Режимы обработки и использование отходов шлифования
Важнейшим показателем режима шлифования является линейная скорость шлифования, определяющая производительность процесса, стойкость инструмента и затраты на обработку.
Скорость шлифования ограничивается прочностью круга и мощностью привода. Шлифование заготовок в металлургии ведется при скорости 80 м/с, абразивная резка — при 100 м/с, имеются сообщения о. применении более высоких скоростей. Зарубежные обзоры прогнозируют, что скорость шлифования к концу века достигнет значений скорости звука.
При увеличении скорости шлифования уменьшаются толщины среза, но одновременно возрастает глубина поверхностного слоя, прогретого до высокой температуры, поверхностный слой металла разупрочняется, а так как процесс ведется в режиме самозатачивания, т. е. при оптимальном усилии прижима круга к металлу, то фактические толщины среза, создающие те же предельные нагрузки на абразивные зерна, увеличиваются. Число абразивных зерен, вступающих в контакт при повышении скорости, прямо пропорционально возрастает, поэтому увеличивается количество и сечение стружки, возрастает производительность процесса. Скорость съема металла при скорости шлифования 80 и 60 м/с имеет прямо пропорциональную зависимость от мощности привода (рис. 56).

С повышением скорости шлифования уменьшается время контакта круга с металлом, а следовательно, режущие кромки и связка инструмента имеют более длительный период теплообмена с окружающей средой. Эти условия уменьшают износ инструмента.
На рис. 57 приведена зависимость коэффициента шлифования от скорости при абразивной резке, показывающая, как повышается стойкость инструмента с увеличением скорости при заданной подаче. На рис. 58 дана зависимость коэффициента шлифования от скорости съема металла.
Линейная скорость шлифования круга v (м/с) выражается уравнением

где D — диаметр круга, мм;
n — угловая скорость шпинделя, об/мин, из которого следует, что по мере износа круга линейная скорость снижается.
На рис. 59 приведена зависимость коэффициента шлифования от износа диаметра круга при постоянных линейной и угловой скоростях шлифования.
Эмпирические формулы зависимости коэффициента шлифования Kv при w=const и Kn при n=const имеют, вид

где е — число Эйлера.
Интегрирование этих уравнений показывает, что суммарный коэффициент шлифования при полном износе круга в случае v=const в 1,6 раза больше, чем в случае n=const. Это соответствует такому же примерно увеличению стойкости круга.

Следует отметить, что пока отсутствует надежная схема повышения частоты вращения круга по мере его износа. Представляется целесообразным для снижения потерь металла в стружку в автоматических системах шлифования применять схему регулирования частоты вращения шлифовального круга, которая бы обеспечивала постоянство съема металла в единицу времени. В такой системе в начальный период работы, учитывая значительный диаметр круга, линейная скорость шлифования ниже обусловленной прочностью круга, а затем повышается по закону, обеспечивающему постоянство съема металла, но не нарушающему условия предельной прочности круга.
Увеличение диаметра круга приводит к росту линейной скорости шлифования при постоянной угловой скорости шпинделя. Вместе с тем с ростом диаметра увеличивается дуга контакта инструмента с обрабатываемым металлом, в особенности при обработке плоских поверхностей, т. е. возрастает производительность процесса шлифования.

Масса круга с увеличением диаметра возрастает пропорционально квадрату диаметра и ресурс круга (абсолютное количество металла, снимаемое кругом до полного износа) существенно возрастает. В табл. 26 приведены сравнительные данные, показывающие влияние увеличения диаметра круга на показатели процесса шлифования.
Увеличение высоты круга приводит к росту ресурса круга. При равных условиях высота круга практически не сказывается на производительности процесса, но с ее увеличением существенно снижается износ инструмента, так как снижаются удельные давления на режущие зерна. Очевидно, что увеличению высоты круга должны сопутствовать увеличение сил и мощности шлифования, что приводит к росту производительности процесса.
В целях экономии металла абразивных материалов при резке стремятся довести высоту кругов до минимальных размеров. На практике высоту круга принимают равной 0,01 Dкр. При повышении скорости отрезных кругов возможность уменьшения их высоты снижается вследствие возникновения явления флаттера. Наблюдения за разрывами отрезных кругов при скорости испытаний 140—180 м/с дают основание считать, что возникновение сильной вибрации является причиной разрушения.
Усилия шлифования, как уже указывалось, должны обеспечивать оптимальные условия самозатачивания инструмента в соответствии с его технической характеристикой и обрабатываемым металлом. С увеличением усилия прижима круга к металлу растет глубина шлифования, повышается мощность. Зависимость глубины шлифования от мощности при скоростях 80 и 60 м/с показана на рис. 60.

Отмечено, что с увеличением скорости шлифования возрастают силы противодавления на абразивный круг, что. можно объяснить интенсификацией физико-химических явлений в зоне контакта, т. е. расширением поверхностных слоев металла под тепловым воздействием, ростом давления газов в условиях сплошного контакта круга с металлом.
В работе И.Дж. Армарего и P.X. Брауна приведены данные, показывающие зависимость глубины резания от вертикальной силы Pу (рис. 61). При достижении определенной величины происходит резкое увеличение глубины шлифования, т. е. интенсивности съема металла. При малых усилиях съема металла не наблюдается, а имеет место трение шлифовального круга о заготовку. Удельная мощность шлифования зависит от соотношения процессов трения, царапания и резания и масштабных факторов и уменьшается с увеличением глубины шлифования.
Отношение касательной Pz к вертикальной составляющей силы Pу отражает физическую сущность процесса и изменяется от 0,14 до 0,35 в зависимости от обрабатываемости сталей и сплавов при одной технической характеристике круга (табл. 27).

Отношение Pz/Pу имеет наибольшее значение для сравнительно легкообрабатываемых сталей и сплавов, что также характеризуется снижением удельного расхода мощности и увеличением толщины срезаемой стружки. Имеющиеся отклонения значений Pz/Py от общей закономерности можно объяснить влиянием других факторов, из которых, видимо, наиболее существенным является характер износа, определяемый химическим составом металла и инструмента.
К весьма труднообрабатываемым относятся сплавы на основе кобальта и никеля, легированные Ti, Si, V и Nb с суммарным содержанием этих элементов более 2,5%, а также легированные Mo, Cr и Mn с их суммарным содержанием более 30% (при этом Al не более 2%, С 0,15%).
К труднообрабатываемым сплавам на никелевой и железо-никелевой основах относятся сплавы, содержащие те же элементы, что и в предыдущем случае, но в меньшем количестве.
Стали средней обрабатываемости в значительной степени легированы Mo, Cr и Mn (>5%) и одним из элементов Ti, Si, V, Nb.
Сложнолегированные стали с удовлетворительной обрабатываемостью содержат повышенное количество С (<1,5%), Al (<6%), а также W (<10%) и небольшое количество других элементов.
Определенная трудность возникает при обработке силовым и скоростным шлифованием низкоуглеродистых конструкционных сталей, образующих значительное количество окалины. При обработке заготовок из этих сталей режущая поверхность круга «засаливается» окалиной и приварившейся окисленной стружкой, поверхность круга разогревается, связка не выдерживает тепловой нагрузки, износ круга сопровождается значительными вибрациями.
В последнее время для шлифования этих сталей широкое применение получили круги из высокопрочного химически стойкого циркониевого электрокорунда 38А крупной зернистости (200), производство которого освоено отечественной промышленностью.
Продольная и поперечная подачи шлифовального круга не оказывают существенного влияния на производительность по скорости снимаемой стружки в единицу времени и стойкость инструмента. Однако экономия металла при зачистке высокопроизводительными кругами определяется увеличением подачи, которая на современных станках достигла значений 80 м/мин. Продольная подача во многом определяет качество поверхности, так как регулирует воздействие шлифовального круга как источника тепла на обрабатываемый металл.

При выборке местных дефектов большое значение имеют качательные осциллирующие подачи шлифовального круга (рис. 62). Введение осцилляции до 300 качаний в минуту практически не снижает скорости съема металла, но повышает стойкость инструмента в 1,5—2,0 раза из-за увеличения прерывистости режущих кромок в контакте и снижения работы трения. Существенно снижаются в этих условиях шероховатость поверхности и вероятность возникновения шлифовального прижога. Особо важное преимущество в работе шлифовальной головки с качательными подачами состоит в том, что при выборке местных дефектов, соизмеримых по длине с высотой круга, обеспечивается локальность их удаления, т. е. снижение потерь годного металла в стружку. В связи с возрастающими объемами шлифования заготовок в металлургии необходимость создания специализированных станков для выборки местных дефектов с качательными подачами становится все более очевидной.
Показатели процесса шлифования при постоянной линейной (угловой) скорости шлифования приведены ниже:
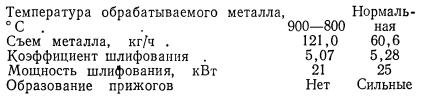
Эффективность процесса шлифования возрастает также при обработке нагретого в технологическом потоке металла. При этом имеют место и дополнительные преимущества, кроме вышеописанных. При нагреве металла в печах до температуры прокатки на поверхности металла происходят изменения, связанные с ускорением диффузионных процессов, например распад твердых растворов, который ведет к ослаблению границ зерен. В окислительной печной среде ослабление границ зерен металла происходит за счет выделения сульфидов и окислов между зернами. Предварительный сквозной нагрев металла также создает благоприятные условия для уменьшения прижогов на поверхности заготовок, которые в неблагоприятных условиях приводят к образованию шлифовочных трещин, возникающих под влиянием разнородных напряжений при охлаждении металла.
Показатели шлифования при обработке стали Х12М в нагретом и нормальном состояниях при равных режимах обработки приведены ниже:
Абразивные процессы, как правило, оценивают, не принимая во внимание утилизацию металла с отходами шлифования.
В металлургической и других металлообрабатывающих отраслях промышленности с отходами шлифования теряются тысячи тонн железа, никеля, вольфрама, хрома, кобальта и других ценнейших легирующих элементов. Частичная утилизация металлоабразивных отходов осуществляется путем их химико-металлургической переработки на предприятиях цветной металлургии.
При сравнительно невысокой стоимости абразивных инструментов потери металлов с отходами шлифования в народном хозяйстве весьма значительны, поэтому можно сказать утвердительно о нерациональности процессов шлифования, отходы от которых полностью не используются.
При шлифовании сталей и сплавов применяются абразивные круги из различных марок электрокорундов. Считается, что круги из карбида кремния имеют более узкую область применения (например, заточка лезвийного инструмента, шлифование чугуна и пр.) и неэффективны для шлифования сталей и сплавов из-за пониженной стойкости по сравнению с электрокорундовыми кругами.
При выборе абразивного материала основное значение имеет знание свойств обрабатываемого металла, влияющих в основном на химический процесс, происходящий в зоне контакта инструмента и заготовки. До сих пор не определены единые стандартные критерии оценки свойств абразивных материалов.
Существует многообразие размеров и геометрических форм абразивных зерен, однако их оценка ведется упрощенными способами на специально калиброванных ситах. Классификация абразивных материалов в зерне ведется по ГОСТ 3647—71.
Установление факта о важном значении карбида кремния как раскислителя в процессе выплавки металла, а следовательно, преимущества его введения в металлургическую ванну в виде металлоабразивных отходов, содержащих ценнейшие легирующие элементы, позволяет с новых позиций рассматривать эффективность процессов шлифования.
Следует отметить, что сырьевые возможности для производства карбида кремния в Советском Союзе не-ограничены. Высококачественные бокситы — сырье для производства электрокорундов, до настоящего времени в значительном объеме импортируется в нашу страну.
Физико-механические свойства карбида кремния в сопоставлении с электрокорундом нормальным приведены в табл. 28.

Из табл. 28 следует, что по установившимся критериям оценки качества абразивных материалов карбид кремния превосходит электрокорунд нормальный: более высокие температура плавления (диссоциации), микротвердость, предел прочности и коэффициент теплопроводности, более низкий коэффициент линейного расширения и высокая стойкость зерен к теплосменам. Недостатки кругов из карбида кремния в ряде случаев объясняют повышенной диффузионной и химической активностью этого материала по отношению к железоуглеродистым сталям и сплавам, в ряде случаев низкой адгезией зерен со связкой. Однако эти недостатки карбида кремния для ряда операций шлифования в металлургии следует признать второстепенными, если принять во внимание экономические преимущества, получаемые с использованием отходов шлифования при выплавке сталей. Следует подчеркнуть, что карбиду кремния как абразивному материалу уделяется меньшее внимание со стороны исследователей, чем электрокорунду. Это объясняется определенной экономической недооценкой карбида кремния, что в некоторой степени оправдывается его более высокой стоимостью с точки зрения затрат электроэнергии на производство. Поэтому уместно поставить задачи и о совершенствовании промышленного производства карбида кремния, технология которого традиционно сохраняется уже около 50 лет.
Рассмотрим некоторые металлургические свойства карбида кремния, вводимого в процесс при электровыплавке легированных сталей.
По одному из способов шлифовальная стружка с отработавшими зернами карбида кремния черного марки 53С в количестве до 40 кг смеси на тонну расплава присаживается в электропечь на шлак в период расплавления. Весовые соотношения в отходах шлифования могут находиться в широких пределах: 40—85% стружки и 15—60% абразивных зерен. Легирующие элементы из шлака и присаженных металлоабразивных отходов хорошо восстанавливаются и усваиваются жидким металлом из-за высокой химической активности отходов. При выплавке металла без окислительного периода отходы шлифования присаживаются на шлак после полного расплавления шихты. При продувке металла кислородом отходы шлифования вводятся на шлак непосредственно после окислительной продувки.
По другому способу выплавки стали и сплавов в металлургическую ванну перед продувкой ее кислородом вводят отходы шлифования в количестве 10—100 кг смеси на тонну расплава в соотношении: металлическая стружка 60—92% (по массе); зерна карбида кремния 8—40% (по массе).
Отходы шлифования вносят с карбидом кремния в электропечь дополнительное количество кислорода с окисленным металлом, в шлаке увеличивается содержание SiO2 и, как следствие, снижается активность окиси железа в шлаке, восстановительные процессы при плавлении металла происходят интенсивнее. Продолжительность периодов расплавления и окисления сокращается, что повышает производительность печи.
Установлена также возможность использования отходов шлифования от электрокорундовых кругов в смеси с отходами от кругов из карбида кремния черного.
С применением отходов шлифования от кругов из карбида кремния черного найден способ выплавки легированной стали, позволяющий сокращать длительность плавки и экономить дорогостоящие легирующие материалы.
Предложен также способ выплавки стали и сплавов, позволяющий использовать отходы шлифования в виде окисленной стружки из легированных сталей после силового и скоростного шлифования в смеси с известью, плавиковым шпатом и алюминиевой стружкой в количестве 10—200 кг смеси на тонну расплава в индукционной электропечи при выплавке жаропрочных и ряда прецизионных сплавов с низким содержанием углерода [<0,03% (по массе)] и кремния [<3% (по массе)].
Таким образом, в связи с расширением процессов шлифования в металлургии при оценке свойств абразивных материалов необходимо одним из основных критериев считать возможность использования их отходов в металлургическом процессе.
Новая масса для изготовления кругов зернистостью 160—200 состоит из смеси, в которой компоненты взяты в следующем процентном соотношении по массе: карбид кремния черный 64—65, электрокорунд нормальный зернистостью 125—160/22—23, жидкий бакелит 2,5—2,7, пульвербакелит 5,2—5,3, криолит 3,2—3,3 и сера 3,2—3,3%. Круги на основе этой массы изготавливают по действующей технологии на абразивных заводах.
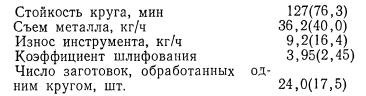
Основные показатели работы новых кругов при зачистке поверхности заготовок из быстрорежущих сталей на станках ОРА-37 приведены в табл. 29.


Ранее удаление обезуглероженного слоя при зачистке неотожженных заготовок из быстрорежущих сталей осуществляли кругами ПП30Оx4Оx76 с характеристикой 14А125СТ1-СТ2Б на ручных подвесных станках при пониженных режимах шлифования во избежание возникновения шлифовочных трещин на поверхности металла (vкр < 40 м/с, усилие прижима круга Pу = 15/25 кгс). Применение новых кругов из карбида кремния черного позволило исключить применение ручных станков при зачистке быстрорежущих сталей. Важным преимуществом кругов из карбида кремния черного по сравнению с электрокорундовыми является их более высокая режущая способность. Затупление электрокорундовых зерен происходит интенсивнее, чем зерен карбида кремния; последние имеют более острые углы. Это позволило производить шлифование заготовок быстрорежущих сталей в неотожженном состоянии на достаточно форсированных режимах по съему стружки и увеличить производительность зачистки в три раза по сравнению с ручными наждачными станками.
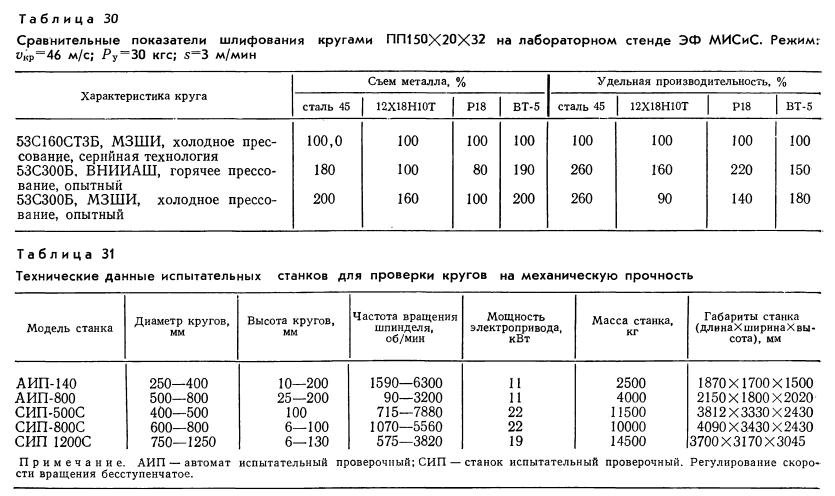
Проведена работа по дальнейшему усовершенствованию кругов из карбида кремния черного. В табл. 30 приведены сравнительные показатели шлифования различных сталей и сплавов крупнозернистыми кругами, изготовленными по опытной технологии во ВНИИАШ и на МЗШИ, по сравнению с промышленной технологией МЗШИ. Эксперименты выполнены на лабораторном стенде ЭФ МИСиС. Из рассмотрения данных табл. 30 следует, что зернистость 300 обеспечивает преимущества при обдирочной обработке всех материалов. Особенно эффективной оказывается зернистость при шлифовании стали 45 и титанового сплава ВТ-5: производительность шлифования возрастает в два раза, удельная производительность — в 1,5—2,5 раза. Как видно из этих же данных, технология горячего прессования не обеспечивает существенных преимуществ для крупнозернистых кругов из карбида кремния черного.
Дальнейшему усовершенствованию подвергнута конструкция круга с целью повышения его режущих свойств за счет увеличения запаса прочности и соответственно скорости шлифования до 60 м/с, а также с целью полного использования отработавших кругов при выплавке металла с применением шлифовальных отходов. Для решения этой задачи центральную часть круга изготавливают из мелкозернистой массы, содержащей карбид кремния, ферросилиций, ферромарганец или другие раскисляющие материалы, применяемые в металлургических процессах выплавки стали. Важно отметить, что внедрение этих кругов устраняет необходимость пережога абразивных отходов на заводах-изготовителях инструмента, что снижает загрязнение окружающей атмосферы. Одновременно абразивные заводы при изготовлении таких кругов экономят до 15—17% абразивной массы, что существенно улучшает экономические показатели их работы.
Значительные успехи в применении кругов из карбида кремния черного в металлургической промышленности позволяют наметить широкую программу повышения эффективности процессов шлифования в металлообрабатывающих отраслях народного хозяйства.
Рекомендации по эксплуатации абразивных инструментов в металлургической промышленности приведены в приложении.
Абразивное хозяйство металлургического завода выполняет следующие основные функции: приемка инструмента по партиям (ГОСТ 2424—75, ГОСТ 3647—71); проверка кругов на механическую прочность (ГОСТ 12.2001—74); выборочный контроль по неуравновешенности кругов (ГОСТ 3060—75), их размерам; распределение кругов по характеристикам; транспортировка и складирование кругов (ГОСТ 2991—69, ГОСТ 5958—70, ГОСТ 14192—71); учет расхода инструмента, металлоабразивных отходов и использования отработавших кругов; прогрессивное нормирование эксплуатации инструмента; связь с заводами — поставщиками инструмента и другие работы.
Проверка кругов на механическую прочность, обеспечивающая их безопасную эксплуатацию, является важнейшей операцией. Во вращающихся кругах возникают радиальные и тангенциальные напряжения, которые определяются по формулам:

где оR и от — радиальные и тангенциальные (касательные) напряжения; у — плотность круга, кг/см2; g — ускорение силы тяжести, см/с2;
у — линейная скорость шлифования, см/с;
u — коэффициент Пуассона (для кругов на органической связке u = 0,2/0,3);
а — отношение диаметров круга наружного Rн и внутреннего Rв.
Технические данные испытательных станков для проверки вращением абразивных кругов на механическую прочность приведены в табл. 31.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!