Обеспыливание при шлифовании металла
Наличие в помещении металлической и абразивной пыли в превышающих норму концентрациях вызывает заболевания у работающих. Важной задачей является также улавливание и сбор отходов шлифования, которые представляют ценное металлургическое сырье, в особенности при зачистке высоколегированных сталей (например, 1 т никеля стоит 4050 руб., молибдена 19200 руб., вольфрама 12 600 руб.).
Обеспыливание процесса силового и скоростного шлифования весьма затруднено по причине мощных и сложных пылевоздушных потоков в зоне обработки, значительных габаритов обрабатываемых заготовок.
Вращающийся шлифовальный круг создает движение воздушных потоков в связи с трением поверхностей инструмента о воздух и действием центробежных сил, которые способствуют срыву граничных слоев и создают вихреобразования и встречные токи воздуха. Граничные слои воздуха перемещаются от центра вращения круга спирально и радиально, боковые токи непрерывно вращаются в виде кольца около цилиндрической поверхности абразивного круга.
Скорость пылевоздушных потоков при удалении от поверхности круга быстро затухает, частицы металла и абразивных зерен по инерции отлетают по касательной к точке срыва. Вектор скорости частиц зависит от кинетической энергии, приобретенной в момент отрыва, скорости и направления воздушного потока, формы частицы, а также присутствия ограждающих поверхностей. Форма кожуха и находящиеся вблизи узлы станка также оказывают влияние на образование пылевоздушного потока.
Пылеприемные устройства станков для обдирочного шлифования разделяют по количеству образующихся отходов на три группы.
К первой группе принадлежат станки с малым пыле-выделением: заточные, ручные пневматические машины и др. Выход пыли на этих устройствах составляет 0,1—0,3 кг/ч.
Характерным представителем второй группы является подвесной наждачный станок с часовым выделением 20 кг/ч.
В третью группу входят пылеприемные устройства механизированных станков, имеющих пылевыделение до 450 кг/ч.
Определенная трудность создается при удалении пыли от наждачных станков, что связано со значительными перемещениями абразивного круга в трех взаимно перпендикулярных направлениях и применением относительно мягких кругов с низким коэффициентом шлифования.
Наиболее удобны в эксплуатации пылеприемные устройства, применяемые на заводе «Электросталь» им. И.Ф. Тевосяна (рис. 95). Стол станка имеет съемную верхнюю часть, выполненную в виде «колосниковой решетки», через которую отсасывается воздух.

С одной стороны стола обрабатывают прокат, на противоположной установлен отбойный козырек. В столе размещена коробка для сбора крупных фракций металлоабразивных отходов. Подобные устройства рекомендуется обеспечивать отсосом 4000—4500 м3/ч.
Удаление отходов шлифования от механизированных станков наиболее эффективно при полном укрытии зоны шлифования. Однако, несмотря на применяемые системы зеркал для наблюдения за процессом, сплошное укрытие затрудняет визуальный контроль зачищаемого металла. Объем удаления воздуха от укрытия составляет 10000 м3/ч.
На большинстве современных станков применяют частичное укрытие зоны шлифования. Имеются конструктивные исполнения станков, в которых пылеприемное устройство объединено со станиной станка, как например на станке Ш7-03. В полости станины этого станка размещают выкатную емкость для осаждения крупных фракций отходов. Пылеприемник максимально приближен к зоне шлифования, что позволяет снизить количество отсасываемого воздуха до 7500 м3/ч против 9000 м3/ч, которое, требовалось на базовой конструкции ХШ7-02НЗ.
В станках ОРА-37 фирмы «Heinrich Rau» (ГДР) и других применяют приставные пылеприемники, которые обеспечивают эффективное подавление и охлаждение факела. Количество воздуха, отсасываемое от этих станков, составляет всего 6000 м3/ч.
Схема образования шлифовального факела показана на рис. 96.
Дисперсность частиц факела изменяется в весьма широких пределах и зависит от большого числа факторов. Наибольшее влияние на износ инструмента и стружкообразование оказывают физико-химические свойства металла. Размеры частиц факела при шлифовании в диапазоне скоростей от 30 до 50 м/с показаны на рис. 97.


Размеры частиц оказывают основное влияние на длину инерционного пробега и различаются для металла и абразива.
При проектировании систем отсоса необходимо определять оптимальную скорость отходов шлифования, так как с неоправданным увеличением скорости их транспортирования значительно повышается износ стенок конструкций вентиляционной системы, а также возрастают расходы на электроэнергию. Занижение скорости приводит к оседанию частиц в воздуховодах и снижению эффективности отсоса. Поэтому важное значение имеет максимальное приближение зоны обработки к пылеприемнику с целью рационального использования кинетической энергии частиц факела для последующей транспортировки. На рис. 98 показана зависимость длины инерционного пробега частиц от их размеров. Основная масса этих частиц создает прямой факел, который распространяется под пространственным углом. Мелкие частицы теряют инерционную скорость быстрее и, увлекаемые вихревыми воздушными токами, свободно распространяются от зоны шлифования. Они создают обратный факел, в который попадают и крупные частицы, застрявшие на поверхности круга.

Границы распространения шлифовального факела показаны на рис. 96, из которого следует, что визуально определяемый факел меньше фактического, подлежащего приему в пылезаборный патрубок.
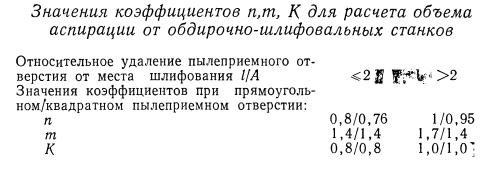
В работе дана расчетная формула для расчета количества отсасываемого воздуха Q (м3/ч), проверенная в практических условиях эксплуатации станков Ш7-03, SFXKP-630, ОРА-37 и др.:

где l — расстояние от пылеприемного отверстия до наиболее удаленной точки обработки металла, м;
А — гидравлический радиус, м, A = F/P;
F — площадь пылеприемного отверстия, м;
P — периметр пылеприемного отверстия, м;
V — скорость воздуха на оси всасывающего отверстия на расстоянии l от него, м/с (в современных конструкциях у = 0,6 м/с);
n, m, К — коэффициенты, значения которых определяются формой пылеприемного отверстия и его удалением от места зачистки металла.
Шлифовальный факел — высокотемпературная среда, состоящая из продуктов износа обрабатываемого и абразивного материалов, а также из продуктов химикотехнологического горения составляющих металла, инструмента и газовой среды. В практических условиях эксплуатации шлифовальных станков эта среда рассматривается с позиций подавления размеров факела и улавливания вредных мелкодисперсных фракций. В копровых цехах шлифовальный факел используют для распознавания сортов стали по цвету и форме искр. Вместе с тем существует малоизученная сторона шлифовального факела, позволяющая в условиях безотходного шлифования решать вопросы об использовании и управлении химическими, металлургическими и термодинамическими процессами в факеле. Эти вопросы приобретают особую актуальность в связи с повышением производительности шлифования (более 1000 кг/г снимаемой стружки) и широким внедрением этого процесса зачистки в металлургическую промышленность.
Как направления повышения эффективности шлифования путем использования процессов в факеле следует указать следующие:
- высокие исходные энтальпия и дисперсность составляющих в факеле позволяют завершать целевые химикотехнологические реакции горения с получением высокоценных продуктов (в ряде случаев более высокоценных, чем обрабатываемой материал, например, карбонитридов тугоплавких металлов при шлифовании чугуна);
- повышение металлургической ценности шлифовальной стружки за счет снижения ее окисляемости в нейтральной или контролируемой газовой среде;
- подбор рецептуры инструмента, смазочно-охлаждающих сред и покрытий с учетом химического состава обрабатываемых материалов и с целью получения заданных условиях в шлифовальном факеле;
- утилизация тепловых выделений факела как вторичных энергоресурсов и др.
Таким образом, шлифовальный факел является одним из важнейших элементов безотходного процесса шлифования, внимание к которому должно быть повышено со стороны исследователей и инженеров.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!