Токарная обработка металла
Слиткообдирочное точение
Станки для обработки слитков, применяемые в металлургическом производстве, можно разделить на две группы. К первой относятся станки для зачистки квадратных слитков, например мод. 183; вторая группа включает в себя специальные слиткообдирочные станки (рис. 41) и тяжелые токарные станки для обработки конусных и цилиндрических слитков.
Техническая характеристика наиболее распространенных из них приведена в табл. 14.
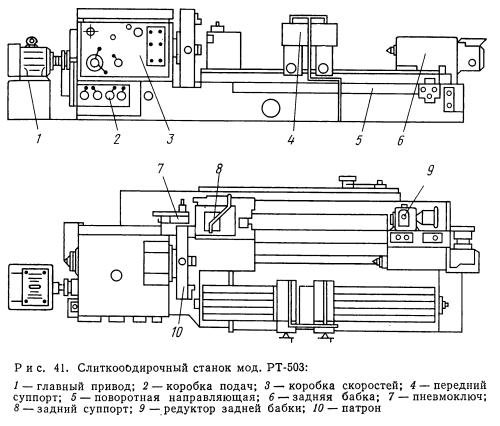

Подготовка слитка к обточке включает в себя ряд непроизводительных операций, таких как зачистка донной части под центровку на подвесных наждаках, разметка центра, центровка, транспортировка слитка к станку. Одной из наиболее трудоемких операций является установка и выверка слитка на станке. Объясняется это тем, что в процессе разливки часто наблюдается смещение оси прибыльной части относительно геометрической оси слитка. Выверка слитка осуществляется станочником вручную с использованием четырехкулачкового патрона 10 (см. рис. 41). После установки слитка производится окончательный поджим заднего центра.
Станок мод. РТ-503 выгодно отличается от предшествующих моделей наличием пневмоключа 7, новым конструктивным решением перемещения пиноли и поджима детали, которое может осуществляться от электродвигателя мощностью 4,7 кВт через редуктор 9 в автоматическом и наладочном режимах. Максимальное усилие зажима составляет 12000 кгс. Станок также оборудован вибролотком для уборки стружки.
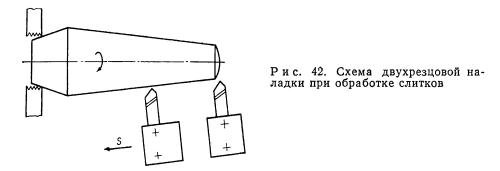
Для экономии машинного времени при силовом точении ввиду низкой обрабатываемости сложнолегированных сталей и сплавов применяются двух- и трехрезцовые наладки инструмента. На рис. 42 представлена схема двухрезцовой наладки при обработке конусных слитков.
Особенностью токарной обработки в металлургии является высокая интенсивность процесса, заключающаяся в том, что режимы резания ведутся одновременно на предельных значениях хрупкой и пластической прочностей инструментальных материалов, т. е. в условиях, когда практически сближаются показатели обработки быстрорежущим и твердосплавным инструментом (см. рис. 35).
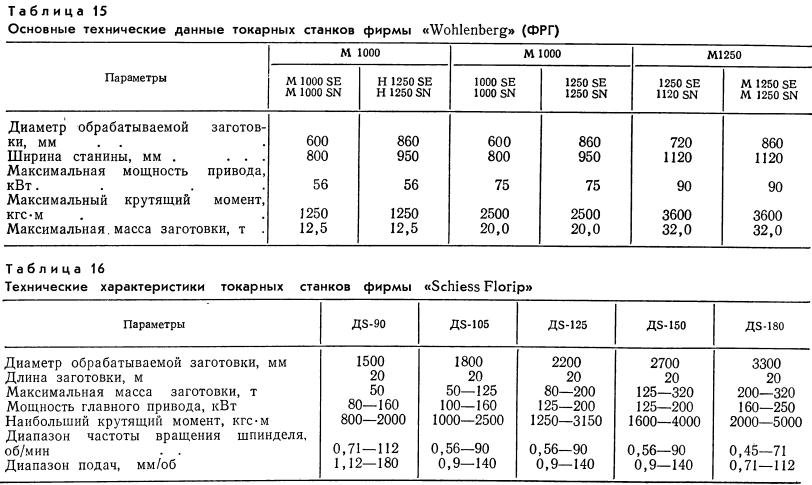
В зарубежной практике, властности в ФРГ, большее распространение получили тяжелые токарные станки универсального назначения. В табл. 15, 16 приведены технические характеристики станков фирм «Wohlenberg» и «Schiess Florip».
Станки фирмы «Wohlenberg» выпускаются двух модификаций: с числовым программным управлением (SE) и электронным управлением (SN). При наличии электронной системы все управление сосредоточено на центральной панели около поворотного суппорта. Для осуществления движений подачи и быстрого хода применяются тиристорные приводы постоянного тока.
При наличии целого ряда преимуществ токарной обработки слитков, заключающихся в относительно высокой производительности, получении высококачественных отходов в виде металлической стружки и т. д., сдерживающим фактором развития этого процесса является недостаточная прочность и износостойкость инструмента.
Дефицит вольфрама сдерживает совершенствование традиционного твердосплавного и быстрорежущего инструмента. Создание безвольфрамового, высокопрочного, износостойкого инструмента привлекает все большее внимание специалистов в различных странах. Публикуются обнадеживающие результаты работ по разработке принципиально новых материалов. Так, например, фирма «Sumitomo Carbid» (Япония) сообщила о создании сплава № 70, имеющего твердость 91—92 HRC и прочность на изгиб оизг = 300 кгс/мм2. Шведские фирмы «Carboloy» и «Coromant» предлагают твердосплавные пластины с покрытием окисью алюминия (Al2O3), которые при силовых режимах и высокой ударной нагрузке способны работать на скоростях до 1000 м/мин. Большие успехи в разработке минералокерамических пластин «Widaloks» достигнуты американскими отделениями фирм «Feldmuhle» и «Кruрр» (ФРГ): скорость резания при обработке стали до 1600 м/мин, при глубине резания до 12 мм и подаче 0,5 мм/об.
Конструкция резца для силового точения, применяемого на отечественных заводах, показана на рис. 43, а. Совершенствование конструкции резцов идет по следующим основным направлениям: 1) создание резцов с механическим креплением режущих пластин; 2) применение неперетачиваемых пластин.
Шведская фирма «Sandvik Coromant» предлагает интересное решение этого вопроса. На рис. 43, б представлена система крепления пластин на державках типа «Т-max» в резцах для тяжелых токарных работ. К преимуществам такой системы крепления можно отнести надежность крепления и отсутствие выступающих частей (например, лапок), а также то, что твердосплавная пластина работает в основном на сжатие, где предел прочности составляет осж = 500 кгс/мм2. Недостатком является необходимость точного изготовления державки и элементов крепления, применение пластин усложненной формы, а также малое число допустимых переточек.

Применение ступенчатых резцов с предлагаемым креплением весьма перспективно, так как позволяет распределить силовую нагрузку между двумя и более пластинами и осуществить установку пластин с различными углами в плане ф, что особенно важно при обработке по литейной корке, когда при большой толщине среза пластинки твердого сплава будут работать в неравноценных условиях.
Другим направлением можно считать работы в области создания новых инструментальных материалов, а также разработку различного типа упрочняющих покрытий. Нанесение на поверхность твердого сплава тонкопленочных покрытий типа нитридов и карбидов в отдельных случаях позволяет на чистовых операциях увеличить стойкость инструмента в 10 раз и более.
Бесцентрово-токарное точение
Для зачистки сортового проката на металлургических предприятиях широко применяются бесцентрово-токарные станки отечественных заводов, а также некоторых зарубежных фирм. Высокая производительность при бесцентрово-токарной обработке достигается за счет увеличения ширины среза, изменение которой оказывает незначительное влияние на повышение температуры резания.
Обточка трубной заготовки осуществляется на тяжелых бесцентрово-токарных станках Краматорского завода тяжелых станков (КЗТС) мод. 9330, 9340 и др. Режимы резания при бесцентрово-токарной обработке на станке мод. 9340 приведены в табл. 17.

Конструктивно бесцентрово-токарные станки состоят из шпиндельной бабки с пустотелым шпинделем, на концах которого закреплены две сменные многорезцовые головки: черновая — со стороны входа заготовки и чистовая — на выходе. Подача заготовки осуществляется с помощью загрузочной и разгрузочной кареток, расположенных с левой и правой сторон шпиндельной бабки соответственно, что позволяет осуществлять работу в полуавтоматическом и автоматическом режимах.
Сортовой прокат диаметром до 75 мм обрабатывается на станках мод. TT-140 (станкостроительный завод им. Кирова), КЖ9306, КЖ9307, КЖ9308 (КЗТС), HS-200 и HS-300 (фирма «Norton», Англия), а также WDH-50, DD-15/40 (фирма «Kieserling», ФРГ) и др. Режимы резания на станке мод. TT-140 при обработке специальных сталей и сплавов приведены в табл. 18. Технические характеристики наиболее распространенных бесцентрово-токарных станков приведены в табл. 19 и 20.



Зарубежное оборудование из-за недостаточной жесткости и высоких минимальных скоростей не позволяет вести эффективную обработку труднообрабатываемых сталей и сплавов. Однако следует отметить ряд оригинальных решений в станках фирмы «Kieserling», позволяющих при обточке деталей с удовлетворительной обрабатываемостью получить высокие показатели по точности и качеству поверхности. Точность достигается применением прецизионной настройки резцовых блоков с помощью индикатора (цена деления 0,001 мм), а также применением контрольно-измерительного устройства на выходе прутка из резцовой головки, которое позволяет в пределах 10—200 мкм поддерживать заданный диаметр путем автоматического регулирования резцов. Применение станков мод. WDH-50 в комплексе с правильно-полировальной машиной WRTN-65 фирмы «Kieserling» позволяет получить шероховатость обработанной поверхности в пределах 9—10-го класса.
Как уже отмечалось выше, одним из наиболее перспективных способов повышения обрабатываемости сталей и сплавов является обработка их в нагретом состоянии, когда резко снижаются физико-механические характеристики обрабатываемого материала.
Оптимальная температура подогрева для жаропрочных сталей и сплавов находится в пределах 950—1050°С (рис. 44).

Для обработки прутков жаропрочных сплавов с пределом прочности ов > 140 кгс/мм2 заводом «Электросталь» совместно с кафедрой «Технология машиностроения» Грузинского политехнического института им. В.И. Ленина был предложен способ бесцентровотокарного точения с подогревом срезаемого слоя токами высокой частоты. На основании проведенных исследований был спроектирован и изготовлен станок ТТ-141, а также станок КЖ9306 для обработки титановых сплавов. Схема обработки приведена на рис. 45.
Существующие методы «горячей» обработки имеют существенные недостатки. Одним из главных можно считать то, что резец обрабатывает металл, нагретый до температур, превышающих красностойкость инструментального материала. Это вызывает необходимость создания специальных систем охлаждения инструмента, например внутреннего охлаждения, однако эффективность такого охлаждения недостаточна ввиду низкой теплопроводности твердого сплава. Другими недостатками такой обработки являются большая энергоемкость (ТТ-141 оснащен установками т. в. ч. мощностью 200 кВт), низкий к. п. д. нагревательных устройств (т. в. ч., плазма и т. д.), высокие капитальные затраты и др.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!