Электрошлаковый переплав сталей и сплавов в медном водоохлаждаемом кристаллизаторе
Развитие современной техники характеризуется широким применением сталей и сплавов, обладающих различными специальными свойствами. В связи с повышенными требованиями, предъявляемыми к качеству этих материалов, совершенствуются оборудование и технология их производства. Ведутся непрерывные поиски новых технологических процессов, обеспечивающих высокое качество металла.
На протяжении последних лет в нашей стране и за рубежом для улучшения качества специальных сталей и сплавов находит применение электродуговой переплав расходуемых электродов в медной водоохлаждаемой изложнице. Переплав ведется в вакууме либо в среде инертных газов (аргон, гелий и др.).
Основные принципы дуговой плавки расходуемых электродов для получения отливок были сформулированы выдающимся изобретателем электрической дуговой сварки Н.Г. Славяновым еще в 1892 г.
В металлургии идеи Н.Г. Славянова впервые были использованы для получения слитков тугоплавких и высокореакционных металлов и сплавов на их основе.
В 1904 г. Болтен для получения литого тантала использовал печь с расходуемым электродом. Однако интенсивное развитие способа дуговой плавки расходуемых электродов и промышленное применение его началось значительно позже и было связано с возникновением реактивной авиации и атомной энергетики.
В 1940 г. фирмой «Келлог» был разработан способ плавки в медной водоохлаждаемой изложнице трубчатого расходуемого электрода, внутрь которого во время плавки подавались легирующие компоненты. Судя по литературным данным, этот способ не нашел широкого применения. Однако установка фирмы «Келлог» послужила прототипом современных агрегатов для дуговой плавки расходуемых электродов.
В 1944 г. в Детройтской лаборатории кампании «Клаймакс» путем дуговой плавки в вакууме удалось получить ковкие слитки молибдена.
В 1945 г. путем электродугового переплава в вакууме прессованных вольфрамовых прутков были отлиты слитки вольфрама, а в 1950 г. этим методом были получены ковкие слитки тантала и ванадия.
Способ электродуговой плавки расходуемых электродов в медной водоохлаждаемой изложнице получил широкое применение для изготовления слитков титата, циркония, урана и других тугоплавких и высокореакционных металлов и сплавов на их основе.
В последние годы этот способ нашел применение для улучшения качества специальных сталей и жаропрочных сплавов на основе железа, никеля и кобальта.
О масштабах применения дугового переплава этих материалов в США говорят следующие данные. На конец 1957 г. производственные мощности дуговых печей с расходуемым электродом составили 23 тыс. т в год, а к концу 1958 г. должны быть доведены до 45 тыс. т в год. Максимальный развес слитка, получаемого этим способом, достиг 5,4 т. При вакуумном дуговом переплаве расходуемых электродов в медной водоохлаждаемой изложнице достигается высокое качество слитка и снижение в нем сегрегации неметаллических включений, легирующих элементов и примесей. Следствием этого является улучшение механических свойств металла при комнатных и высоких температурных и повышение его пластичности при горячей механической обработке.
По данным работы, улучшение качества металла в результате дугового переплава следует отнести не столько за счет вакуума, сколько за счет особых условий кристаллизации металла, заключающихся в быстром и направленном снизу вверх затвердевании слитка при непрерывном поступлении сверху новых порций жидкого металла.
Для плавления расходуемых электродов взамен электродугового может быть применен электрошлаковый процесс. Электрошлаковый процесс плавления расходуемых электродов в виде проволок лег в основу способа однопроходной сварки металла большой толщины.
В последние годы в Институте электросварки им. Е.О. Патона была установлена возможность ведения электрошлакового процесса с использованием расходуемых электродов большого сечения при малых плотностях тока в электроде. Благодаря этому стало возможным в ряде случаев производить электрошлаковую сварку толстого металла не проволокой, а электродами большого сечения (пластинами). На использовании электродов большого сечения и электрошлакового процесса основаны также разработанные институтом способы наплавки, контактно-шлаковой сварки и др.
Начиная с 1954 г. в Институте электросварки им. Е.О. Патона проводились исследования и опытные работы по разработке способа улучшения качества и технологичности специальных сталей и сплавов на основе сварочного электрошлакового процесса.
В результате этих работ институтом разработан способ электрошлакового переплава расходуемых электродов в медном водоохлаждаемом кристаллизаторе (изложнице). Отработана техника и технология переплава, спроектированы и изготовлены опытные установки для электрошлакового переплава.
В отличие от известного способа электродуговой плавки расходуемых электродов в вакууме или в среде инертного газа, при котором плавление электрода происходит за счет дугового разряда в газообразной фазе, в случае электрошлаковой плавки плавление электрода происходит за счет тепла, выделяющегося в расплавленном шлаке при прохождении через него электрического тока.
В качестве расходуемых электродов используются штанги диаметром до 200 мм, изготовленные из металла, выплавленного в обычных металлургических агрегатах (электродуговая или индукционная печь и др.). Расходуемые электроды могут быть литыми, коваными либо катаными круглого или любого другого сечения. Можно также переплавлять пучок электродов, набранный из штанг небольшого сечения различной формы.
Процесс электрошлаковой плавки ведется на переменном токе, что является одним из важнейших его достоинств. При этом используются простые и надежные печные трансформаторы с жесткой внешней характеристикой. Возможны следующие варианты электрошлаковой плавки расходуемых электродов:
а) с вытягиванием слитка из кристаллизатора в процессе формирования слитка, как при непрерывной разливке стали (рис. 1 ,а);
б) путем заполнения медной водоохлаждаемой изложницы (рис. 1,б).
Как в том, так и в другом случае может вестись плавка одного расходуемого электрода при однофазной схеме питания либо одновременно трех расходуемых электродов при трехфазной схеме питания. Одновременная плавка трех электродов может производиться в одном или трех отдельных кристаллизаторах.
При относительно малом диаметре расходуемого электрода можно получить хорошо сформированный слиток большого сечения. Например, электрод диаметром 80...85 мм можно переплавить в слиток диаметром 250 мм, при переплаве трех электродов можно получить слитки диаметром 500 мм и более.
Обычно в процессе электрошлакового переплава должен сохраняться неизменным ток в шлаковой ванне и глубина последней. Постоянство тока достигается за счет применения автоматического регулятора тока, воздействующего на скорость перемещения электрода. В случае надобности легко может быть осуществлено программное изменение тока по заданному закону. Например, целесообразно снижать ток в конце процесса переплава. Вследстиие очень небольшого расхода шлака на образование тонкой корочки между поверхностью и внутренней стенкой кристаллизатора, поддержание неизменной глубины шлаковой ванны не представляет особых трудностей.

При электрошлаковой плавке плавление электрода и кристаллизация расплавленного металла происходят одновременно. В каждый момент времени существует затвердевшая часть слитка и чашеобразной формы ванна жидкого металла, покрытая сверху толстым слоем расплавленного шлака (рис. 1). Наличие глубокой шлаковой ванны над ванной жидкого металла способствует образованию более плотного слитка, чем в случае дугового переплава.

При электрошлаковой плавке в медном водоохлаждаемом кристаллизаторе создается направленность роста кристаллов слитка снизу вверх (рис. 2). В связи с этим в слитке, отлитом таким способом, полностью отсутствуют различного рода дефекты, образующиеся при обычной кристаллизации жидкого металла в изложнице: усадочные раковины, осевая рыхлость и осевые кристаллизационные трещины. Отсутствует также зональная ликвация элементов. Отсутствие дефектов в слитке уже само по себе способствует улучшению его пластичности при высокотемпературной механической обработке (прошивке, ковке, прокатке и т. д.). Наличие тонкой корочки шлака между слитком и внутренней стенкой кристаллизатора обусловливает формирование гладкой и ровной поверхности слитков, позволяющей ковать или прокатывать их без предварительной обдирки.
Важным фактором, способствующим улучшению деформируемости металла, является эффективная обработка его шлаком специального состава. При электрошлаковой плавке применяются шлаки систем CaF2-Al2O3; CaF-CaO; CaF2-Al2O3-CaO и другие. При электрошлаковом процессе плавящийся электродный металл проходит через слой шлака, имеющего температуру до 2000 °С, в виде мелких капель. Благодаря этому достигается высокая степень взаимодействия металла со шлаком и происходит значительное обессеривание металла и удаление из него различного рода легкоплавких включений. Содержание серы в металле при плавке под шлаками, содержащими CaO, снижается от 0,020...0,030 до 0,004...0,006 %, т. е. в 5-6 раз.
В течение 1957 г. Институтом электросварки им. Е.О. Патона совместно с рядом заводов были проведены исследования некоторых высоколегированных сталей, подвергшихся электрошлаковому переплаву в медном водоохлаждаемом кристаллизаторе.
Совместно с Южно-трубным заводом в г. Никополе проводились работы по улучшению прошиваемости сталей ЭИ654, ЭИ769 и ЭИ770. При прошивке кованой либо катаной заготовки сплошного сечения из указанных сталей, как правило, происходит либо разрушение ее в очаге деформации, либо качество труб получается явно неудовлетворительным: внутренняя поверхность поражена дефектами в виде плен и трещин.

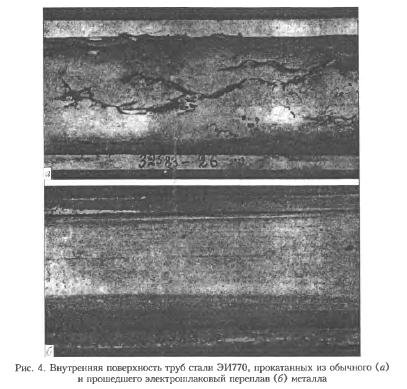
В Институте электросварки им. Е.О. Патона на специальной установке для электрошлаковой плавки металла (рис. 3) были переплавлены кованые трубные заготовки сталей ЭИ654, ЭИ769 и ЭИ770 в слитки диаметром 200 мм. Из слитков вновь были откованы трубные заготовки того же диаметра. Испытания показали, что в результате электрошлакового переплава резко улучшается прошиваемость сталей ЭИ654, ЭИ769, ЭИ770. На рис. 4, а приведен вид внутренней поверхности трубы из стали ЭИ770, прокатанной из обычного металла, а на рис. 4, б показана внутренняя поверхность трубы, прокатанной из металла той же марки и плавки, но прошедшего электрошлаковый переплав.
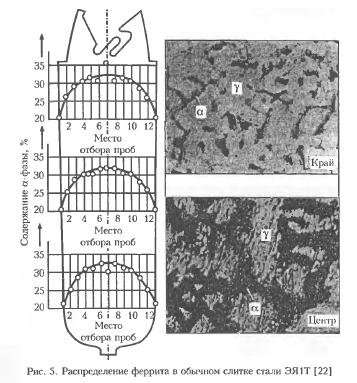
Известно, что в обычном слитке двухфазной аустенитно-ферритной стали наблюдается значительное увеличение содержания феррита по мере приближения от периферии к центру слитка (рис. 5). В осевой части слитка феррит имеет более грубое строение. Это заметным образом ухудшает пластичность двухфазной стали при горячей механической обработке.
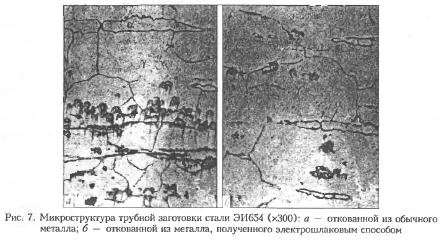
Исследование слитка двухфазной стали ЭИ654, отлитого электрош-лаковым способом, показало, что феррит в нем по всему сечению распределен практически равномерно, кроме того, строение его в центральных объемах слитка столь же тонкое, как и в поверхностном слое (рис. 6). В связи с этим в кованой трубной заготовке, изготовленной из слитка, полученного путем электрошлаковой плавки, распределение феррита по сечению более равномерное, чем в трубной заготовке из обычного металла. Кроме того, как видно из рис. 7, а и б, в трубной заготовке, изготовленной из металла, прошедшего электрошлаковый переплав, нет грубых скоплений неметаллических включений, главным образом — нитридов, что характерно для трубной заготовки из обычного металла. Это также способствует улучшению прошиваемости стали.
Исследование макроструктуры трубных заготовок сталей ЭИ769 и ЭИ770, изготовленных из металла, прошедшего электрошлаковый переплав, показало полное отсутствие в металле каких-либо дефектов, в то время как в заготовках обычного металла были обнаружены дефекты в виде закованной осевой рыхлости, имевшейся в слитке. Такого рода дефекты отрицательно влияют на прошиваемость заготовки, так как способствуют образованию полости перед носком оправки в процессе прошивки.

Исследование микроструктуры металла обычных заготовок сталей ЭИ769 и ЭИ770, как и в случае стали ЭИ654, показало наличие строчечных скоплений нитридов, чего нет в металле, подвергавшемся электрошлаковому переплаву.
Были проведены исследования температуры начала оплавления границ зерен, являющейся важным критерием пластичности трубных аустенитных сталей при высоких температурах. Исследования показали, что при одинаковой температуре испытаний оплавление границ зерен в металле, прошедшем электрошлаковый переплав, происходит менее интенсивно, чем в обычном металле (рис. 8, а и б), что свидетельствует о большей чистоте границ зерен в первом случае.

Совместно с Ново-Краматорским машиностроительным заводом в г. Краматорске были проведены работы по улучшению качества и ковкости стали ЭИ726, идущей на изготовление дисков роторов турбин и стали Х17Н2. Как и на трубных сталях, установлено, что электрошлаковый переплав позволяет значительно улучшить деформируемость металла и его качество.
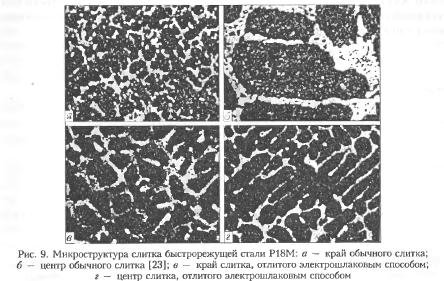
Институтом и заводом «Электросталь» проводится исследование быстрорежущей стали марки Р18М, выплавленной электрошлаковым способом. Первые данные говорят о том, что в слитке стали Р18М, отлитом электрошлаковым способом, распределение карбидной эвтектики по всему сечению равномерно, в отличие от обычного слитка, в котором наблюдается значительное увеличение содержания карбидной эвтектики и огрубление ее строения от периферии к центру слитка (рис. 9, а-г), что отрицательно сказывается на деформируемости стали и качестве готового изделия. В настоящее время продолжаются исследования на более крупных слитках, изготовленных электрошлаковым способом.
Очень большой интерес к электрошлаковому переплаву проявил Запорожский завод «Днепроспецсталь». В мае 1958 г. на заводе пущен в производственную эксплуатацию агрегат для электрошлакового переплава, разработанный и изготовленный Институтом электросварки им. Е.О. Патона. Таким образом, завод «Днепроспецсталь» является пионером в деле внедрения нового способа улучшения качества сталей и сплавов.
Приведенные данные свидетельствуют о том, что разработанный институтом способ электрошлакового переплава металла в медном водоохлаждаемом кристаллизаторе может быть с успехом применен для улучшения деформируемости и качества розличных сталей и сплавов.
Выводы
1. Слитки, отлитые электрошлаковым способом (в отличие от слитков, отлитых электродуговым способом), имеют совершенно гладкую поверхность, в связи с чем в большинстве случаев не требуется обдирка их перед горячей механической обработкой.
2. Для электрошлакового переплава используется переменный ток. Источниками питания являются обычные печные трансформаторы, тогда как для электродугового переплава требуются уникальные и дорогостоящие генераторы постоянного тока большой мощности.
3. Электрошлаковый переплав в одном кристаллизаторе нескольких расходуемых электродов (желательно количество электродов, кратное трем) открывает широкие возможности отливки слитков практически неограниченного диаметра и, следовательно, веса.
4. Способ электрошлакового переплава позволяет отливать слитки с поперечным сечением самой различной формы. Причем соотношение диаметров слитка и электрода может достигать 3...5, тогда, как при дуговом переплаве, это соотношение не может превышать 1,5 (в противном случае резко ухудшается качество поверхности слитка).
5. При электрошлаковом переплаве создается возможность обработки металла шлаком. Это, в частности, позволяет уменьшить в 5...6 раз содержание серы в металле слитка.
6. Оборудование для электрошлакового переплава значительно проще и надежнее в эксплуатации, чем оборудование для электродугового переплава в вакууме или в защитной газовой среде.
7. При электрошлаковом переплаве расходуемых электродов практически отсутствует опасность прожогов водоохлаждаемого кристаллизатора. Между тем известно, что при дуговом переплаве весьма вероятны прожоги изложницы, вследствие перебрасывания дуги на ее стенку. Прожог изложницы может привести к взрыву. При электрошлаковом переплаве прожог изложницы происходит очень редко и не приводит к взрывам.
8. На основании проведенных исследований металла, выплавленного способом электрошлакового переплава, можно предположить, что этот способ найдет применение как в черной, так и цветной металлургии для получения слитков, свободных от различного рода литейных дефектов, обладающих высокой физической однородностью, отличающихся отсутствием зональной ликвации легирующих элементов, примесей и газов, отсутствием сегрегации неметаллических включений и низким содержанием их, имеющих более высокую пластичность при горячей механической обработке, а также обладающих минимальной склонностью к образованию флокенов (у флокеночувствительных сталей).
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!