Роботизированное производство сварных ферм для перекрытий промышленных зданий
При возведении зданий промышленного и общественного назначения все шире используется модульный принцип строительства с применением сварных конструкций, изготовленных в заводских условиях. Например, для перекрытий пролетов таких зданий применяются фермы различного типа, поясные элементы и раскосы которых выполняются из трубчатых профилей прямоугольного сечения, соединяемых дуговой сваркой.
Указанные фермы составляют до 30 % массы металлоконструкций зданий и сооружений. В изготовлении они более трудоемки, чем другие сварные конструкции, применяемые в строительстве. Большая трудоемкость изготовления ферм обусловлена значительным количеством сварных швов сложной формы и неудобным для сварки их расположением на изделии, а также значительными размерами и большим разнообразием типоразмеров ферм. При этом к фермам, особенно к их сварным швам, предъявляются высокие требования по качеству.
Фермы обычно изготовляются с применением ручного труда и простейших приспособлений. Например, укладка раскосов и их сборка с поясами в сборочном стенде, оснащенном винтовыми прижимами, выполняется вручную, сварка ферм производится также вручную штучными электродами или сварочными полуавтоматами в CO2, а транспортные операции с тяжелыми деталями и фермами осуществляются с помощью цеховых кранов.
Для радикального повышения качества ферм, существенного увеличения производительности труда и других экономических показателей производства необходимо автоматизировать и механизировать выполнение технологических процессов и сопутствующих им транспортных операций, что позволит существенно сократить затраты трудовых, материальных и энергетических ресурсов на единицу продукции.
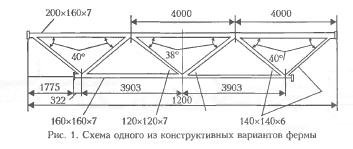
Поставленная задача решена путем создания автоматической сборочно-сварочной линии для производства стропильных ферм (рис. 1) типа «Молодечно» длиной до 12 мм высотой до 2,5 м с конструктивными элементами, изготовленными из гнутосварных профилей прямоугольного сечения.
Линия (рис. 2 и 3) состоит из одного модуля автоматической сборки и прихватки ферм и двух последовательно работающих модулей роботизированной сварки раскосов с поясами.


Модуль автоматической сборки включает в себя два магазина-питателя поясов ферм 1 (рис. 3), две группы магазинов-питателей раскосов 3, челночный монорельсовый транспортер поясов 2, челночный транспортер и укладчик раскосов 4, стенд сборки и прихватки ферм 5.
Каждый из модулей роботизированной сварки состоит из двух кантователей 6, двух сварочных роботов 8 и транспортного устройства 7 для быстрого перемещения фермы между узлами соединения раскосов с поясами с целью подачи очередного узла в рабочую зону роботов.
Два пояса, по одному из каждого магазина 1, подаются транспортером 2 в стенд 5. В промежуток между поясами из магазинов 3 транспортером-укладчиком 4 подаются, ориентируются под заданными углами и укладываются в заданные места одновременно до семи раскосов. Пояса и раскосы после укладки фиксируются в требуемом положении по упорам и относительно друг друга с помощью пневматических прижимов. После фиксации элементов фермы производится прихватка раскосов к двум поясам с помощью автоматической сварки в CO2, выполняемой одновременно восмью сварочными горелками. При этом каждый раскос прихватывается к каждому из поясов в двух точках. Все эти операции осуществляются соответствующими механизмами в автоматическом режиме.
После такой сборки ферма освобождается от прижимов и при очередном ходе подвесного челночного транспортера 2 подается из сборочного стенда в первый кантователь 6 первого модуля роботизированной сварки; одновременно в стенд сборки 5 поступает следующий комплект поясов и раскосов. Цикл сборки повторяется.
В первом кантователе 6 собранная ферма поворачивается на 90° и в таком положении с помощью транспортного устройства 7 подается на приварку двух раскосов к поясу (узел фермы) первой парой роботов 8. После завершения сварки одного узла ферма перемещается на шаг между узлами с целью введения в рабочую зону этих же роботов следующего узла фермы для его сварки. После приварки первой парой роботов всех раскосов к одному поясу ферма поворачивается в горизонтальное положение вторым кантователем 6 первого модуля роботизированной сварки и с помощью первого кантователя 6 второго модуля роботизированной сварки кантуется на 90° для приварки раскосов ко второму поясу с помощью второй пары роботов. После сварки всех узлов ферма с помощью второго кантователя 6, расположенного на выходе второго модуля роботизированной сварки, кантуется в горизонтальное положение, затем она снимается с линии и передается при помощи транспортных средств для последующих операций (контроль, нанесение покрытий и т. д.).
Такие факторы, как большие размеры ферм, сложная форма линии соединения, погрешности изготовления раскосов и поясов, а также погрешности их сборки под сварку, невозможность точного размещения в рабочем пространстве соединений раскосов с поясами, чрезвычайно затрудняют применение автоматической сварки. Автоматизация сварки ферм практически возможна только с помощью роботов — в связи с тем, что они легко перепрограммируются на сварку швов практически любой формы и способны автоматически корректировать траекторию перемещения точки сварки в зависимости от фактического положения свариваемых элементов каждого экземпляра изделия в рабочем пространстве. Кроме того, были разработаны специальные программы адаптации, позволяющие учитывать случайные отклонения размеров поперечного сечения раскосов.
Робот для сварки ферм может быть небольших размеров, если предусмотрено относительное перемещение робота и изделия для поочередного совмещения мест сварки с рабочей зоной робота. В данном случае был выбран робот PM-01 совместного белорусско-финского производства, подобный широкоизвестному PUMA-560.

Рабочие швы каждого узла фермы в разработанной линии выполняются двумя роботами, расположенными по обе стороны от изделия (рис. 4), так как одним роботом сварить замкнутый шов, соединяющий раскос фермы с поясом, невозможно. Кроме того, сварка позволяет одновременно с двух сторон уменьшить сварочные деформации изделия.
Требуемая корректировка программы перемещения сварочных горелок осуществляется роботами по результатам автоматического измерения фактического положения свариваемых деталей до начала сварки. Это измерение выполняется путем касания изолированным соплом горелки, электрически соединенным с источником напряжения 500 В повышенной частоты (400 Гц), поверхностей свариваемых деталей в определенных точках, далее называемых базовыми. В момент появления электрического контакта сопла с изделием робот определяет фактическое положение точки касания в своем рабочем пространстве в координатах X, Y, Z.
Для выбора положения базовых точек линия шва, свариваемого одним роботом, условно делится на следующие участки (рис. 5):
- прямолинейные, расположенные поперек пояса фермы (7—2, 5—6); длина этих участков принимается неизменной, считается, что они смещаются случайным образом параллельно самим себе, их положение определяется измерением вдоль осей Z и У;
- прямолинейные, расположенные вдоль пояса фермы (3—4), длина этих участков и их положение определяются измерением вдоль осей Z и X;
- участки, включающие закругления (2—3, 4—5), форма этих участков принимается неизменной, считается, что они смещаются случайным образом параллельно самим себе, их смещение определяется на основании измерений на остальных участках.
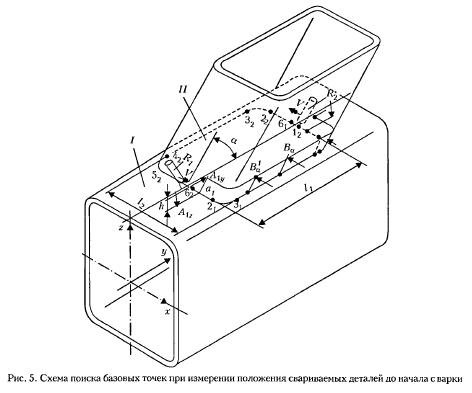
На рис. 5 участки 1—2, 2—3, 3—4, 4—5, 5—6, свариваемые роботом R1, обозначены нижними индексами 1, а такие же участки, свариваемые роботом R2, — нижними индексами 2. В последующих рассуждениях индексы в обозначении участков не указаны, так как эти рассуждения относятся в равной мере к одноименным участкам, свариваемым обоими роботами.
До начала сварки робот R1 производит измерение минимум в четырех базовых точках А1z, А1у, В1х, С1у в направлениях, указанных на рис. 5 стрелками.
Измерение начинается с точки A1z, а затем на высоте h (равной около 10 мм) от поверхности 1 пояса выполняется измерение в точках A1y, B1x, C1y. В результате определяются смещения базовых точек относительно их программного положения, а именно: Aza1 для точки A1z Aya1 для точки A1y, Axb1 для точки B1y, Ayc1 для точки C1c. Угол а между поясом I и раскосом II принимается неизменным. Поэтому при заданной h положение точек a1, b1, c1, лежащих на линии шва, однозначно определяется положением точек A1y, B1x, C1y. Координата z всего шва между точками 1 и 6 принимается равной координате z точки A1z. Если верхняя плоскость пояса I не может считаться параллельной оси У, то для определения координат z всех точке шва необходимо производить по оси Z не только в точке A1z, но и в точке C1z и осуществлять линейную интерполяцию значения координаты z между точками 3 и 4.
Положение участка 1-2 вдоль оси Y определяется положением точки A1y а положение участка 5-6 вдоль оси У — положением точки C1y. Точки A1y и C1y выбираются приблизительно над серединой отрезков 1-2 и 5-6.
Положение отрезка 3-4 вдоль оси X определяется положением точки B1х, выбираемой в средней части стороны l1 на высоте h от верхней плоскости пояса I. Если координата х для всех точек отрезка 3-4 не может быть принята постоянной, но участок 3-4 можно считать прямым, то используют две точки — B1x' и B1x''. Если же участок 3-4 нельзя считать прямолинейным, то следует производить измерения в трех точках — B1x', B1х, B1х''.
В результате измерений считаем, что точки 1-6 на шве смещены вдоль осей X, Y, Z относительно запрограммированного положения на расстояния Ах, Ay, Az следующим образом: точки 1и 2 — AyB (или AyB); Ayа, Azа;
точка 3 — AxB (или AxB''), Aya, Azа;
точка 4 — AxB (или AxB''); Ayc; Azc; (или Azc)
точки 5 и 6 — AxB (или AxB''); Ayc; Aza; (или Azc).
Участки 1-2, 2-3, 4-5, 5-6 при отработке программы не изменяют длину и форму, а лишь смещаются в пространстве параллельно самим себе.
Длина участка 3-4 изменяется, если Aya =/= Ayc. Благодаря этому учитываются случайные отклонения размера l1 поперечного сечения раскоса. При Aza =/= Azc участок 3-4 поворачивается в плоскости, параллельной YZ, а при AxB' =/= AxB'' этот участок поворачивается в плоскости XY.
Случайные отклонения размера l2 учитываются благодаря измерению положения раскоса вдоль координаты X обоими роботами (R1 и R2). Так как длина отрезков 1-2 и 5-6 не меняется для каждого из роботов, то перекрытия швов на участках l1-б1 и l2-б1 изменяются на размер случайного отклонения размера l2.
Внешний вид швов, сваренных одним роботом с автоматической корректировкой траектории движения точки сварки, приведен на рис. 6.

Применение автоматической сборки поясов с раскосами и прихватки ферм, роботизированной сварки рабочих швов, автоматической кантовки и транспортировки ферм между сборочной и сварочными позициями позволяет значительно сократить число рабочих-сварщиков, улучшить условия труда и повысить качество продукции.
Обслуживание линии предусмотрено всего двумя операторами в смену: одним на позиции сборки ферм (для загрузки магазинов-питателей и наблюдения за работой модуля автоматической сборки) и одним на позициях сварки роботами (для наблюдения за работой роботов и их периферийного оборудования).
Производительность линии — 50 ферм в смену.
Компоновка линии, приведенная на рис. 3, может быть легко изменена в зависимости от имеющихся производственных площадей.
Кроме того, при необходимости увеличить производительность линии возможна организация двух параллельно работающих участков, каждый из которых содержит два последовательных модуля роботизированной сварки. Указанные модули обеспечиваются собранными и прихваченными фермами, поступающими с одного модуля автоматической сборки, который имеет большой запас увеличения производительности. Другим путем повышения производительности линии является увеличение числа роботов в каждом из модулей роботизированной сварки для одновременной сварки двух или более узлов фермы.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!