Программное управление процессом оплавления
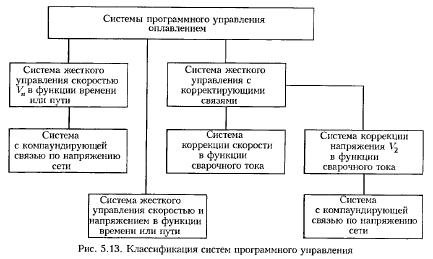
Наиболее распространенным направлением автоматизации контактной стыковой сварки непрерывным оплавлением является изменение основных параметров процесса сварки по заранее выбранным программам. Число регулируемых параметров должно быть сведено к минимуму. Практически регулирование оплавления ограничено возможностью изменения по заданной программе скорости перемещения плиты машины или вторичного напряжения. Указанные параметры могут изменяться и одновременно в функции времени или пути перемещения подвижной плиты. Классификация систем программного управления приведена на рис. 5.13.
Наибольшее распространение получили системы жесткого управления по заранее выбранной программе скорости перемещения подвижной части машины. Система этого типа, как и всякие другие системы жесткого управления, не отрабатывают множество возмущений, оказывающих влияние на ход процесса оплавления. К числу наиболее значительных возмущений следует отнести колебания напряжения сети. Если машина работает на пределе устойчивости, падения напряжения сети приводят к переходу оплавления в короткое замыкание, особенно в наиболее ответственный момент перед осадкой, что вызывает появление в соединениях опасных дефектов.
Повышение напряжения сети отражается на зоне разогрева металла. Большое влияние на устойчивость оплавления оказывают колебания сопротивления короткого замыкания в результате нестабильности состояния поверхностей свариваемых деталей и зажимных губок машины.
Применение системы, обеспечивающей изменение скорости оплавления по заданной программе, целесообразно преимущественно при сварке тонкостенных деталей с небольшим поперечным сечением, когда оплавление идет с большим запасом устойчивости, а требуемый разогрев деталей происходит без каких-либо специальных мер. Для стальных деталей толщина стенки обычно не превышает 8...10 мм, а поперечное сечение до 1000...1500 мм2, если сварка производится на универсальных машинах с сопротивлением короткого замыкания порядка 200...300 мкОм. Для специализированных машин с малым сопротивлением короткого замыкания диапазон площадей поперечных сечений расширяется в большую сторону.
При сварке с предварительным подогревом требования к стадии оплавления значительно более низкие. Роль оплавления в данном случае сводится в основном к созданию пленки жидкого металла на торцах заготовок и соответствующей защитной атмосферы в искровом промежутке.
Большой запас устойчивости процесса оплавления легко достигается даже на машинах с повышенным сопротивлением короткого замыкания благодаря предварительному подогреву металла и возможности повышения напряжения без существенного ущерба для качества соединений. Поэтому в машинах для сварки с предварительным подогревом оплавление обычно производится по наперед выбранной жесткой программе изменения скорости. Во многих машинах даже большой мощности скорость оплавления с начала и до осадки остается постоянной.
Различные программы изменения скорости оплавления чаще всего задаются с помощью кулачков. Скорость вращения кулачка и его профиль определяют скорость оплавления. Такой способ программного управления прост, однако он обладает рядом существенных недостатков. При сварке изделий, торцы которых обрезаны неровно, требуемый нагрев возможен в том случае, если программа изменения скорости будет задаваться с момента начала оплавления по всему сечению, а длительность оплавления косины не будет входить в общее время сварки. При использовании кулачков это требование не удается выполнить. Между тем в реальных условиях трудно обеспечить абсолютно ровную обрезку торцов деталей, особенно с развитым сечением, и точную установку деталей в машине.
Сварка на одной машине различных деталей значительно усложняется, так как подбор подходящего режима сварки зачастую требует изменения профиля кулачка. При длительной эксплуатации машины рабочая поверхность профильных кулачков изнашивается, что приводит к изменению заданной программы перемещения и нарушению устойчивости оплавления.
Для более стабильного задания закона перемещения используются различные методы электрического программирования скорости оплавления. На рис. 5.14 показана схема, построенная на усилителях постоянного тока УПТ, обеспечивающая электрическое программирование необходимого изменения напряжения на выходе усилителя УПТ-3, которое в дальнейшем может быть подано на обмотку управления электромашинного или магнитного усилителя, питающего приводной двигатель.
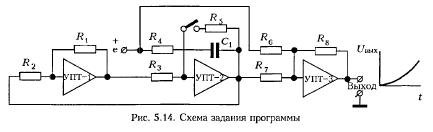
Необходимый закон изменения напряжения Uвых УПТ-3 задается начальными условиями, постоянными времени и коэффициентами усиления операционных усилителей.
В некоторых машинах конструкции ИЭС им. Е.О. Патона программа изменения скорости задается с помощью многоцепных реле времени. В качестве такого реле используется командный прибор типа КП Э-12У. Прибором можно задавать длительность операций путем включения или выключения электрических цепей общим количеством до 12. Так как электродвигатель привода и подвижная станина машины обладают некоторой инерционностью, то в данном случае скорость перемещения подвижной станины нарастает достаточно плавно. Могут применяться и другие устройства, обеспечивающие изменение скорости оплавления по заданной программе. В частности, в машинах, предназначенных для сварки разнообразных деталей, сокращение времени на настройку машины достигается применением перфокарт. Программы скорости считываются с перфокарты, причем развертка записи ведется в функции времени или пути, пройденного подвижной частью машины. Программное управление с помощью перфокарт используется в некоторых машинах, разработанных ИЭС им. Е.О. Патона.
Одним из преимуществ задания программы с помощью электрического устройства является возможность внесения некоторой поправки в программу на неточность первоначальной установки деталей в машине и косину их торцов. Вначале подвижная часть машины перемещается с некоторой постоянной скоростью. При этом выбирается зазор между деталями и сплавляются неровности на их торцах. Как только ток оплавления достигнет заранее установленной величины, что свидетельствует о начале оплавления по всей или большей части торцовых поверхностей деталей, вступает в действие программирующее устройство.
В машинах с гидравлическим или пневмогидравлическим приводом скорость изменения подвижной части машины чаще всего изменяется за счет регулирования проходного сечения дросселя, через который протекает масло или другая рабочая жидкость.
При постоянном давлении в гидросистеме и неизменной вязкости рабочей жидкости управление с помощью дросселя дает хорошие результаты. Однако вследствие изменения температуры жидкости вязкость ее и давление в гидросистеме не остаются постоянными. Поэтому выбранная заранее программа скорости перемещения шиной не воспроизводится.
Стабильный закон изменения перемещения подвижной части машины с гидравлическим приводом может быть получен с помощью следящего устройства с электромеханическим управлением (рис. 5.15). Золотник гидропривода состоит из корпуса 1 и штока 4, который перемещается в осевом направлении. В корпусе золотника пять цилиндрических выточек, соединяющихся штуцерами с гидросистемой машины. Центральная выточка соединена с линией нагнетания, две крайние — со сливной линией. Выточка Б соединена с правой полостью гидроцилиндра 5 перемещения подвижной станины 6, выточка А — с левой полостью. В нейтральном положении шток своими рабочими поясками перекрывает выточки Л и Б, так как ширина поясков больше ширины выточек. В этом случае доступ масла в полость гидроцилиндра перемещения перекрыт и подвижная станина не может перемещаться.

Подача масла в полости гидроцилиндра перемещения подвижной станины возможна при смещении штока вправо или влево от нейтрального положения. В машинах конструкции ИЭС им. Е.О. Патона шток золотника перемещается с помощью винта редуктора, установленного на неподвижной станине 2. Одноступенчатый червячный редуктор 3 приводится во вращение управляемым двигателем малой мощности. Вращательное движение ротора электродвигателя кинематической парой — винтом с гайкой преобразуется в поступательное. Шток золотника повторяет все движения винта. При смещении штока влево от нейтрального положения открывается доступ масла в левую полость гидроцилиндра привода, а правая соединяется со сливом.
Подвижная колонка, а вместе с ней и корпус золотника начнут двигаться влево. Если прекратить движение штока золотника влево (остановить двигатель), то корпус золотника будет перемещаться влево до тех пор, пока пояски штока не перекроют выточки А и Б. Доступ масла в полость гидроцилиндра прекратится, и станина остановится. При этом станина пройдет такое же расстояние, на какое был сдвинут шток от нейтрального положения. При непрерывном движении штока золотника станина машины и установленный в ней корпус золотника непрерывно движутся вслед за штоком, повторяя все его движения. Поэтому изменения вязкости рабочей жидкости или просачивание ее из одной полости гидроцилиндра в другую практически не сказываются на точности слежения.
Скорость движения станины пропорциональна скорости вращения электродвигателя. Мощность электродвигателя привода механизма перемещения составляет всего 30...70 Вт. Это создает благоприятные условия для разработки быстродействующих систем регулирования скорости перемещения подвижной станины с использованием маломощных электромашинных усилителей (например, ЭМУ-3А), магнитных усилителей серии ТУМ, транзисторных схем импульсного регулирования скорости вращения приводного двигателя и других устройств.
При использовании систем с жестким заданием программы перемещения подвижной части машины одними из наиболее существенных возмущений, нарушающих заданный режим сварки, являются колебания напряжения сети. Для устранения влияния колебаний напряжения сети машины следует комплектовать стабилизаторами напряжения. Простейший способ стабилизации напряжения сводится к питанию машины через игнитронный или тиристорный прерыватель с соответствующей компаундирующей связью, обеспечивающей изменение фазы включения прерывателя при колебаниях напряжения сети. Применение стабилизаторов такого типа дает требуемый эффект при умеренных колебаниях напряжения сети. Искажение формы кривой напряжения отражается на процессе оплавления. При одном и том же действующем значении напряжения, но разных углах включения термический коэффициент полезного действия оплавления оказывается различным. Следовательно, чтобы обеспечить достаточно точное воспроизведение требуемой зоны разогрева, необходимо стремиться не только к стабилизации действующего значения напряжения, но и по возможности избегать существенного изменения формы кривой напряжения. С этой точки зрения для стыковых машин целесообразны стабилизаторы, не искажающие форму кривой напряжения.
Корректор скорости. Ранее шла речь об особенностях сварочного контакта при непрерывном оплавлении, подчеркивалось, что вследствие случайного характера образования элементарных контактов возможны резкие снижения сопротивления. Поэтому оплавление при жестко заданной скорости перемещения приходится вести с большим запасом устойчивости. Отношение максимальной мощности, которую может развить машина в сварочном контакте, к средней мощности обычно больше 3...4. Это минимальное для саморегулирующегося процесса отношение может быть снижено, если ввести в систему управления корректирующую связь, вступающую в действие при чрезмерном уменьшении сопротивления сварочного контакта.

Принцип действия корректоров скорости оплавления поясняется рис. 5.16. Кривая 1 представляет собой зависимость мощности, развиваемой машиной в сварочном контакте, от тока, кривая 2 — зависимость мощности, необходимой для оплавления свариваемых деталей, в функции той же величины. Очевидно для того, чтобы кривая имела вид кривой 2, необходимо изменить в функции тока скорость подачи оплавляемой детали. Чем больше ток, тем должна быть меньше скорость подачи. Устойчивое оплавление возможно в любой точке кривой 2 с характеристикой машины, соответствующей кривой 1.
Действительно, при любом отклонении тока от установившегося значения баланс мощностей нарушается так, что режим оплавления восстанавливается. Например, при случайном увеличении тока мощность, развиваемая машиной, оказывается всегда больше той мощности, которая необходима для оплавления. Избыточная мощность ускоряет нагрев и разрушение элементарных контактов, сопротивление сварочной цепи увеличивается и ток восстанавливается. При уменьшении тока мощность, развиваемая машиной, становится недостаточной, количество одновременно существующих элементарных контактов увеличивается и режим сварки восстанавливается.

Принципиальная электрическая схема корректора скорости оплавления для стыковых машин, привод которых собран по системе генератор-двигатель, показана на рис. 5.17. Питание якоря электродвигателя привода Дп.р производится от электромашинного усилителя Г/ЭМУ. Обмотка возбуждения двигателя ОВД и одна из обмоток возбуждения генератора ОВГ I получают питание от независимого источника U0. Вторая обмотка возбуждения генератора ОВГ II предназначена для стабилизации числа оборотов двигателя Дп.р при изменении нагрузки на его валу. Стабилизирующая обмотка ОВГ II включена параллельно якорю электродвигателя встречно обмотке ОВГ I. На обмотку ОВГ I поступают также сигналы от корректора скорости, включенного через согласующий повышающий трансформатор ТП и трансформатор тока TT в силовую цепь сварочной машины.
Работа корректора скорости основана на сравнении двух напряжений: напряжения U0, пропорционального допустимому диапазону изменения сварочного тока, и регулируемого напряжения Uр, пропорционального текущему значению тока. Статическая характеристика измерительного узла корректора скорости iвых = f(Cp) представлена на рис. 5.18. Пренебрегая нелинейностью сопротивлений выпрямителей Rв1 и Rв2 и полагая напряжения U0 и Up неизменными во времени, получим:

Ток iвых равен нулю при

Характеристика iвых = f(U ) не является линейной. Токи i1 и i2 не могут изменить направления вследствие наличия в их цепях выпрямителей. Поэтому после достижения токами i1 и i2 нулевых значений их цепи остаются разомкнутыми (см. рис. 5.17).
Условие отсечки при

Условие отсечки при

Коэффициент усиления схемы представляется выражением

Величина ky тем больше, чем меньше сопротивления Rвых, Rв1 и Rв2.
В пределе при Rв1 = Rв2 = 0 ky = 1/Rвых, т. е. при этих условиях коэффициент усиления перестает зависеть от сопротивлений R2 и R3 и определяется только сопротивлением обмотки возбуждения генератора ОВГ I.
Из рассмотрения зависимости iвых = f(Up) понятно, что, если не предусмотреть специальных мер, характеристика корректора скорости будет иметь вид кривой 1 на рис. 5.19. Другими словами, при увеличении сварочного тока свыше определенных пределов ускорение движения плиты машины при реверсе падает, в то время как для сокращения времени замыкания плита машины должна перемещаться с наибольшей скоростью.

Для того чтобы характеристика корректора скорости имела вид кривой 2 на рис. 5.19, в схеме корректора предусмотрено поляризованное реле PП (см. рис. 5.17), которое при реверсе подключает обмотку возбуждения ОВГ II параллельно якорю двигателя через сопротивление R6. При соблюдении условия R6 > R5 встречный магнитный поток, создаваемый обмоткой ОВГ II, резко уменьшается и скорость движения плиты возрастает.
После разрыва сварочной цепи напряжение Uр = 0, ток iвых изменит направление и свариваемые детали будут перемещаться навстречу друг другу некоторое время с большой скоростью для быстрого закрытия образовавшегося зазора между деталями. Время движения плиты машины с большой скоростью после устранения короткого замыкания определяется параметрами цепи, состоящей из C1 и R4.
Эффективность действия корректоров скорости во многом зависит от инерционности привода перемещения подвижной станины машины. Замыкание деталей при оплавлении удается предотвратить в том случае, если снижение скорости происходит настолько быстро, что предотвращается заметное увеличение площади, занимаемой элементарными контактами. В противном случае корректор скорости будет только реверсировать привод после замыкания, т. е. работать в режиме прерывистого подогрева. Любой из приводов перемещения подвижной станины, применяемых на стыковых машинах, обладает инерционностью. Она обусловлена наличием люфтов в механизме привода и возрастает с увеличением усилий, на которые рассчитан привод подвижной станины. Поэтому быстрота восстановления устойчивого процесса оплавления после замыкания зависит не только от параметров измерительного узла корректора скорости, но и от кинематической схемы привода и массы подвижной станины машины.

Тем не менее использование корректоров скорости подачи в зависимости от тока в сварочной цепи значительно расширяет пределы применения сварки методом непрерывного оплавления даже при использовании обычных универсальных машин. Устойчивое оплавление крупных деталей с помощью корректора может быть получено при сравнительно высоком сопротивлении короткого замыкания машины. Корректор позволяет также снизить вторичное напряжение, необходимое для возбуждения оплавления. На рис. 5.20 кривая 1 соответствует работе машин с различными сопротивлениями Zк.з без корректора, а кривая 2 — с корректором. С помощью корректора можно уменьшить минимальное напряжение приблизительно на 20 % вне зависимости от Zк.з.
Так как максимальная мощность, которую может развить машина, пропорциональна квадрату напряжения, то применение корректоров
позволяет снизить отношение Рmax/P с 3...4 до 2...3. Применение корректоров позволяет, например, при сопротивлении короткого замыкания машины порядка 90 мкОм производить сварку непрерывным оплавлением деталей из углеродистой стали с поперечным сечением 8500 мм2. Если бы не было корректора, то для этой цели потребовалась бы машина с сопротивлением короткого замыкания не выше 50...60 мкОм. Несомненно, что дальнейшее совершенствование динамических свойств корректоров позволит еще больше снизить запас по мощности, свести его к минимуму и еще больше снизить требования к сопротивлению короткого замыкания машин.

Корректор скорости вступает в действие периодически и на короткое время. Благодаря этому заданная программа перемещения подвижной части машины практически не нарушается корректором. Если на время действия корректора отключать программирующее устройство, то увеличение времени оплавления обычно не выходит за пределы 10 %.
Применение коррекции скорости подачи в зависимости от сварочного тока целесообразно на всех машинах с программным управлением сварочным циклом, включая стыковые машины с высоким сопротивлением короткого замыкания.
Регулятор напряжения. При сварке непрерывным оплавлением изделий большого сечения необходимый разогрев торцов можно осуществить за минимальное время и при минимальном припуске только при снижении напряжения по заранее выбранной программе. Наибольший тепловой КПД оплавления получается в том случае, если в любой момент времени напряжение близко к минимально возможному значению, при котором не нарушается устойчивость процесса оплавления.
Программное снижение напряжения обычно производится в сочетании с программным регулированием скорости подачи подвижной станины машины. Типичные программы изменения указанных параметров режима при сварке на рельсосварочных и других машинах конструкции ИЭС им. Е.О. Патона показаны на рис. 5.6. Регулирование напряжения U2 осуществляется или контакторными схемами — переключением ступеней автотрансформатора в первичной цепи стыковой машины — или игнитронными прерывателями — изменением углов зажигания игнитронов. Преимущество последних состоит в возможности плавного изменения напряжения U2 и малой инерционности. Так же как, и при программировании скорости оплавления, необходимый закон изменения сварочного напряжения устанавливают в функции времени оплавления или величины перемещения подвижной плиты машины при сварке. В некоторых случаях снижение напряжения U2 производится в зависимости от текущего значения скорости перемещения vп.

Необходимая программа снижения напряжения U2 так же, как и программа изменения скорости оплавления, задается с помощью многоцепных реле времени, перфокарт и другими способами и устройствами. Жестко заданная программа изменения напряжения требует стабильных условий сварки. Поскольку последние практически никогда не остаются неизменными, то для обеспечения устойчивости оплавления при минимальном напряжении необходимо, помимо коррекции программы скорости перемещения, корректировать программу снижения напряжения в зависимости от действительного хода сварочного процесса.
Наибольший эффект дают регуляторы напряжения, обладающие минимальной инерционностью. Этому требованию в полной мере удовлетворяет игнитронный регулятор напряжения, схема которого приведена на рис. 5.21. Игнитронный регулятор выполняет следующие основные функции: 1) изменяет напряжение в функции времени или пути перемещения подвижной части машины по заданной программе; 2) стабилизирует первичное напряжение; 3) корректирует программу изменения напряжения при возрастании тока свыше установленной величины.
Регулятор имеет четыре основных функциональных блока, указанных на схеме. В конструктивном исполнении блоки I и IV не отличаются от аналогичных по назначению блоков, применяемых в машинах для сварки сопротивлением и описанных в предыдущей главе.
Блок задания программы изменения напряжения может быть выполнен на базе многоцепного реле времени, устройства с перфокартой или любого другого устройства, позволяющего получить достаточно плавную зависимость напряжения от времени. Блок коррекции программы в принципе подобен рассмотренному выше узлу коррекции программы скорости и представляет собой устройство, сравнивающее текущее значение сварочного тока с заданным и выдающее сигнал, пропорциональный току, если его значение превысило заданное значение. Один из вариантов регулятора описан более подробно в работе. Применение игнитронных регуляторов с корректорами напряжения дает большой технологический эффект, выражающийся в существенном повышении термического коэффициента полезного действия и устойчивости процесса непрерывного оплавления.
Преимущество систем управления с корректорами скорости и напряжения состоит также в том, что они обеспечивают с достаточно высокой точностью воспроизведение заранее выбранных режимов сварки, благодаря чему достигается стабильность качества сварных соединений.
Игнитронные регуляторы пока еще не нашли широкого распространения главным образом вследствие недостаточной надежности игнитронов и необходимости квалифицированного обслуживания. Однако эти трудности имеют временный характер, и без сомнения можно сказать, что регуляторы напряжения с игнитронами или, вероятнее, с тиристорами в дальнейшем будут использоваться в машинах, предназначаемых для стыковой сварки деталей с большим и компактным поперечным сечением.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!