Изготовление сварных крупногабаритных тонкостенных панелей из высокопрочных алюминиевых сплавов
В различных типах тонколистовых конструкций из алюминиевых сплавов используются панели, представляющие собой листовые полотнища с набором ребер жесткости. Применение таких панелей обеспечивает минимальную массу изделия при достаточной прочности и жесткости конструкции. Использование алюминиевых сплавов, характеризующихся высокой технологичностью, позволяет значительно повысить производительность практически всех операций по обработке металла (прокатка, прессование, гибка, резание и др.).
Наибольшее распространение получила технология изготовления панелей из алюминиевых сплавов путем горячего прессования. Недостатками этой технологии являются невозможность получения металла в нагартованном или термообработанном состоянии (что обусловливает его невысокие прочностные характеристики), а также технологические ограничения по ширине и толщине листа и ребер, их поперечному сечению и другим геометрическим параметрам панелей. Кроме того, способ горячего прессования экономически целесообразно применять лишь при серийном изготовлении панелей.
В некоторых случаях панели изготовляют путем фрезерования или строгания толстолистовых заготовок. Эта технология малопроизводительна, требует применения специализированных станков высокой точности. Коэффициент использования металла в данном случае крайне низок, а стоимость изготовления фрезерованных панелей, как и прессованных, весьма высока.
Перспективным является применение крупногабаритных тонкостенных панелей, у которых ребра жесткости привариваются к листовому полотнищу. Такие сварные панели могут быть изготовлены практически при любых сочетаниях толщины, геометрии и площадей поперечных сечений листа и ребер из различных алюминиевых сплавов, включая и высокопрочные. Однако для этого необходима тщательная отработка всех операций технологического процесса, с тем чтобы обеспечить как требуемую точность изготовления сварных панелей, так и приемлемые механические характеристики швов. Наибольшие трудности в этом случае возникают при сварке крупногабаритных тонкостенных панелей. При необходимости выполнения швов длиной > 0,5...1 м становятся серьезной проблемой обеспечение точной сборки элементов под сварку (в связи с начальными прогибами заготовок, их непрямолинейностью и т. д.), исключение перемещений кромок в процессе сварки, автоматизация сварочного процесса и т. п. Требование сохранения в ЗТВ прочностных характеристик нагартованного или термоупрочненного металла также накладывает ограничения на выбор способа сварки.
Исходя из вышеизложенного, представляется перспективным применение такой технологии изготовления крупногабаритных тонкостенных панелей из высокопрочных алюминиевых сплавов, которая предусматривала бы сочетание лучевых способов сварки (прежде всего ЭЛС) с предварительным упругим растяжением (ПУР) соединяемых листа и ребер в продольном (относительно швов) направлении. Использование ЭЛС обеспечивает минимальную протяженность зоны разупрочнения и снижение остаточных деформаций коробления, упругое растяжение позволяет повысить точность сборки, регулировать сварочные напряжения и деформации и создает условия для получения швов высокого качества. Оценке эффективности предлагаемой технологии изготовления крупногабаритных панелей из алюминиевых сплавов и посвящена данная работа.
В качестве объекта исследования были выбраны панели из сплава Амг6Н, представляющие собой лист размером 2000x500x9 мм с тремя приваренными продольными ребрами жесткости сечением 42x4 мм (расстояние между ребрами 168 мм). Эти панели в дальнейшем укрупняли по ширине с помощью ЭЛС встык.

Прежде всего на образцах были проведены опыты с целью выбора наиболее технологичной конструкции соединения листа с ребром — такой, которая обеспечивала бы стабильность процесса сварки, высокое качество швов и требуемые эксплуатационные характеристики изделия. Апробировали различные конструктивные варианты таких соединений (рис. 1). Вынесение стыка на ребро (вариант I) позволяет заменить двусторонний тавровый шов однопроходным стыковым и удалить зону разупрочнения за пределы листа. Однако это требует использования листов со сложным поперечным сечением (с продольными выступами). Более того, в случае горизонтального расположения листа при приварке ребра малой толщины формируется шов на вертикальной плоскости, имеющий подрезы и вогнутость в верхней части. Применение ребер жесткости с технологическим буртиком (вариант II) позволяет получать швы практически без вогнутости. Однако в этом случае усложняется подготовка стыкуемых кромок перед сваркой, снижается коэффициент использования металла (из-за необходимости строгания или фрезерования выступа) и повышаются трудозатраты.
В первом и втором случаях крайне сложно обеспечить требуемую точность сборки элементов, особенно когда они имеют большую длину (при ЭЛС ширина зазора в стыке должна быть не более 0,2 мм, а прямолинейность — не хуже 0,3 мм); иногда этого можно достичь при использовании специализированной жесткой оснастки. Велика также опасность оплавления поверхности листа проникающей частью электронного пучка, поскольку, из-за небольшой высоты выступа на листе и наличия уже приваренных соседних ребер, угол между пучком и листом значительно отличается от нуля (>20°). Вынесение стыка за пределы листа приводит и к повышению остаточных деформаций — в результате усадки металла шва создается значительный изгибающий момент.
В связи с вышеизложенным было решено ребро приваривать непосредственно к гладкому листу двумя угловыми швами (рис. 1, вариант III); при этом предполагалось полное перекрытие швов и переплавление торца ребра. Такая схема сварки позволяет устранить почти все конструктивно-технологические недостатки предыдущих вариантов. Вместе с тем в данном случае появляется опасность разупрочнения листа в зоне ребер. Поэтому, если необходимо иметь минимальную массу изделия при достаточно высокой прочности сварных тавровых соединений, применяется химическое или механическое фрезерование листов, за исключением участков общей шириной 12...15 мм, которые при сварке нагреваются выше 150 °С. Это позволяет компенсировать снижение прочностных характеристик нагартованного алюминиевого сплава.
Технологию ЭЛС отрабатывали на образцах. Лист с ребром сваривали двумя угловыми швами, выполняемыми последовательно одной электронной пушкой. Для обеспечения проплавления торца ребра и перекрытия швов угол между осью электронного пучка и плоскостью листа устанавливали равным 25...30°. Оптимальные параметры режима ЭЛС, при которых достигается формирование угловых швов без непроваров, трещин и пор, представлены в табл. 1.

Сварку панелей между собой (укрупнение) выполняли в нижнем положении на весу с полным проплавлением за один проход. В качестве присадочного металла использовали технологическую накладку сечением 20x5 мм из сплава АМг6Н; последнюю перед сваркой плотно прижимали сверху к стыку по всей его длине. Накладка играла также роль дополнительного теплоотвода. По завершении сварки оставшуюся часть накладки удаляли путем фрезерования. Механическим способом обрабатывали также верхнюю и нижнюю части шва. Параметры режима ЭЛС, обеспечивающие получение высококачественных стыковых швов, приведены в табл. 1. Макрошлифы соединений показаны на рис. 2.

Угловые и стыковые швы панелей сваривали электроннолучевой пушкой УЛ-141 в камере У5611 с использованием источника питания ЭЛА 60/60. Перед сборкой листы и ребра обезжиривали органическими растворителями, а свариваемые кромки шабрили вручную для удаления оксидной пленки. После сборки (с обязательным контролем) выполняли с шагом 300 мм технологические швы (прихватки), соединяющие ребро с листом.
Все тавровые и стыковые сварные соединения подвергали рентгенографическому контролю для выявления дефектов типа пор, оксидных плен, трещин и несплавлений. На образцах-имитаторах проводили также металлографические исследования с целью обнаружения скрытых дефектов и изучения микроструктуры различных участков шва и ЗТВ. Протяженность зоны разупрочнения основного металла определяли по результатам замера твердости.

Из данных, приведенных на рис. 3, видно, что в наибольшей степени разупрочняется металл, находящийся непосредственно под приваренным ребром. Общая ширина этой зоны разупрочнения находится в пределах 12...15 мм. На твердость ребра сварочный нагрев оказывает несколько большее влияние: размер зоны разупрочнения составляет здесь около 10 мм. В стыковых соединениях листов общая ширина этой зоны также мала — 12...15 мм (6...7 мм от оси шва). Таким образом, данная технология сварки тавровых и стыковых швов панели обеспечивает минимальные зоны разупрочнения основного металла.
Предварительно проведенные эксперименты по ЭЛС (на оптимальном режиме) опытной панели без применения упругого растяжения соединяемых листа и ребер не дали положительных результатов. Полученные швы имели низкое качество (одна из причин — значительные перемещения ребер и листа в процессе сварки), сварная панель характеризовалась высоким уровнем остаточных продольных деформаций (табл. 2) и несоответствием заданным геометрическим параметрам.

В то же время указанные трудности изготовления сварных тонкостенных панелей большой протяженности могут быть устранены при использовании метода предварительного упругого растяжения. Нами выполнен комплекс исследований с целью оценить эффективность применения метода, изучить и оптимизировать его основные параметры при сварке рассматриваемых конструкций. Установлено, что в данном случае наиболее предпочтительна схема приложения сил, при которой достигается равномерное распределение предварительных напряжений как по длине, так и по ширине соединяемых элементов.
Следует отметить, что эту известную схему ряд авторов считают нецелесообразной из-за необходимости использования больших растягивающих усилий.
Ho при этом рекомендуемая ими схема локального нагружения в зоне свариваемого соединения характеризуется более существенными недостатками технологического характера и в первую очередь низкой эффективностью с точки зрения снижения сварочных напряжений и деформаций.
Кроме того, свариваемые лист и ребра значительно отличаются по уровню жесткости, а силы усадки металла швов не совпадают с нейтральной плоскостью панели (рис. 4). Поэтому очевидным является большое влияние начальных напряжений в этих элементах, и особенно разности между ними, на уровень и характер остаточных деформаций коробления конструкции. Такой подход реализован в расчетных схемах, приведенных в работах. Однако, как показали эксперименты, применительно к длинным панелям, свариваемым автоматической сваркой, получаемые с помощью этих расчетных схем значения параметров предварительного растяжения либо только ребра, либо ребер и листа не позволяют успешно решить задачу о точности изготовления конструкции на высоком уровне. Таким образом, необходимо экспериментальное определение и оптимизация этих параметров.

Для сварки панелей из алюминиевых сплавов в условиях ПУР разработан и изготовлен силовой сборочно-сварочный стенд (рис. 5), позволяющий создавать независимое друг от друга продольное растяжение листа и ребер до напряжений, соответствующих пределу текучести металла. Здесь же производится сборка тавровых соединений с прижатием ребер к листу так, чтобы зазоры в стыке не превышали 0,2 мм, а предварительно заданное положение ребер относительно листа оставалось неизменным при сварке всех швов. Максимальные растягивающие усилия, развиваемые на стенде: для листа — 1250 кН, для каждого из трех ребер — 80 кН. Ширина захватов листа — 50 мм, захватов ребер — 40 мм.
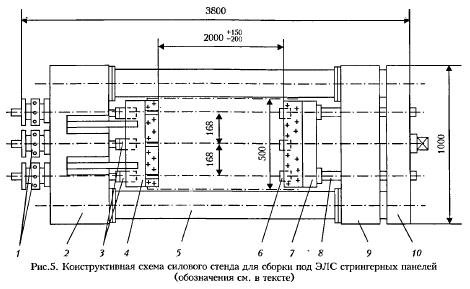
Стенд состоит из двух продольных колонн 5, двух поперечных траверс 2 и 9, жестко связанных с колоннами, двух винтовых домкратов 10 (с редуктором) для растяжения листа, трех винтовых домкратов 1 для растяжения ребер, четырех захватов листа 4,7 с тягами 8 и шести захватов ребер 3, 6 с тремя силовыми тягами. Колонны с траверсами воспринимают всю нагрузку от растяжения листа и ребер. В состав стенда входят также узлы прижатия и фиксации ребер, привариваемых к листу, и механизм коррекции положения стенда в горизонтальной плоскости, обеспечивающий параллельность свариваемых соединений направлению перемещения электронного пучка. Все необходимые установочные, корректирующие и рабочие перемещения электронной пушки осуществлялись с помощью трехкоординатного манипулятора.
Была изучена эффективность применения предварительного упругого растяжения (с различными параметрами) в листе и ребрах. Установлено, что при использовании начальных напряжений на уровне 70...90 МПа в тонкостенных элементах большой протяженности обеспечивается качественная сборка тавровых соединений, при которой прямолинейность ребер и плоскостность листа не превышает 0,5 мм на базе всей длины (2 м), а зазоры в стыке не более 0,15 мм.

Сварена партия панелей с применением предварительного растяжения различного уровня. Анализируя остаточные деформации коробления панелей (рис. 6, а, б), сваренных с ПУР малой величины (до 90 МПа) и без него, видим, что характер их распределения во многом сходен: продольные прогибы — одного знака (хотя и разной величины); поперечные прогибы — одного знака; продольная винтообразность, определяемая как величина отклонения одного из углов панели от плоскости, проходящей через три остальных угла, незначительна и не превышает 3...4 мм. То, что центры кривизны продольных прогибов лежат выше ребер (т. е. по знаку условно-отрицательны), объясняется действием сил усадки, которые действуют выше горизонтальной нейтральной плоскости (рис. 4) и создают соответствующий изгибающий момент. Предварительные растягивающие напряжения в листе и ребрах являются обратными сварочным и компенсируют их при разгрузке панели после сборки. Поэтому продольные остаточные прогибы панели, при изготовлении которой используется ПУР, в общем случае будут всегда меньше. Уже при начальных напряжениях около 0,5 предела текучести отожженного сплава АМг6Н они снижаются в 3-4 раза по сравнению с панелью, сваренной без растяжения. Чем выше уровень начального напряженного состояния, тем больше достигаемый эффект (табл. 2, панели № 1, 2 и 3).
И все же применительно к рассматриваемой задаче достигаемый уровень продольных прогибов не является достаточным, так как даже при онач = 0,9о0,2 имеющиеся прогибы (примерно 7 мм) превышают допускаемые для данной конструкции. Тем не менее важно отметить, что возможности исследуемой технологии с точки зрения регулирования остаточных продольных прогибов панели пока не исчерпаны до конца. Если предварительные растяжения листа и ребер создаются неодинаковыми, то в зависимости от величины и знака разности этих напряжений в конструкции при разгрузке после сварки будет возникать дополнительный изгибающий момент того или иного направления, что предопределяет широкие возможности дальнейшего повышения точности изготовления панели. Так, если растяжение ребер больше растяжения листа (табл. 2, панель № 4), то вследствие появления дополнительного изгибающего момента, имеющего одинаковый знак со сварочным, остаточные прогибы панели несколько возрастают. В то же время при условии превышения уровня начального растяжения листа относительно ребра (панели № 5 и 6) достигается не только существенное снижение остаточных продольных прогибов, но и возможно изменение характера их распределения по длине панели, а именно: прогибы первой и второй половин шва противоположны по знаку. Получаемая при этом синусоидальная форма продольного прогиба панели может иметь как симметричный (равенство полуволн), так и асимметричный характер (рис. 7, кривые 5 и б) — в зависимости от того, насколько выше уровень растяжения листа по сравнению с ребром. Таким образом, здесь существенную роль играют не только абсолютные значения растягивающих напряжений в листе и ребре, но и разница между ними. Чем она больше в пользу ребра, тем меньше размер продольных прогибов отрицательного знака на участке первой половины шва и больше положительные прогибы во второй половине. Следовательно, форма продольных прогибов меняется от явно выраженной асимметричной к симметричной (панель № 5). Последняя достигается при величине указанной разности начальных напряжений около 30 МПа, которая обусловливает непрямолинейность панели по длине ±2 мм (рис. 6, г и 7). Дальнейший рост указанной разности между растяжениями листа и ребер вновь приводит к асимметрии формы прогиба (панель № 6), но иного рода, чем у панели № 5.
Появление столь необычной формы продольных деформаций коробления объясняется изменением кинетики взаимодействия предварительных и сварочных напряжений по мере продвижения источника нагрева: в первой части шва существенную роль играют начальные напряжения, во второй преобладают сварочные. В полной мере это проявляется лишь при сварке длинных соединений.

Обнаруженная особенность является принципиальной и имеет важное значение также с точки зрения решения последующей задачи повышения точности изготовления широких стрингерных панелей-полотнищ, получаемых путем сварки встык по длинным кромкам ранее изготовленных узких панелей. В этом случае остаточный продольный прогиб, имеющий форму, близкую к асимметричной синусоидальной, при малых амплитудных значениях более желателен для узких панелей, так как при их последующей стыковке и в случае ориентации направления сварки тавровых швов соседних панелей в противоположные стороны имеется возможность значительно уменьшить остаточные продольные прогибы широких панелей в зоне стыковых швов. Такой способ получения стыковых соединений панелей целесообразен как при сварке с ПУР, так и без него. Применительно к рассматриваемым в данной работе конструкциям экспериментально установлено, что панельные полотнища, изготавливаемые путем укрупнения узких панелей с продольными прогибами синусоидальной и примерно симметричной формы при условии ориентации направления сварки тавровых соединений в противоположные стороны, имеют остаточный продольный прогиб в зоне стыковых швов не более 2...3 мм (или 0,5...0,75 мм/м).
Дальнейшее повышение точности изготовления сварной тонкостенной крупногабаритной панели возможно в тех случаях, когда при сварке стыковых соединений применяется ПУР, что обеспечит существенное снижение уровня остаточного напряженно-деформированного состояния листовой конструкции.

Важно также отметить, что при сварке с ПУР имеет место уменьшение поперечных прогибов панелей. Так, сварка тавровых соединений по новой технологии сопровождается меньшими в 1,5-2 раза угловыми деформациями листа (табл. 2). Объясняется это следующим: действие значительных по величине начальных растягивающих напряжений аналогично увеличению жесткости свариваемого узла, которое, с одной стороны, препятствует накоплению угловых деформаций листа по мере продвижения сварочной ванны, а с другой, — интенсифицирует при охлаждении развитие пластических деформаций удлинения в ЗТВ, обратных по знаку полученным на стадии нагрева.
Уменьшение продольных прогибов панели при сварке с ПУР вызвано снижением напряжений. Проведены исследования остаточных продольных напряжений в области тавровых швов панелей с помощью метода разрезки зоны сварного соединения в среднем поперечном сечении на темплеты шириной 3...8 мм, упругие деформации в которых определялись механическим деформометром на базе 50 мм (общая погрешность измерения — не более 0,002 мм). Из приведенных на рис. 8 экспериментальных данных видно, что в соединениях, сваренных без ПУР, уровень остаточных продольных напряжений весьма высок и достигает 140...150 МПа. В то же время в швах, при сварке которых применялось даже относительно небольшое растяжение листа и ребер (на уровне 80...100 МПа), остаточные напряжения снижаются более чем в 2 раза. С увеличением предварительного растяжения этот эффект возрастает.

Таким образом, полученные экспериментальные данные позволяют считать, что минимальные остаточные напряжения в исследуемых сваренных панелях достигаются при ЭЛС с применением предварительного упругого растяжения соединяемых элементов, при котором лист растягивается до напряжений 155±10 МПа, а ребра — на 30±3 МПа меньше (панель № 5). По этой технологии сварена партия панелей, которые затем были укрупненны стыковыми швами в панельные полотнища (рис. 9).
Рентген- и ультразвуковой контроль всех сварных соединений панелей показал отсутствие каких-либо недопустимых дефектов.
Результаты механических испытаний образцов, вырезанных из сваренных панелей, представлены в табл. 3.

Разрушение соединений происходило по линии сплавления и имело хрупкий характер. Наименьшими прочностью и пластичностью отличались стыковые швы, в которых зона разупрочнения распространялась на всю толщину металла. В то же время механические характеристики листа после приварки ребер жесткости изменились мало.
Оценка конструктивной прочности сваренных панелей производилась по результатам их испытаний на устойчивость приложением сжимающей продольной силы. Реальная нагрузка, при которой происходила потеря устойчивости панели с одновременным появлением и раскрытием поперечных трещин в верхней части ребер, оказалась близкой к расчетной. При этом сварные тавровые соединения не имели разрушений.
Выводы
1. Разработанная технология позволяет изготовлять крупногабаритные сварные тонкостенные панели из высокопрочных алюминиевых сплавов с обеспечением минимальных зон разупрочнения основного металла и остаточных деформаций коробления.
2. Существует возможность получения высококачественных швов на тавровых протяженных соединениях тонкостенных элементов с помощью электроннолучевой сварки (при угле наклона луча к плоскости листа 20...30°) и ПУР листа и ребер жесткости до 0,5...0,8 предела текучести.
3. Применение ПУР с целью обеспечения высокой точности изготовления конструкций из алюминиевых сплавов наиболее эффективно при условии оптимизации как величины растягивающих нагрузок, так и разности напряжений, создаваемых в листе и ребрах перед сваркой. Получаемые в результате остаточные продольные прогибы панелей не превышают 0,5...0,7 мм на 1 пог. м.
4. В случае сварки длинномерных тонкостенных тавровых соединений остаточный продольный прогиб панели может быть не только одного, но и двух знаков. При этом соотношение длин участков с кривизной различного знака в значительной мере зависит от параметров ПУР.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!