Абразивная резка
Абразивно-отрезные станки применяются для резки холодного проката на заводах, выплавляющих специальные стали и сплавы. В связи с созданием отрезных кругов диаметром до 2000 мм значительно расширилась область применения абразивно-отрезных станков, практически обеспечивающих резку всего сортамента по сечениям на металлургических заводах. Усовершенствование станков и инструмента позволяет осуществлять резку горячего металла.
Абразивная резка применяется для резки проката на мерные длины, отрезки образцов, при подготовке переплавляемых электродов. На ряде металлургических заводов с помощью абразивной резки осуществляют отделение прибыльных частей слитка.
Преимущества абразивной резки состоят в следующем: относительно высокая производительность, высокая точность по длине и перпендикулярности реза, высокая чистота реза, возможность использования отходов резки при выплавке металла.
Станки для абразивной резки должны удовлетворять следующим требованиям: высокая жесткость конструкции, достаточная мощность главного привода, регулирование частоты вращения круга по мере его износа, высокая скорость резания, эффективное охлаждение абразивного круга, обеспечение оптимальной дуги контакта инструмента с металлом, наличие системы пылегазоудалёния.


Изготавливаемые промышленностью станки можно разделить на три группы: станки с ручной подачей; станки-полуавтоматы с гидравлической подачей; станки-автоматы.
Ручные абразивно-отрезные станки имеют диаметр отрезного круга до 500 мм, мощность главного привода до 14 кВт. Эти станки достаточно просты по конструкции, дешевы в изготовлении, универсальны (табл. 42).
Станки-полуавтоматы имеют наиболее широкое распространение. Гомельский станкостроительный завод им. С.М. Кирова изготавливает значительное число моделей этих станков (табл. 43).


Абразивно-отрезные автоматы предназначены для резки прутков в автоматическом цикле. Станки изготавливаются с диаметром круга 300—600 мм, имеют скорость резания до 80 м/с, обеспечивают резку проката сечением от 35 до 100 мм.
В последние годы промышленность освоила производство абразивно-отрезных станков с диаметром круга до 1200 мм.
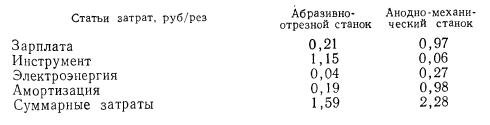
Абразивно-отрезные станки с большим диаметром диска вытесняют анодно-механические станки, работающие на адъюстажах заводов, выплавляющих специальные стали. Ниже приведены сравнительные затраты на абразивно-отрезном (круг Д750 мм) и анодно-механическом станке мод. 4870:
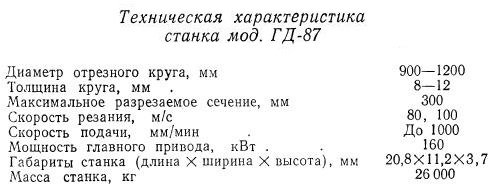
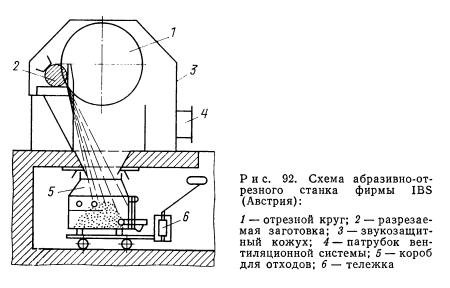
За рубежом ряд фирм изготавливают абразивно-отрезные станки с диаметром круга до 2000 мм: «Centro—Maskin» (Швеция), IBS (Австрия) и др. В табл. 44 приведены технические данные станков, изготавливаемых фирмой IBS. Фирма комплектует станки установками для удаления газов: производительность по удаляемому воздуху составляет для станка TS 10132 5000м3/ч. Резка металла на этих станках ведется без охлаждения. Схематическое устройство станков TS показано на рис. 92. Станок полностью закрыт кожухом, для наблюдения за процессом резки применена система зеркал.

Общий вид станка «Туре-48» фирмы «Centro—Maskin» показан на рис. 93. Станок имеет отрезной круг диаметром 1200 мм, главный привод мощностью 110 кВт, скорость резания 80 м/с, максимально разрезаемое сечение металла до 300 мм.
По данным этой фирмы, коэффициент шлифования (отношение площади разрезаемого сечения к площади изношенного круга) составляет 2—6 для резки холодного металла и до 25 при резке горячего. Скорость холодной резки составляет 10 см2/с, горячей 35 см2/с. Фирма указывает, что горячая резка проката дешевле по сравнению с горячей резкой пилами при учете затрат на снятие заусенцев абразивной машиной.
Фирма «Centro—Maskin» широко рекламирует высокоскоростные дисковые пилы с зубьями из карбида вольфрама «Centrocut».
Эти пилы эффективно разрезают низкоуглеродистые стали, например квадратную заготовку 200 мм за 25 с.


Важное значение для дальнейшего развития абразивно-отрезных станков имеет усовершенствование абразивных кругов с целью повышения их стойкости.
Наиболее эффективными направлениями повышения стойкости отрезных кругов являются: повышение прочности кругов для достижения высокой скорости резания до 150 м/с; повышение режущих свойств кругов за счет совершенствования рецептуры.
Первое направление основывается на армировании кругов упрочняющими сетками, в качестве которых в настоящее время широко используется стекловолокно марки СПАП с размерами ячейки 5x5 мм. Предел прочности этого стекловолокна при растяжении более 5000 кгс/см2, модуль продольной упругости около 700 000 кгс/см2, тогда как предел прочности на растяжение фенолформальдегидной смолы до 200 кгс/см2, а модуль упругости около 40000 кгс/см2. В табл. 45 приведены сравнительные результаты испытаний кругов, изготовленных по одной рецептуре с различными схемами армирования этой стеклосеткой.

Армирование кругов одной сеткой диаметром 390 мм в середине и двумя боковыми диаметром 200 мм обеспечивает работу кругов на рабочей скорости 100 м/с, снижая расходы на сравнительно дорогой материал стеклосетки на 35%, а также расход мощности на боковое трение круга при резке, что позволяет улучшить качество реза и исключает поломки кругов. Некоторое увеличение трудозатрат при холодном формовании заготовок кругов по этой схеме прессования, однако, не снижает производительности изготовления кругов в целом, лимитирующей операцией которой является горячее прессование.
Значительные преимущества создаются при эксплуатации кругов на рабочей скорости 100 м/с по сравнению со скоростью 80 м/с.
Режущие свойства отрезных кругов Д400x4x32 на скорости 80 и 100 м/с (сталь 45, диаметр прутка 34 мм, скорость подачи 1000 мм/мин) приведены ниже:

Как видно из этих данных, стойкость кругов на скорости 100 м/с возрастает в 1,5 раза, производительность — на 20% по сравнению с теми же показателями при скорости 80 м/с.
Следует отметить целесообразность армирования абразивных кругов Д400 сеткой диаметром 390 мм. Это объясняется тем, что в начальный период контакта круга с металлом происходит адгезия сетки по отношению к металлу, в последующем по мере износа круга и теплового воздействия в контакте стеклоткань оплавляется и ее износ стабилизируется. Снижение прочности круга на периферии его при диаметре стеклосетки 390 мм несущественно из-за небольшой величины возникающих напряжений.
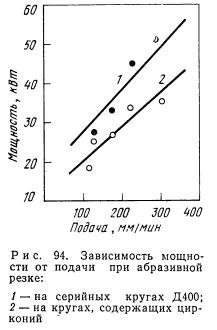
Второе направление заключается во введении в состав массы круга порошкообразного циркония. Положительное влияние порошкообразного циркония сказывается уже на стадии горячего прессования инструмента, так как этот металл имеет отличительное свойство поглощать без химического взаимодействия значительный объем газов. Это воздействие позволяет повышать плотность круга, а следовательно, и его прочность. В зоне контакта круга с разрезаемым металлом цирконий сгорает с сильным экзотермическим эффектом, что позволяет более интенсивно прогреть слои металла и разу-прочнить их перед режущими зернами круга. Такое воздействие порошкообразного циркония эквивалентно добавочной мощности на шпинделе станка, что позволяет вести резку на больших подачах (рис. 94).
Цирконий, вступая во взаимодействие с зерном, повышает его износостойкость в результате образования более тугоплавких и прочных соединений, чем нормальный электрокорунд. Тепловое воздействие циркония ослабляет связку, что отрицательно сказывается на стойкости круга. Поэтому, учитывая свойства разрезаемого металла, режимы резки и характеристики инструмента, выбираются оптимальные значения добавок циркония в состав массы круга. Например, положительное воздействие добавки циркония в количестве 1,0—3,0% в составе массы круга Д400x4x32 с характеристикой 14А50СТЗБ выявлено при резке стали 45Х на скорости 72 м/с и подаче 800 мм/мин — стойкость круга возрастает в 1,2—1,5 раза, существенно улучшается качество реза в результате снижения подкалки металла на воздухе. Эффективность применения экзотермических добавок в отрезных кругах возрастает с увеличением скорости резания, когда снижается длительность теплового воздействия на связку инструмента.
Таким образом, незначительные затраты на усовершенствование рецептуры инструмента создают существенную экономическую выгоду.
Партия отрезных кругов изготавливается из материала одной марки, одной зернистости, по одному технологическому процессу.
Техническая характеристика кругов, непараллельность торцов, вогнутость или выпуклость, а также статическая неуравновешенность должны периодически проверяться в соответствии с ГОСТ 52281—71. Периодические испытания, включающие определение эксплуатационных показателей, проводятся на 5% кругов от предъявленной партии, но не менее 5 шт. Эти испытания должны осуществляться не реже двух раз в год, их целесообразно производить на металлургических заводах. Твердость кругов должна проверяться в соответствии с требованиями ГОСТ 18118—72.
В соответствии с ГОСТ 52281—75 заводы — изготовители отрезных кругов гарантируют эксплуатационные показатели качества инструмента.

Упаковка кругов в тару осуществляется стопками, которые должны быть плотными, не допускающими в процессе транспортирования взаимного перемещения кругов. Транспортирование кругов должно производиться с соблюдением необходимых мер предосторожности, обеспечивающих защиту кругов от ударов и атмосферных осадков в ящиках массой не более 80 кг.
Хранение кругов допускается стопками высотой не более 600 мм, срок хранения кругов не должен превышать 12 мес из-за опасности старения.
Основными факторами, определяющими выбор отрезного круга, являются характеристики: геометрические размеры, абразивный материал, крупность абразивного зерна, вид связки, степень твердости, наполнитель.
При выборе диаметра круга следует стремиться к максимальному размеру, так как при этом возрастает его режущая поверхность, уменьшается нагрузка на отдельные зерна, стойкость растет не пропорционально массе.
Линейная скорость круга при большем диаметре достигает предельного значения при меньшем числе оборотов шпинделя, дольше сохраняется ее постоянство, что также увеличивает стойкость инструмента и снижает затраты на резку. При работе кругами больших диаметров повышается процент использования инструмента.
Толщина абразивного круга определяет толщину реза, т. е. потери металла в отходы, поэтому следует стремиться к минимальному ее значению. Чем тоньше круг, тем меньше расход мощности. Однако для повышения точности реза желательно увеличение толщины круга с целью обеспечения большей жесткости инструмента.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!