Абразивно-лезвийный способ зачистки металла
Ранее были рассмотрены некоторые особенности процессов силового точения специальных сталей и сплавов. Характер деформации неодинаков по толщине среза — низкая теплопроводность и большая склонность к упрочению жаропрочных сталей и сплавов приводят к тому, что слои металла, прилегающие к внешней стороне корня стружки, практически деформируются в «холодном» состоянии.
На кафедре «Технология машиностроения» ЭФ МИСиС предложен абразивно-лезвийный способ обработки.
Способ заключается в разупрочнении металла в зоне сдвиговых деформаций таким образом, что тепло нагрева не оказывает дополнительного воздействия на контактные поверхности резца в результате отвода его со стружкой.
Схема способа состоит в том, что источником нагрева является специальный абразивный круг, работающий в режиме самозатачивания с дополнительным выделением тепла в контактную зону и расположенный таким образом с учетом режима резания лезвием, что обеспечивается местный прогрев на глубину, не превышающую глубину резания. Оптимальные условия нагрева соответствуют минимальному теплоотводу в обрабатываемую заготовку, и, что особенно важно, тепло нагрева не поступает к передней поверхности резца (рис. 87).

Теоретически в способе может быть использован любой источник тепла, удовлетворяющий условиям локальности нагрева и достаточно высокой интенсивности теплового потока.
В качестве источника тепла выбран крупнозернистый силовой абразивный круг, изготовленный горячим прессованием.
При шлифовании до 95% работы резания переходит в тепло, а температура в контакте близка к температуре плавления основы стали или сплава. Абразивный круг снимает часть припуска до резца, чем достигается снижение удельных давлений на переднюю поверхность и, как следствие, понижение температуры резания за счет уменьшения количества тепла, выделяемого от трения стружки о переднюю поверхность резца, соответственно уменьшается и процесс лункообразования.
В результате смещения круга по его высоте на 1/3—1/2 по отношению к поверхности резания резца обеспечивается удаление литейной корки шлифованием, что позволяет вести резание слитков твердосплавным инструментом.
К преимуществам использования абразивного круга, как источника тепла, следует также отнести невысокую стоимость инструмента, простоту его конструкции, использование отходов шлифования при переплаве и др.
Дальнейшее развитие абразивно-лезвийного способа состоит в совмещении на одном станке операции по сплошной лезвийной обработке и выборочной — абразивной. При наличии системы автоматической дефектоскопии такое совмещение операций позволит получить огромный народнохозяйственный эффект за счет экономии и увеличения выхода годного металла.
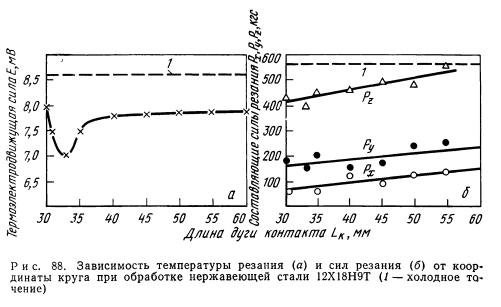

На рис. 88 и 89 представлены зависимости, полученные при обработке нержавеющей стали 12XI8H9T и жаропрочного сплава на никелевой основе Х20Н80ТЗ на лабораторном стенде.
Эксперименты проводились кругами горячего прессования ЭФ МИСиС с характеристикой: ПП150Х20Х32, 38А200ВТБ. Резец, оснащенный напайной пластиной твердого сплава ВК8, имел следующие геометрические размеры: главный передний угол у=0, главный задний угол а= 8°, углы в плане ф=ф1=45°
Точение осуществлялось при постоянной глубине резания, равной 3 мм, скорость резания при обработке сплава Х20Н80ТЗ составляла 8 м/мин. Плавная регулировка скорости резания осуществлялась при помощи тиристорного преобразователя частоты ТПЧ-40. Скорость шлифования — постоянная 47 м/с. Диапазон регулирования усилия прижима круга 1—50 кгс. Составляющие силы резания при точении замерялись трехкомпонентным динамометром УДМ-1200. Температура резания замерялась методом естественной термопары с записью на самопишущий потенциометр КПС-4. Глубина прогрева шлифовальным кругом регулировалась изменением координаты положения абразивного круга Lк.
Из рис. 88 видно, что при обработке нержавеющей стали 12Х18Н9Т оптимальной является Lк=32 мм, позволяющая снизить температуру резания и силы на 30—40%. Монотонный характер снижения сил резания с уменьшением величины Lк объясняется увеличением толщины прогреваемого кругом слоя.
При точении жаропрочного сплава Х20Н80ТЗ оптимальная координата положения круга увеличивается (см. рис. 89, Lк=56 мм), что объясняется увеличением времени проникновения теплового потока на заданную глубину при более низкой теплопроводности жаропрочного сплава по сравнению с нержавеющей сталью. Измерения износа резца при абразивно-лезвийной обработке сплава Х20Н80ТЗ показали, что при увеличении подачи в три раза по сравнению с «холодным» точением величина износа по задней поверхности существенно не меняется.
Проведены эксперименты по точению неотожженной стали ШХ-15 с твердостью поверхностного слоя HB 285.
Обработка стали ШХ-15 на подшипниковых заводах с целью удаления поверхностного дефектного слоя глубиной h<1,5 мм производится после предварительного отжига до твердости HB 178—207, так как точение неотожженной стали сопровождается интенсивным износом режущего инструмента.

Точение заготовок неотожженной стали ШХ-15 диаметром 110 мм и длиной 400 мм осуществлялось твердосплавными резцами ВК8 со следующей геометрией: у = 6°, а = 8°, ф = 45°, ф1 = 45°. Абразивный круг — ПП150х20х32, 38А200ВТБ. В процессе экспериментов сохранялась постоянной глубина резания 1,5 мм и подача 0,57 мм/об.
Зависимость составляющей силы резания Pz от скорости резания приведена на рис. 90, а, из которого видно, что при абразивно-лезвийной обработке интенсивность роста силы Pz значительно ниже, особенно в диапазоне скоростей 7—30 м/мин,
Температура резания с повышением скорости резания изменяется незначительно и даже наблюдается тенденция к ее уменьшению в диапазоне скоростей 20—30 м/мин (рис. 90, б).
Сравнительный экономический расчет эффективности различных способов обработки стали ШХ-15 приведен в табл. 41.

Как уже отмечалось, при абразивно-лезвийной обработке целесообразно использовать специальные круги. Это объясняется некоторыми противоречивыми требованиями, предъявляемыми к абразивному инструменту.
От абразивного круга требуется высокое тепловыделение в зоне контакта с обрабатываемым материалом, т. е. он должен работать аналогично диску трения. С другой стороны, круг должен обеспечивать интенсивный съем металла на глубину ~ 1,5—3,0 мм для удаления литейной корки. Оба эти требования должны выполняться при условии высокой стойкости инструмента (~ 1 смена).
Созданные на кафедре «Технологии машиностроения» ЭФ МИСиС «тепловые» круги вполне удовлетворяют вышеприведенным требованиям.
Теплообразующим элементом в круге является цирконий. При высокой температуре в зоне контакта круга с обрабатываемой заготовкой начинают развиваться экзотермические процессы химико-технологического горения, в которых непосредственное участие принимают металлы типа Zr и др. Наличие, например, талька и маршалита в подобных кругах обеспечивает повышение теплостойкости самого круга и увеличивает теплоотдачу в обрабатываемый металл.
Повышение производительности при абразивно-лезвийной обработке достигается в результате увеличения скорости резания и подачи, что в свою очередь создает ограничения по пластической износостойкости инструмента.
При условии создания покрытия на лезвии, способного работать в условиях силового точения, возможно существенно увеличить производительность абразивно-лезвийной обработки.
На рис. 91 показан модернизированный станок мод. КУ-45. Шлифовальное устройство, состоящее из двух индивидуальных шлифовальных головок, установлено на переднем суппорте, перемещающемся по поворотным направляющим, установленным на станине 12. Каждая шлифовальная головка имеет индивидуальный электропривод 5 и пневмоцилиндр прижима круга 6. Шлифовальный круг 9 закрыт защитным кожухом 8.

Работа на станке производится следующим образом. При загрузке и выгрузке слитка абразивный круг с помощью пневмоцилиндра отводится в крайнее правое положение; заборник вентиляционного отсоса 2, который для уменьшения запыленности сделан сплошным по длине слитка, отводится в крайнее левое положение. Система вентиляционного отсоса закреплена на заднем суппорте ,3. Происходит загрузку слитка, егo выверка и закрепление в патроне 7. Включается поперечное перемещение переднего суппорта, во время которого происходит врезание резцов 10 в тело слитка 11 на заданную глубину обработки, причем эта операция может осуществляться и с работающими абразивными кругами. Затем включается продольная подача, с помощью пневмоцилиндров обеспечивается необходимое усилие прижима абразивных кругов к слитку. Число шлифовальных головок обусловлено двухрезцовой схемой обработки. Регулирование координаты положения круга Lк осуществляется изменением длины коромысла 13. Привод главного движения и подачи осуществляется электродвигателем 1.

Производительность при абразивно-лезвийном способе можно определить следующим образом:

где Qл — съем металла в минуту резцом, г/мин;
Qш — съем металла в минуту абразивным кругом, г/мин.
Qл = уvstл,
где у — плотность обрабатываемого металла, г/см3;
v — скорость резания, м/мин;
s — подача, мм/об;
tл — глубина резания, мм.

где vl=v — скорость вращения детали, м/мин;
s0=s — подача, мм/об;
tш — глубина шлифования, мм.
Суммарный съем с учетом полученных выражений можно записать в виде:

Увеличение производительности можно записать:

где а и b — коэффициенты, определяемые экспериментально и учитывающие влияния нагрева корня стружки абразивным кругом.
После преобразований формулы IV.29 получим:

Если представить производительность при абразивно-лезвийной обработке как

то после подстановки соответствующих выражений получим окончательные формулы в виде

где v и s — соответственно скорость резания и подача для лезвийного инструмента.
Данные экономического расчета от внедрения одного станка мод. КУ-45, модернизированного для работы по абразивно-лезвийному способу, приведены ниже:

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!