Интенсивность обработки определяется значительными силовыми факторами, связанными с большими глубинами резания, например при точении слитков сложнолегированных сплавов до 25 мм на сторону, и значительными подачами, например при бесцентрово-токарном точении прутков углеродистых инструментальных сталей до 8000 мм/мин или 5 мм/об. В этих условиях удельные контактные нагрузки на поверхности лезвий достигают значений до 500—900 кгс/мм2. Поэтому резание в металлургии можно характеризовать как силовой процесс.
Второй особенностью процессов резания в металлургии являются специфические условия производства, которые, с одной стороны, характеризуются значительным числом обрабатываемых марок сталей и сплавов, а с другой — высокой интенсивностью основного сталеплавильного и прокатного производств и массовостью производства металла, затрудняющего организацию процессов резания как в условиях большегрузных (до 100 т электростали), так и небольших по массе (0,5—1 т) плавок сталей и сплавов.
На обработку стали резанием влияют погодные условия, так как дождевые осадки приводят к подзакалке горячих слитков при транспортировке. Из практики работы слиткообдирочного цеха известно, что в одной плавке могут оказаться явно «необрабатываемые» слитки.
Следующей особенностью резания в металлургии можно считать отличие физико-механических и химических свойств дефектного слоя, подлежащего удалению, от основного металла. Дефектный слой характеризуется наличием твердых включений типа карбидов, силицидов, нитридов и т. п., огнеупорных включений, нарушением сплошности поверхности, эксцентриситетом кристаллизации. Эти свойства литейной корки вызывают интенсивный абразивный износ лезвий, затрудняют применение твердосплавного инструмента из-за выкрашивания режущей кромки, усложняют изучение процессов с целью разработки научно обоснованных режимов резания.
В металлургии складывается тенденция обработки нагретого металла в технологическом потоке, а при резании труднообрабатываемых сталей и сплавов их предварительно нагревают. Такие рабочие процессы уже введены в потоке прокатных станов, и они с экономической точки зрения успешно конкурируют с операциями, выполняемыми на машинах огневой зачисткой. Резание металла, нагретого до температуры прокатки, имеет свои специфические особенности, из которых следует отметить высокие скорости резания (до 500 м/мин) при использовании углеродистого инструментального материала, значительные мощности металлорежущего оборудования 500 кВт и более, наличие интенсивного охлаждения лезвий, специальные условия стружкоотвода, высокий уровень автоматизации оборудования.
Еще одной особенностью резания в металлургии является размерная обработка поверхности готового проката с высокой точностью (до ±0,1 мм) и шероховатостью поверхности до 10 кл. при тенденции роста скоростей резания, достигших значений более 500 м/мин, и продольных подач до 15 000 мм/мин. Развитие этих процессов стимулируется возрастающими потребностями в массовом производстве сталей и сплавов с качественной поверхностью, с минимальными припусками на последующую обработку и базируется на применении новых сверхтвердых инструментальных материалов и надежных адаптивных систем управления процессом.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!