Основные критерии зачистки металла
Производительность, требуемую при зачистке металла в линии прокатных станов, обеспечивают огневая и термофрезерная обработки, к последней значительно приблизилась обработка шлифованием. Установленная в потоке литейно-прокатного агрегата ВНИИметмаша, абразивная установка имеет предельную производительность по скорости снятия стружки 1600 кг/ч при зачистке сложнолегированных сплавов.
Универсальная формула для определения производительности при зачистке имеет вид:

где П — производительность адъюстажной зачистки, т/ч;
k — количество дефектного металла по массе, %;
Qм — производительность рабочего процесса по машинному времени (скорость съема стружки), кг/ч;
Etвсп — сумма времени вспомогательных операций, мин/т.
Анализ формулы (1.3) подробно сделан в работе. В последние годы в связи с возрастающими требованиями по увеличению производительности зачистки и экономии дорогостоящего металлургического сырья все большую актуальность приобретает проблема соотношения времени, затрачиваемого на машинные и вспомогательные операции. Эта проблема подлежит первоочередному техническому решению в поточных линиях зачистки прокатных заготовок, включающих агрегаты сплошной зачистки поверхности металла и устройства выборочной зачистки местных дефектов.
Математическое решение задачи об оптимальном соотношении между сплошной и выборочной зачистками дефектов наряду с созданием рабочих машин и автоматической системы обнаружения дефектов по их глубине, управляющей этими машинами и поточной автоматической линией зачистки, являются важнейшими этапами совершенствования технологии отделки металла в целом.
В существующей технологии зачистки поверхности прокатных заготовок обнаружение дефектов ведется визуально и на основании этого определяется момент прекращения сплошной зачистки и перехода к выборочной зачистке местных дефектов. Случайное событие, состоящее в переходе от сплошной к выборочной зачистке, назовем событием A. Экспериментальные наблюдения показывают, что максимальное число дефектов сосредоточено на поверхности заготовки при х=0, где ось OX направлена в глубь сечения металла, а точка О расположена на поверхности заготовки. Принимаем, что при увеличении глубины наступает момент при некотором х=x0, при котором и в дальнейшем при x>х0 дефекты отсутствуют.
Построим дифференциальную функцию плотности вероятности распределения события А в зависимости от координаты х.
Вероятность dW+ случая, что событие А не наступило в интервале (0, х), а наступило в интервале (х, x+dx), пропорциональна длине участка dx и зависит от некоторой функции Л(х), называемой функцией интенсивности, т. е.

Вероятность dW — случая, что событие А не наступит и в интервале (х, x+dx), определится выражением

Вероятность W- случая, что событие А не наступит на всем участке (0, х), по теореме умножения

Используя представление 1—Л(хi)dx=e -л(хі)dx запишем (1.6) в виде

Вероятность наступления события А в интервале (0, х) определится выражением

Дифференциальную функцию плотности вероятности f(x) наступления события А в зависимости от координаты х найдем, учитывая, что

Определение конкретного вида функции Х(х) выполнено на основе экспериментальных данных по вероятности наступления события А в зависимости от координаты х для условий зачистки заготовок сложнолегированного сплава на механизированном станке с подвижным столом всплошную и с последующей выборкой местных дефектов на ручных маятниковых станках. Момент наступления события А, т. е. переход от сплошной к выборочной зачистке, был решен на основе многолетнего опыта цехового персонала.
В интервале от 0 до 0,8 мм грани заготовок проходили сплошную зачистку, так как интенсивность дефектов на этой марке сплава падает незначительно, и начать раньше выборочную зачистку в силу трудоемкости обработки на ручном станке не представлялось целесообразным. При дальнейшей зачистке через каждые 0,2 мм поверхность заготовки осматривалась и решался вопрос о сплошной (событие А не наступило) или выборочной зачистке (событие А наступило).
Данные эксперимента по наблюдению количества дефектов в зависимости от глубины зачистки на прокатной заготовке квадратного сечения 75 мм, сплав ХН51ВМТЮКФР:


Вероятность того, что событие А наступило в уровне номера, определяется формулой Бейеса, позволяющей переоценить вероятности гипотез после того, как становится известным результат испытания, т. е.

где PАi — вероятность случая, что событие А установлено в i-уровне при условии, что оно произошло;
Pi = ni/Eni — вероятность попадания исследуемой заготовки на i-уровень с глубиной xi;
Pi(A) = nAi/ni — вероятность наступления события А в уровне xi.
Значения PAi приведены в табл. 8.
Математическое ожидание глубины xA наступления события

Среднее квадратичное отклонение определится из выражения

где DxA — дисперсия; DxA = E(x—xA)2РAi = 0,174 мм2.
Вероятности РAi наступления события А в интервале с номером i, определенные из эксперимента, дают возможность сделать некоторые выводы, касающиеся аналитического вида функции Х(х).
Функция л(х) обладает следующими свойствами:
1) л(х) непрерывна в интервале (0, 00);
2) л(x)dx расходится; о
3) Х(х) — неубывающая функция, т. е. л(х2)>л(хi) >0 при x2>хi, и dX(x)/dx>в=const;
4) л(х)—>0 при х—>0.
Функция интенсивности, удовлетворяющая свойствам 1—4, имеет вид

де А>0 и n>0.
Приняв A = (n+1)С и n=а—1, получим

и для функции плотности f(х) будет иметь место выражение

которое определяет распределение Вейбулла.
Для распределения Вейбулла известно, что

Используя известные значения (I.11) и (1.12), из уравнений (I.16) и (1.17) находим значения: а=5, С=0,035.
Следовательно, функция распределения, соответствующая экспериментальным данным, запишется в виде

Для другой марки стали или сплава имеет место этот же закон (1.15). Различие будет состоять лишь в численных значениях пара метров а и С, которые зависят от технологии сталеплавильного и прокатного производств.
Приведем расчет теоретических вероятностей. РTi по интервалам Axi, соответствующим интервалам экспериментальных вероятностей PAi (приведенным выше).
Учитывая, что

получим для PTi значения:


Полигоны вероятностей PAi и РTi представлены на графике рис. 5, где предварительно интервалы объединены попарно для уменьшения общего числа интервалов, так как в практических расчетах по статистике не рекомендуется брать число интервалов, превышающее 6—7.
Учитывая, что функция интенсивности л(х) не может быть точно определена и известно лишь ее асимптотическое поведение в некоторых точках, постоянные а и С распределения Вейбулла определены приближенными методами. Экспериментальные данные по распределению события А с глубиной х определялись косвенно, т. е. по формуле Бейеса, а так как в интервале 2,4—2,8 отсутствуют экспериментальные данные по вероятностям PAi, то использовать критерий согласия, например х2 Пирсона, для проверки гипотезы о распределении события А по закону Вейбулла не представляется возможным. Однако, как видно из рис. 5, совпадение PAi и PTi достаточно удовлетворительное на всех интервалах, где PAi =/= 0, и можно принять, что дифференциальная функция плотности вероятности распределения события А по оси подчиняется закону Вейбулла с известными параметрами а и С.

Выведенная для данной марки сплава функция плотности (1.15) имеет важное значение при решении вопроса о соотношении между глубинами при сплошной зачистке на агрегатной машине и выборочной зачистке местных дефектов в поточной линии отделки проката.
В соответствии с технологией сплошную зачистку этого сплава следует вести на глубину до 0,8 мм, а в интервале 0,8—2,4 мм необходимо осуществлять выборочную зачистку. При решении этого вопроса нужно стремиться к минимальным затратам на зачистку 1 т металла, которые являются одним из основных критериев оценки рабочего процесса зачистки. Известное выражение для затрат на зачистку металла имеет вид

где З — суммарные затраты на зачистку 1 т металла, руб.;
К — количество дефектного металла по массе, %;
А — переменные затраты на 1 кг снимаемой стружки, руб.;
В — постоянные затраты на зачистку за 1 ч рабочего времени, руб.;
Qм — производительность рабочего процесса, кг/ч;
Еtвсп — сумма времени вспомогательных операций;
Cотх — стоимость отходов, руб/т;
Cм — стоимость металла, руб/т.
Анализ формулы (1.20) сделан в работе. Выборка местных дефектов связана со значительными затратами времени на вспомогательные операции по перемещению инструмента, и поэтому для этих целей не требуется высокопроизводительный процесс по скорости съема стружки в единицу времени. В этой связи широко применяемое универсальное оборудование — абразивные станки с подвижным столом — создают сложную проблему оплаты труда. Оплата за максимальное количество обработанного металла или за полное удаление местных дефектов поверхности — задача, которая может быть правильно решена только в поточной автоматической линии зачистки металла, управляемой системой на основе ЭВМ и дефектоскопов, контролирующих глубину расположения дефектов.
Формулу (1.20) можно рекомендовать для определения фактических затрат на зачистку металла.
Основными критериями оптимизации процессов при механической зачистке являются: максимальная производительность, минимальная себестоимость и максимальная прибыль. При определении экономических режимов резания вводят ограничения по следующим характеристикам станков: максимальная подача, максимальная частота вращения шпинделя, максимальная мощность главного привода, максимально допустимая сила резания, пределы скорости и подач, обеспечивающие заданную шероховатость поверхности, ступени скоростей и подач.
Себестоимость обработки состоит из следующих статей:
- непроизводительные затраты, которые включают стоимость загрузки, выгрузки, фиксации заготовки, простоя оборудования. Непроизводительные затраты C1 определяют по формуле

где а — стоимость 1 мин;
Тп — суммарное время простоя, отнесенное на одну заготовку; стоимость машинного времени обработки C2, которую определяют по формуле

где а — стоимость 1 мин машинного времени;
Tм — машинное время обработки;
стоимость времени на замену инструмента C3, которую определяют по формуле

где а — стоимость 1 мин;
Tи — время на замену инструмента;
Тоб — полное время обработки одной заготовки;
T — стойкость инструмента; стоимость инструмента, приходящаяся на одну заготовку C4, которую определяют по формуле

где b — стоимость инструмента, приходящаяся на одно лезвие. Например, для напайного инструмента

для инструмента с многогранными пластинами

В себестоимость обработки включают также затраты на СОЖ, на разработку инструмента, на обрабатываемый металл, т. е. себестоимость обработки заготовки:

где C5 — стоимость металла.
Без учета стоимости металла

Себестоимость зачистки заготовки может быть снижена за счет сокращения времени простоев и замены инструмента. Повышение качества инструмента и усовершенствование его конструкции повышают стойкость инструмента, что снижает себестоимость обработки. Увеличение скорости резания или подачи снижает машинное время обработки Tm, но существенно понижает стойкость инструмента для лезвийной обработки. Зависимость себестоимости зачистки от скорости резания при точении показана на рис. 6.
Производительность обработки обратно пропорциональна штучному времени обработки заготовки:

Производительность определяется режимами резания и стойкостью инструмента. Минимальная себестоимость зачистки достигается при уменьшении Tп и Ти, что приводит к увеличению производительности. Увеличение скорости резания снижает Tм и увеличивает время смены инструмента, приходящееся на одну заготовку.
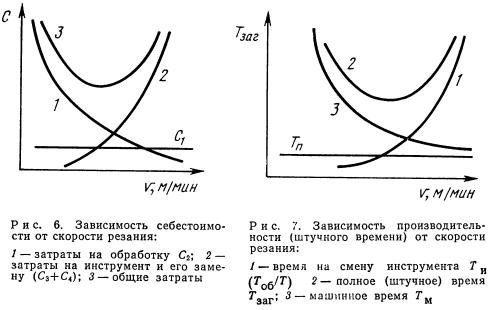
Зависимость производительности (штучного времени) от скорости резания дана на рис. 7.
Прибыль, получаемую в единицу времени, можно выразить:

где Дзаг, Д — доход, приходящийся на одну заготовку, с учетом и без учета стоимости металла соответственно;
С, Cзаг — себестоимость одной заготовки с учетом и без учета стоимости металла соответственно.
Подставляя в выражение (1.28) значения из формул (126), (1.27), получим

Прибыль в единицу времени возрастает при снижении себестоимости заготовки и увеличении производительности зачистки.
Наиболее удобным для практического применения является критерий максимальной производительности, определяемый по простым формулам и не требующий данных о стоимости станко-минуты и режущего инструмента. Расчетные данные сравнивают с фактическими.
Критерий минимума себестоимости несколько сложнее, так как для расчета необходимо знать стоимость станко-минуты, стоимость инструмента, время замены инструмента, стойкость инструмента.
Критерий максимальной прибыли включает сложные уравнения, решение которых требует специальных методов расчета.
Оптимальные режимы резания, определенные по приведенным критериям, различаются незначительно.
Рабочие процессы зачистки поверхности металла должны гарантировать полное удаление дефектов поверхности (ГОСТ 20847—75) и однородность свойств металла.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!