Управление процессом дуговой сварки путем программирования скорости подачи электродной проволоки
Важнейший фактор, определяющий производительность дуговой сварки и качество швов, — оптимизация параметров процесса в заданном диапазоне. Алгоритм управления процессом должен предусматривать комплекс взаимосвязанных параметров, например, размер электродных капель, частоту их переноса, длительность пребывания расплавленного металла в жидком состоянии, погонную энергию, форму и геометрию шва. Характер переноса металла при сварке плавящимся электродом оказывает существенное влияние на технологические возможности того или иного способа сварки, металлургические реакции в зоне плавления, механические и другие свойства соединения. Крупнокапельный перенос затрудняет механизацию процесса сварки в защитных газах, особенно при выполнении швов в положениях, отличных от нижнего, увеличивает разбрызгивание, в ряде случаев не обеспечивает стабильного качества соединений, в частности металла малых толщин.
Разработка новых приемов управления переносом электродного металла и формированием шва может послужить основой для повышения эффективности дуговой сварки.
Характеристики процессов сварки плавящимся электродом можно изменить путем выбора определенного состава защитного газа или его давления, воздействием на состав и состояние поверхности электродной проволоки, наложением на дугу импульсов тока, вибрацией конца электрода или изменением скорости подачи электродной проволоки. Последний путь наименее изучен.
В настоящей работе исследован процесс дуговой сварки с программированием подачи электродной проволоки по законам, обеспечивающим принудительный переход металла в ванну, выбраны оптимальные параметры режимов сварки и изучены технологические возможности данного способа.
Для изучения указанного процесса сварки в ИЭС разработан ряд механизмов подачи, в основу которых положены малоинерционные безредукторные приводы, не содержащие вращающихся элементов и изменяющие режимы подачи проволоки в широком диапазоне. Программирование подачи электрода достигается использованием схем управления, построенных на интегральных логических элементах.
Как известно, отрыву капли электродного металла при дуговой сварке препятствуют преимущественно сила поверхностного натяжения и реактивное давление паров металла. При наложении на базовый ток кратковременных импульсов относительно большой величины резко возрастает электродинамическая сила, которая приводит к принудительному отрыву и переносу капель металла в ванну, в том числе в различных пространственных положениях на токах, значительно ниже критических.
Сущность описываемого процесса сварки заключается в использовании дополнительной силы, которая, будучи приложенной к капле, изменяет характер переноса металла аналогично импульсу электродинамической силы при импульсно-дуговой сварке. Такой силой в данном случае является сила инерции, возникающая при ускоренном движении системы электрод-капля.

Характер изменения скорости подачи проволоки во времени и кадры скоростной киносъемки дуги при сварке представлены на рис. 1. Базовые значения скорости подачи электрода чередуются с импульсными ее изменениями. Во время импульса tи скорость подачи проволоки достигает vmax за время разгона tp, а затем уменьшается до скорости vmin за время спада tс.
Средняя скорость подачи сварочной проволоки записывается в виде

где fп — частота следования импульсов подачи; h — шаг подачи проволоки; T — период повторения импульсов.
Сумма h + vmin в выражении (1) обусловливает размер капель электродного металла. При vmin = 0 формула (1) принимает вид vп = fпh. Здесь размер капель определяется шагом подачи электрода, а количество переносимых капель — частотой импульсов подачи. Регулируя частоту импульсов, шаг и базовую скорость, крутизну спада скорости подачи (производная dvi/dt определяет величину и направление силы инерции), можно управлять частотой и скоростью переноса капель электродного металла, их размером в широком диапазоне режимов.
По кадрам скоростной киносъемки, синхронизированной с осциллографированием параметров режима, построены кривые движения электрода и капли во времени (рис. 2, а). Графическое дифференцирование зависимостей Sэ = f(t) и Sк = f(t) дает кривые скоростей движения электрода vэ = f(t) и капли vк = f(t), а также их ускорения аэ = f(t) и ак = f(t) (рис. 2, б, в).

Рассмотрим поведение капли на электроде во время импульса последнего. До момента сообщения электроду импульса капля находится в состоянии покоя: силы, действующие на нее, уравновешены (рис. 1, кадр 1). С течением времени tр скорость центра массы капли изменяется по закону, близкому к синусоидальному. В начале первого полупериода движение капли замедленно, так как на нее действует направленная к электроду сила инерции, изменяющая форму капли (рис. 1, кадр 2). Затем под действием упругих сил деформированной капли центр массы ускоряется до величины, превосходящей ускорение электрода. К концу периода tр капля вновь приобретает форму шара (рис. 1, кадр 3). На участке времени tс (времени торможения электрода) капля снова движется ускоренно: на нее действует импульс силы инерции, направленной к ванне. Импульс инерции нарушает равновесие сил, приложенных к капле, и реакции связей, вызывая перемещение капли в сторону ванны и отрыв ее от электрода.
Опытным путем установлено, что для отрыва капли скорость подачи электрода должна быть 1,5...2 м/с. Оторвавшаяся капля перемещается через дуговой промежуток со скоростью, близкой к амплитудному значению скорости электрода, за время действия импульса. При этом кинетическая энергия движущейся капли на два порядка больше энергии капли при естественном ее отрыве, что способствует направленному переносу капель электродного металла в вертикальном и потолочном положениях.
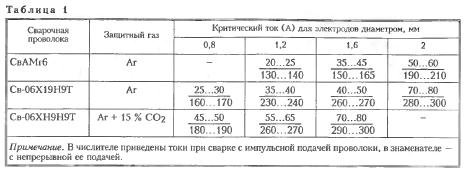
Возможность принудительного отрыва капель при сварке с импульсной подачей проволоки позволяет трансформировать крупнокапельный перенос электродного металла в мелкокапельный на токах, значительно меньших критических токов наступления струйного переноса (табл. 1). Следует отметить, что минимальный ток с импульсной подачей электрода на 10...20 % ниже, чем при импульсно-дуговой сварке с наложением на дугу импульсов тока. Это объясняется тем, что в последнем случае минимальный ток в пределе равен среднему за цикл импульсному току, который не может быть уменьшен ниже определенной величины из-за потери способности оторвать каплю. При отрыве капли под действием механической энергии это ограничение снимается.
Установлено, что оптимальный шаг подачи (при сварке проволокой диаметром 1...2 мм) находится в пределах 0,5...2,8 мм. Согласно выполненным расчетам (коэффициент объемного расширения металла капли при переходе в агрегатное состояние принимался равным 1,2), диаметр переходящих капель соизмерим с диаметром электрода (рис. 3).

С увеличением шага подачи электрода возрастают масса и сила инерции капель. Однако чрезмерное увеличение шага нежелательно, так как это ухудшает устойчивость процесса сварки. При уменьшении шага сила инерции снижается. Одновременно с уменьшением объема капли возрастает сила поверхностного натяжения (осевая составляющая), препятствующая отрыву капель. В этом случае для обеспечения принудительного переноса металла необходимо значительно увеличивать скорость движения электрода, что не всегда осуществимо.
Частоту импульсов подачи проволоки рекомендуется выбирать в пределах 15...100 1/с. Ограничение по частоте ее пульсации (нижний предел) также вызвано ухудшением стабильности процесса сварки. Частота подачи 100 1/с при выбранном выше шаге вполне обеспечивает необходимую для сварки интегральную скорость подачи. С возрастанием средней скорости подачи до определенной величины капельный перенос переходит в струйный. Импульсное изменение скорости подачи в диапазоне токов, свойственных струйному переносу, существенного влияния на видоизменение переноса металла не оказывает, однако благоприятно сказывается на форме шва и его структуре.

Осциллограммы изменения тока и напряжения (рис. 4) свидетельствуют о высокой стабильности процесса сварки с импульсной подачей проволоки. Периодичность переноса капель и их размер строго дозированы и зависят от параметров импульса подачи проволоки. В вариантах, зафиксированных на рис. 4, а, б, г, дуга горит непрерывно. В варианте на рис. 4, в осуществляются систематические короткие замыкания каплей дугового промежутка, что характерно для сварки сравнительно короткой дугой. Следует заметить, что осевое изменение скорости подачи электрода, осуществляемое с большей частотой, при полуавтоматической и автоматической сварке имитирует осевые движения электродом, к которым обычно прибегают при сварке штучными электродами. Благодаря этому уменьшается разбрызгивание металла и упрощается техника механизированной сварки швов в различных пространственных положениях.
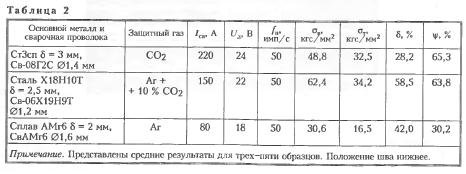
Сварка с импульсной подачей проволоки обеспечивает равномерное формирование шва с мелкочешуйчатой поверхностью (рис. 5). При сварке алюминиево-магниевых сплавов уменьшается количество пыли, осаждающейся на околошовной зоне. Обращает на себя внимание повышенный коэффициент усвоения элементов с высокой упругостью паров. Например, при сварке сплава АМг6 проволокой СвАМгб в аргоне содержание магния возрастает до 5,6 % по сравнению с 5,2 % при сварке стационарной дугой. Свойства сварных соединений соответствуют требованиям, предъявляемым к ответственным конструкциям (табл. 2).

Как показали опыты, программирование подачи электродной проволоки позволяет решить и другие технологические задачи, например регулирование тепловложения в основной металл и управление формой проплавления швов, оптимизацию условий начала и окончания процесса сварки, обеспечение доброкачественных швов при выполнении соединений с переменным зазором и т. д.
При этом в зависимости от конкретных задач изменение скорости подачи проволоки может быть связано с одновременным регулированием электрических параметров дуги как по жесткой программе, так и с обратной связью от параметров режимов.

Для реализации процесса сварки с программированием скорости подачи электрода в ИЭС создан полуавтомат, предназначенный для соединения различных металлов и сплавов толщиной 1...4 мм при Iсв = 60...300 А во всех пространственных положениях (рис. 6). Особенность электромагнитного механизма подачи проволоки данного полуавтомата — способность безынерционно изменять скорость подачи электрода практически по любой программе и синхронно этому — сварочный ток, что создает благоприятные условия для сварки металлов малых толщин, обеспечивает доброкачественное выполнение электрозаклепочных и коротких швов, в том числе и в автоматизированных линиях. Небольшой габарит и малый вес механизмов подачи проволоки позволяют упростить конструкцию сварочных установок и улучшить их маневренность. Полученные результаты свидетельствуют о перспективности применения разработанных электромагнитных приводов для полуавтоматов тянущего и пушпульного типов.
Программирование скорости подачи электродной проволоки расширяет технологические возможности и области применения механизированной сварки конструкций из углеродистых и легированных сталей, цветных металлов и сплавов.
Выводы
1. Диапазон рабочих токов при дуговой сварке плавящимся электродом может быть значительно расширен путем изменения скорости подачи электродной проволоки по программе, обеспечивающей принудительный перенос расплавленного металла в ванну. Устойчивый управляемый процесс дуговой сварки в аргоне и смесях на его основе с программированной подачей электродной проволоки достигается при токах, в два-три раза меньше требуемых для начала струйного переноса при стационарном режиме.
2. Благодаря импульсной подаче электродной проволоки при сварке в аргоне и углекислом газе с принудительными короткими замыканиями дугового промежутка стабилизируется частота коротких замыканий, численные значения которых, как правило, равны частоте импульсов подачи проволоки.
3. Параметры режима сварки сталей и алюминиевых сплавов проволокой диаметром 1...2 мм в аргоне оптимальны при шаге подачи в пределах 0,5...2,8 мм, частоте следования импульсов 15...100 при скорости подачи проволоки во время импульса 1,5...2 м/с и интегральной скорости ее подачи 50...300 м/ч.
4. Программирование скорости подачи электродной проволоки позволяет механизировать сварку металлов и сплавов толщиной 1...4 мм во всех пространственных положениях, упрощает технику выполнения электрозаклепочных и коротких швов, снижает потери металла на угар и разбрызгивание, обеспечивает высокие механические свойства металла шва и улучшает его формирование.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!