Основы резания металла
Механика процесса резания
Схема стружкообразования, отражающая деформацию металла при резании на низких скоростях, показана на рис. 22. В основу ее положены представления, впервые высказанные А.А. Бриксом еще в 1896 г. и развитые в работах Н.Н. Зорева в 1956 г.
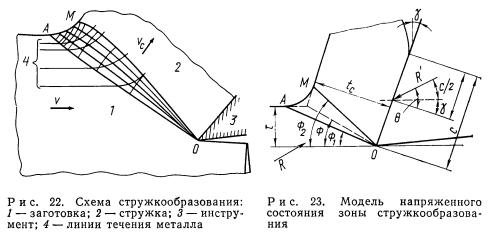
Показанная на рис. 22 схема перемещения отдельных зерен металла на боковой поверхности обрабатываемой заготовки соответствует реальным условиям, зафиксированным с помощью киносъемочной аппаратуры. Аналитическая модель (рис. 23) напряженного состояния зоны стружкообразования выполнена в соответствии со схемой, показанной на рис. 22.
Модель предполагает, что обрабатываемый металл идеально пластичен и касательные напряжения по линиям OA, OM и OD равны напряжениям течения материала при сдвиге, т. е.

Исходя из условий равновесия:


где b — ширина среза;
a — толщина среза;
ас — толщина стружки;
с — длина площади контакта стружки с передней гранью;
R — равнодействующая сила на передней поверхности;
ФОВ = Ф1; ФОМ = Ф2 — углы, определяющие зону сдвига;
у — передний угол;
0 — угол трения на передней поверхности.
Эти формулы позволяют аналитическим путем определять радиальную и тангенциальную составляющие силы резания при работе резца с одной режущей кромкой при точении с малой подачей и большой глубиной резания, т. е.

где Ф — угол сдвига, приближенно определяется из уравнения

В практических условиях величина угла Ф составляет приблизительно 30°.
Возможность выполнения инженерных расчетов по приведенным формулам ограничена, так как определение величин углов 0, Ф является проблематичным.
Ряд уточнений, предложенных авторами, позволяет получить приближенные выражения для составляющих сил резания при точении слитков для условий свободного резания.
Толщина среза а и ширина среза 6 связаны с подачей и глубиной резания t общеизвестными соотношениями

где ф — главный угол резца в плане, град.
Таким образом, уравнение (III.5) для тангенциальной составляющей после подстановки примет вид

Обозначим 0—у = у, тогда

После преобразований получим

или окончательно

После аналогичных преобразований для радиальной составляющей получим выражение

где от — предел текучести, кгс/мм2;
u — коэффициент трения;
у — передний угол резца.
Рассмотрим пример расчета по формулам (III.13) и (III.14). Обрабатываемый материал — слиток из жаропрочного сплава Х77ТЮ; глубина резания t=8 мм; подача s=1,19 мм/об; коэффициент трения u=1,0 (резец из стали P18); предел текучести от=60 кгс/мм2; передний угол резца у= 10°; станок модели РТ=503, работа без охлаждения.
Определим составляющие силы резания:

Касательные напряжения т определяются из физического явления природы трения скольжения. Схема трения показана на рис. 24.
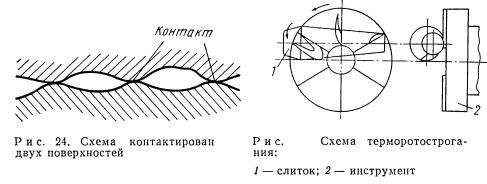
Действительная площадь контакта Fд двух трущихся пар составляет незначительную величину от теоретической площади Fт. Рост нагрузки на контактирующие поверхности приводит к увеличению площади контакта за счет упругих и пластических деформаций. Площадь контакта независимо от действительной или теоретической площади поверхностей растет прямо пропорционально прилагаемой нагрузке, т. е.

где P — прикладываемая нагрузка;
от — предел текучести.
Резание металлов характеризуется высокими нормальными и касательными нагрузками в контакте, что приводит к возникновению высоких температур и к адгезии поверхностей. Адгезионный коэффициент трения для этих условий имеет известное выражение

где Fтр — сила трения;
P — сила нормального давления стружки на переднюю поверхность резца.
Полную силу трения на передней поверхности резца получают с учетом силы, затрачиваемой на царапание:

где р — сила абразивного царапания.
В условиях пластической деформации при высоких нагрузках считают, что сила трения не зависит от силы нормального давления. Таким образом, с приближением можно записать

Известно выражение коэффициента трения скольжения как отношение силы в направлении схода стружки к силе, нормально направленной к передней поверхности инструмента, т. е.

Величину угла трения, следовательно, можно представить как

Дальнейшее уточнение физических формул (III.13), (III.14) для аналитического расчета режимов резания, конструирования инструмента и станков связано с изучением косоугольного процесса резания, что позволит вывести формулу осевой составляющей силы резания Pх.
Кинематика процесса резания
Кинематика при резании металлов изучает совокупность элементарных движений, которые разделяют на главные, движения подач и вспомогательные.
Основные задачи кинематики процесса резания: анализ возможных кинематических схем резания применительно к технологическим требованиям формирования поверхности изделия; установление взаимосвязи между действительными и статическими геометрическими параметрами резания, влияющими на износ и стойкость инструмента; изучение колебаний при резании.
Рабочие процессы резания в металлургии основаны на широко распространенных схемах резания: слиткообдирочное и карусельное точение, фрезерование (торцевое, цилиндрическое и разрезное), строгание и др. Бесцентровотокарное точение получило особое развитие в металлургической промышленности, как обесцечивающее массовую обработку готового проката круглого сечения.
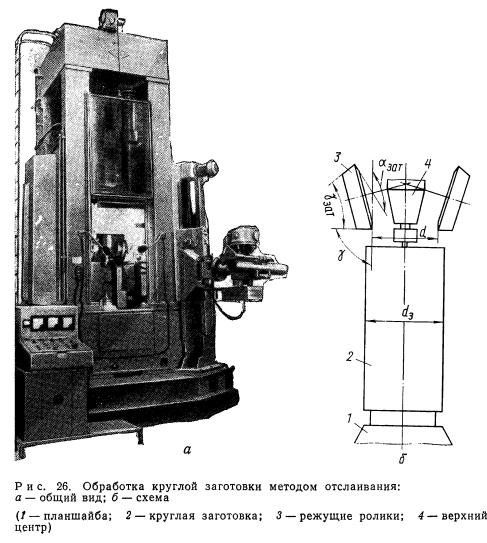
Интенсивное развитие металлообработки в металлургии стимулирует создание принципиально новых кинематических схем резания, примерами которых являются терморотострогание (рис. 25), отслаивание (рис. 26), обработка кольцевым инструментом (рис. 27) и др.

Однако известные кинематические схемы резания не удовлетворяют одному из главных требований технологии зачистки в металлургии — обеспечению высокопроизводительной выборки местных дефектов с минимальными потерями металла в стружку. Поэтому следует считать актуальным поиск принципиально новых кинематических схем для выборки местных дефектов при зачистке поверхности слитков, слябов, готового проката.
Кинематическая модель резания при точении на токарном станке показана на рис. 28.
Скорость резания при точении vр (м/мин) определяется по формуле

где Dн — наибольший диаметр изделия, мм;
n — частота вращения шпинделя, об/мин.
Учитывая глубину точения, достигающую 25 мм на сторону, разница в скорости резания для крайних точек режущей кромки достигает 10%, что в условиях резания по корке существенно сказывается на стойкости и неравномерности износа резцов.
Для определения скорости схода стружки необходимо учитывать величину усадки стружки, которая определяется из выражения

где а1, Lс — толщина и длина стружки,
a, L — толщина и длина срезаемого слоя.
Величина усадки стружки характеризует конкретные физико-механические свойства металла в процессе резания. Ряд исследователей дают выражение сил резания, связанных с усадкой.
Зависимость угла сдвига от усадки имеет вид

Однако следует констатировать, что в практике отсутствует экспресс-метод определения усадки стружки.
Определение усадки различными методами осуществляется в лабораторных условиях.
Усадка стружки, угол сдвига и действительная геометрия резца в основном определяют направление схода стружки. Для практических целей определения направления схода стружки при точении проходными резцами можно рекомендовать схему, разработанную Колвеллом (рис. 29).

В практике резания необходимо учитывать изменение углов резца в зависимости от его установки, от соотношения между скоростью главного движения и скоростью подачи, от явления наростообразования. Эти зависимости достаточно полно рассмотрены в фундаментальных трудах по резанию металлов, а выявление их особенностей и дальнейшее изучение являются важными задачами резания металлов в металлургии.
Колебания системы станок — инструмент — заготовка влияют на интенсивность износа инструмента, качество поверхности и могут приводить к возникновению звука высокой частоты.
Анализ вибрации при обработке резанием является сложной задачей. Например, в динамических условиях точения различают следующие разновидности вибраций: вибрация державки резца в вертикальной и горизонтальной плоскостях; вибрация резцедержателя или суппорта в вертикальной плоскости параллельно или перпендикулярно направлению подачи; вибрация заготовки между задним центром и патроном в вертикальной и горизонтальной плоскостях; крутильные колебания заготовки вокруг своей оси; крутильные колебания шпинделя; вибрации передней и задней бабок в вертикальной и горизонтальной плоскостях. Под влиянием вибрации заготовка перемещается практически в любом направлении относительно резца, и могут наблюдаться изменения скорости резания, подачи, глубины резания и главных углов резца.
Условия металлургического производства вводят дополнительные ограничения в процесс резания по причине неравномерности удаляемого припуска, что также приводит к возникновению вибраций. Например, для слитков неравномерность припуска определяется износом изложниц, неточностью центровки, смещением прибыльной части и т. д. Это вызывает повышенный расход резцов, дополнительный износ оборудования, а самое главное — неоправданный расход металла на зачистку.
При резании металлов различают четыре вида вибраций:
1) собственные колебания системы станок — инструмент — заготовка, которые возникают под воздействием каких-либо ударных нагрузок;
2) вынужденные колебания, возникающие под действием внешней динамической нагрузки, например дисбаланс привода станка;
3) вынужденные колебания, возникающие под действием процесса резания, например прерывистый процесс стружкообразования;
4) автоматические колебания, при которых возникающие в процессе резания вибрации создают энергию для сохранения вибраций.
Вынужденные вибрации при резании являются результатом образования нароста и процесса стружкообразования. Особенности механизма образования стружки скалывания и надлома, связанные с возникновением ступенек и элементов стружки, предопределяют вибрационные явления.
Автоколебания при резании возникают вследствие непостоянства толщины среза, переднего угла, угла сдвига, скорости резания, сил сопротивления при вершине резца и сил трения по передней поверхности инструмента. Их особенностью является то, что частота автоколебаний совпадает с одной из собственных частот системы станок — инструмент — заготовка, что создает постоянный приток энергии для поддержания и усиления вибраций.
В практике резания в металлургии имеют место два предельных случая:
1. Вредное влияние колебаний на износ инструмента и качество поверхности практически не принимается во внимание при обработке тяжелых заготовок-слитков, т. е. система станок — инструмент — заготовка имеет высокую жесткость, которая обусловлена массой станка и большими поперечными сечениями державок инструмента.
2. Низкий уровень стабильности системы станок — резцовая головка — пруток бесцентрово-токарного станка создает сложнорешаемые проблемы повышения износостойкости инструмента высокого качества и точности обработанной поверхности.
Тепловые явления
В процессе обработки металла резанием образуется тепло как результат превращения механической энергии в тепловую, которое в свою очередь оказывает влияние на ход процесса деформации, на трение по контактным поверхностям инструмента и, как следствие, на его износ. Распространение тепла в заготовке, инструменте, стружке и окружающей среде представляет собой сложный физический процесс, изучение которого позволит более правильно формулировать требования к инструментальным материалам.
Процесс теплообмена в зоне резания описывается двумя главными уравнениями:
- уравнение теплового баланса

где Qоб — общая тепловая мощность процесса резания;
Qд — теплота, эквивалентная работе деформации срезаемого слоя;
Qт.п. — теплота, эквивалентная работе трения на поверхности контакта инструмент — стружка;
Qt.з — теплота, эквивалентная работе трения на поверхности контакта инструмент — заготовка.
Расходная часть баланса состоит из теплоты, передаваемой детали Qд, инструменту Qи, стружке Qс и окружающей среде Qо.с;
- дифференциальное уравнение теплопроводности

где 0 — температура точки;
х, у, z — координаты точки;
t — время;
Л — коэффициент теплопроводности; су — объемная теплоемкость тела.
Температурное поле в зоне резания при точении стали ШХ15 резцом с пластиной твердого сплава Т14К8 при скорости резания v = 80 м/мин, глубине t = 4,1 мм, подаче s = 0,5 мм/об показано на рис. 30.
Тепловые явления при силовом резании в условиях металлургических предприятий мало изучены. Основной их особенностью можно считать повышенное тепловыделение на передней грани инструмента, что, с одной стороны, объясняется высокими удельными давлениями, а с другой — низкими коэффициентами теплопроводности обрабатываемых материалов, что вызывает концентрацию теплоты близ ее источников. Динамические условия резания существенно улучшаются при введении в процесс охлаждающих и смазывающих жидкостей.

Основное назначение охлаждения состоит в устранении вредного влияния тепловых воздействий на инструмент и улучшении стружкоотвода; назначение смазочных средств состоит в снижении сил резания, что в свою очередь влияет на снижение теплообразования и улучшение качества поверхности. При резании на низких скоростях эффект действия смазочно-охлаждающей жидкости (СОЖ) неплохо объясняется механизмом граничной смазки, заключающимся в том, что между двумя трущимися поверхностями располагается твердая смазочная пленка. Сдвиг происходит либо внутри пленки, либо между пленкой и металлической поверхностью.
Износ и стойкость режущего инструмента
Процесс резания протекает в условиях высоких удельных давлений и температур на контактных поверхностях инструмента, которые при резании специальных сталей и сплавов достигают величин 900 кгс/мм2 и 800—1000°C соответственно, что вызывает интенсивный износ инструмента.
Износ инструмента по передней и задней поверхностям может происходить как в результате истирания, так и из-за выкрашивания. В зависимости от условий резания наблюдаются различные виды износа — адгезионный, абразивный, химический, усталостный и др.
Адгезионный износ состоит в отрыве силами адгезии мельчайших частиц инструментального материала в процессе трения с обрабатываемым материалом. При скольжении друг относительно друга ювенильных поверхностей происходит непрерывный процесс возникновения и срезания адгезионных пятен. Размеры вырванных частиц в значительной степени зависят от отношения прочности и твердости инструментального и обрабатываемого материалов в контакте. На интенсивность адгезионного износа оказывают влияние режимы резания, а также химическое сродство обрабатываемого и инструментального материалов.
Силы адгезии сильно уменьшаются при применении таких СОЖ, как вода, масло, четыреххлористый углерод и др.
Механизм абразивного износа заключается в том, что твердые включения, входящие в состав обрабатываемого материала, внедряясь в контактные поверхности инструмента, производят их царапание. В зависимости от количества абразивных включений меняется интенсивность абразивного износа.
Ранее диффузионный износ рассматривался как процесс переноса атомов между контактирующими поверхностями. Однако более поздние исследования, например Боудена и Тейлора, показали, что процесс диффузии возникает при адгезии контактирующих поверхностей. В отдельных случаях диффузионный процесс может сопутствовать абразивному износу. Скорость диффузии зависит от свойств реагирующих пар материалов, температуры в контакте и времени контактирования поверхностей.
Теория усталостного износа предполагает, что каждая микронеровность способствует образованию волны деформации. При этом на некотором расстоянии перед микронеровностью поверхностный слой сжимается, а за ней растягивается. Знакопеременное изменение напряжений вызывает усталостное разрушение материала. И.В. Крагельским установлено, что модель усталостного износа объясняет процесс износа в присутствии смазочных пленок. Материал в поверхностном слое подвергается воздействию переменных напряжений и разрушается, несмотря на отсутствие непосредственного контакта двух трущихся тел.
В процессе износа инструмента при резании мы сталкиваемся практически со всеми видами износа, хотя в зависимости от условий обработки тот или иной вид износа становится превалирующим.
Основным видом износа при обработке резанием в металлургии является хрупкое разрушение режущей части инструмента; выкрашивание лезвий и сколы относительно больших объемов. Этот механизм износа проявляется как в условиях обработки сталей и сплавов с удовлетворительной обрабатываемостью резанием по причине постоянной тенденции интенсификации режимов, так и при обработке труднодеформируемых сплавов по причине постоянно растущей их прочности. Поэтому в тех случаях, когда обеспечивается достаточный запас хрупкой прочности инструментального материала, те же тенденции повышения производительности приводят к пластическому разрушению режущей части инструмента и, следовательно, к потере формоустойчивости лезвия.
Геометрия износа характеризуется преимущественным истиранием по передней поверхности вследствие адгезии, абразивного износа и в меньшей степени диффузионными и химическими явлениями. Абразивный износ при резании по литейной корке является главенствующим, борьба с которым носит проблемный характер.
Металлургическая промышленность предъявляет высокие требования по стойкости режущего инструмента, в особенности при обработке металла в горячем состоянии в потоке металлургических агрегатов. Прерывистое резание, обеспечивающее кратковременность контакта, эффективное охлаждение и повышенную суммарную длину режущих лезвий, оказывается наиболее экономичным.
Стойкость инструмента — одна из широко распространенных характеристик процесса резания металлов. Под стойкостью инструмента понимают период его работы от начала резания до переточки, зависящий от принятого критерия затупления.
В зависимости от конкретных условий производства стойкость инструмента определяют различными способами: действительным временем резания; полным машинным временем (прерывистый процесс резания); длиной пути резания; объемом металла, переведенного в стружку; числом изготовленных деталей и др.
Важным условием для определения стойкости является выбранный критерий затупления инструмента. Например, в металлургии на обдирочных операциях, когда точность размеров и шероховатость поверхности не имеют большого значения, за критерий затупления можно принять либо предельное увеличение мощности и сил резания, либо устанавливать стойкость инструмента во времени (1 ч, полсмены, смена и т. д.), либо доводить его до полного разрушения.
При выполнении отделочных операций, когда решающее значение имеют качество обработанной поверхности и точность размеров, инструмент можно считать затупившимся, если он не обеспечивает заданного качества обработки.
Затупление инструмента может быть вызвано высокими температурами в контакте, приводящими к потере им формоустойчивости, выкрашиванием режущих кромок под воздействием ударных механических и термических нагрузок и т. д. Таким образом, затупление инструмента определяется степенью его износа.
За критерий затупления можно принимать выкрашивание или образование трещины на режущем лезвии, размер площадки износа по задней поверхности, величину лунки износа по передней поверхности, полное разрушение инструмента, максимально допустимую шероховатость поверхности, допустимое отклонение размеров обработанной детали, увеличение мощности или сил резания.

Как уже отмечалось, наиболее распространенным износом твердосплавных пластин на обдирочных операциях является хрупкое разрушение пластин. Устранить или свести к минимуму данный вид затупления можно путем усовершенствования конструкции и технологии изготовления инструмента. Положительный эффект дает уменьшение главного угла в плане, заточка инструмента с положительным у до 12°, а также применение малых или отрицательных передних углов, обычно в виде узкой ленточки. Исследования, проведенные А. И. Бетанели, показали, что хрупкое разрушение твердого сплава наблюдается из-за наличия растягивающих напряжений, возникающих в процессе резания (предел прочности твердого сплава на растяжение составляет = 80—90 кгс/мм2), поэтому при конструировании инструмента стремятся к созданию на поверхности инструмента сжимающих напряжений.
Причиной выкрашивания режущих лезвий при фрезеровании, особенно на высоких скоростях, являются усталостные явления. Для борьбы с этим явлением необходимо выполнять на режущих кромках упрочняющие ленточки, а также применять попутное фрезерование, при котором выкрашивание наблюдается реже.
В качестве критерия затупления широко применяется величина фаски износа по задней поверхности hз (рис. 31), которая может быть определена из выражения

где hз — износ по задней поверхности;
h — размерный износ;
а — задний угол;
у — передний угол.
Из рис. 31 объем изношенной части резца можно определить как

где b — ширина среза.
В европейских странах широко распространена в качестве критерия затупления величина лунки износа по передней поверхности. Однако измерение лунки представляет собой большую трудность, и необходимо наличие специальных микроскопов или профилометров.
Следует отметить, что в настоящее время еще нет теории, позволяющей предсказать интенсивность износа реальных инструментов, а следовательно, и их стойкость. Для определения зависимости стойкости от элементов режима резания создано большое число эмпирических зависимостей. Одно из них, определяющее связь между скоростью резания и стойкостью инструмента, представлено уравнением Тейлора

где T — стойкость инструмента;
v — скорость резания;
m — показатель степени, постоянный для условий опыта;
Ct — скорость резания, соответствующая минутной стойкости инструмента.
Эмпирическая зависимость между стойкостью и скоростью резания имеет вид

где Cv — постоянная, определяемая при скорости;
t — глубина резания;
s — подача;
n, x, yv — коэффициенты, определяемые экспериментально. Наибольшее влияние на стойкость инструмента оказывает скорость резания, а затем подача и глубина, т. е. имеет место неравенство n>yv>x.
Определенное влияние на стойкость инструмента оказывает геометрия инструмента. С уменьшением угла резания б ухудшается теплоотвод из зоны резания, что вызывает повышение температуры резания и соответственно увеличивает износ. Изменением главного угла в плане ф в сторону его уменьшения можно увеличить стойкость, так как изменяется направление действия результирующей силы резания, что предохраняет вершину резца от выкрашивания. На стойкость инструментов также оказывает влияние материал рабочей части и обрабатываемый материал. Влияние физико-механических свойств материала на стойкость инструмента, производительность обработки и себестоимость продукции характеризуется его обрабатываемостью.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!