Устройство для сварки неповоротных стыков труб
Изобретение относится к оборудованию для сварки труб, а точнее для электродуговой сварки неповоротных стыков при строительстве магистральных трубопроводов.
Известны автоматы для сварки неповоротных стыков труб с принудительным формированием, содержащие шарнирно-роликовую цепь, охватывающую трубу, звездочку, установленную на сварочной головке и устройство для принудительного формирования сварного шва.
Однако усилие сцепления цепи с трубой недостаточно для точного перемещения аппарата, так как вспомогательное время их установки на трубу велико, что снижает производительность изготовления трубопровода.
Известны также устройства для сварки труб, у которых цепь заменена жестким рельсом, на котором укреплена сварочная головка, при этом жесткий рельс с головкой устанавливается на трубу при помощи системы рычагов быстрее, чем цепь.
Однако сварочные головки лишены возможности перемещаться друг относительно друга, поскольку вращаются вместе с направляющей в одну сторону, в то время как при сварке с принудительным формированием двумя головками они должны вращаться в разные стороны, так как каждая должна выполнять сварку «снизу-вверх», поэтому в известных устройствах при вращении в одну сторону работает только одна головка. Это снижает производительность изготовления трубопровода.
Наиболее близким к предлагаемому является устройство для сварки неповоротных стыков труб, содержащее корпус с направляющими, выполненный в виде двух шарнирно связанных между собой частей с приводом их разведения, две каретки со сварочными головками и привод перемещения кареток по направляющим.
Недостатком устройства является жесткая взаимная связь между двумя головками, включающая возможность их одновременной работы, невозможность осуществления сварки «снизу-вверх» одновременно двумя головками.
Цель изобретения — повышение качества сварки и снижение трудоемкости установки устройства на стык.
Цель достигается тем, что каретки и сварочные головки выполнены соответственно в правом и левом исполнении, причем, устройство снабжено шарнирно закрепленными на корпусе фиксирующими упорами.
На рис. 1 представлено устройство, общий вид; на рис. 2 — вид А на рис. 1; рис. 3 — вид устройства с раскрытыми полукольцами; на рис. 4 — разрез Б—Б на рис. 1; на рис. 5 — последовательное перемещение сварочных головок на рабочем холостом ходу.
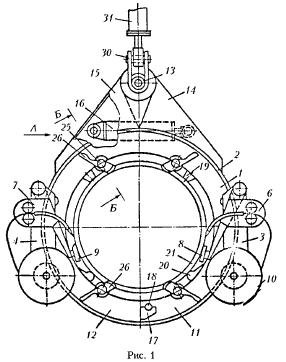
Устройство состоит из кольцевого рельса 1 коробчатого сечения, наружный пояс которого служит направляющей, на которого опираются ролики двух ходовых кареток 3 и 4. На наружном поясе нарезано зубчатое колесо 5, с которым зацепляются ведущие шестерни приводов кареток. На каретках расположены соответственно сварочные головки 6 и 7, устройства для принудительного формирования шва 8 и 9 и катушки для проволоки 10. Каретки, сварочные головки и устройства для принудительного формирования шва выполнены соответственно в левом и правом исполнении, направляющий рельс представляет собой замкнутое колесо, что позволяет кареткам 3 и 4 двигаться по всей окружности. Он состоит из полуколец 11 и 12, имеющих общую ось 13. Полукольца снабжены кронштейнами 14 и 15, образующими пространство для прохода сварочных головок под осью. В верхней части направляющей, внутри коробчатой конструкции расположен гидроцилиндр 16, корпус которого связан с кронштейном 15, а шток — с кронштейном 14. В нижней части расположены ловитель 17 и защелка 18. Для фиксации рельса на трубе служат четыре фиксатора, по два на каждом полукольце. Один из фиксаторов 19 является неподвижным, второй 20 — выполнен в виде рычага, который прижимается к трубе 21 под действием пружины 22 и штока 23. Шток соединен с гидроцилиндром 24 фиксатора. Наличие убирающегося фиксатора 20 с приводом облегчает установку всего устройства на свариваемую трубу.


Для установки устройства параллельно свариваемому стыку на кольцевом рельсе 1 предусмотрены четыре выдвижные штанги 25 по две на каждом полукольце. Ось выдвижных штанг параллельна оси свариваемой трубы, а их длина соответствует расстоянию от рельса до оси шва. Штанги снабжены щупом-указателем 26. В выдвинутом положении штанги фиксируются в осевом направлении выступом 21. Штанги выполнены с возможностью осевого перемещения относительно направляющей и с возможностью поворота вместе со втулкой 28 под действием пружины 29. На оси 13 закреплен хомут 30, связанный с гидроподъемником 31, соединенным со стрелой трубоукладчика или другого средства, предназначенного для установки устройства на трубу и для его перемещения от стыка к стыку. Гидроподъемник обеспечивает плавную установку устройства на стык и регулировку его положения относительно стыка.

Работа устройства происходит следующим образом. Устройство с разведенными кольцами подается к стыку трубы и опускается при помощи гидроподъемника 31. При этом гидроцилиндр 16 раздвинут, штанга 25 со щупом-указателем 26 выдвинута, подвижные фиксаторы 20 утоплены под действием цилиндра 24, каретки со сварочными головками 6 и 7 находятся на середине полуколец 11 и 12. После ориентации устройства относительно стыка трубы по верхним щупам-указателям масло подается в другую полость гидроцилиндра 16. При этом полукольца сходятся, а нижние выдвижные штанги 25 окончательно ориентируют рельс относительно стыка. После замыкания полуколец их положение фиксируется защелкой 18, а затем снимается давление масла в цилиндре 24. Под действием пружины 22 фиксаторы 20 выдвигаются, фиксируя положение рельса на трубе. Штанги 25 поворотом вокруг своей оси освобождаются от осевой фиксации и прячутся внутрь рельса. После этого происходит сварка труб в автоматическом цикле в следующей последовательности. Правая головка производит сварку, перемещаясь на 90° от горизонтального положения против часовой стрелки, затем на холостом ходу перемешается по часовой стрелке на 180° и производит сварку нижней правой четверти трубы, возвращаясь при этом в исходное положение. Левая головка с момента начала цикла на холостом ходу перемешается на 90° от горизонтального положения против часовой стрелки. Затем производит сварку левой полуокружности трубы, двигаясь со сварочной скоростью на 180° по часовой стрелке и возвращаясь в исходное положение на холостом ходу. При этом время работы обеих сварочных головок совпадает. По окончании сварки масло подается в гидроцилиндры 24, происходит расфиксация рельса трубы. Затем с помощью защелки 18 освобождаются полукольца 11 и 12, после чего при сварке труб предлагаемым устройством обеспечивается высокое качество сварных швов, а также удобство работы и обслуживание этого устройства.
Формула изобретения. Устройство для сварки неповоротных стыков труб, содержащее корпус с направляющими, выполненный в виде двух шарнирно связанных между собой частей с приводом их разведения, две каретки со сварочными головками и привод перемещения кареток по направляющим, отличающееся тем, что с целью повышения качества сварки и снижения трудоемкости установки устройства на стык каретки и сварочные головки выполнены соответственно в правом и левом исполнении, при этом устройство снабжено шарнирно закрепленными на корпусе фиксирующими упорами.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!