Порционная электрошлаковая отливка слитков
Для производства деталей современных машин и механизмов с высокой надежностью и долговечностью необходимо обеспечить высокую физическую и химическую однородность слитков, из которых они изготовляются.
Решить задачу выплавки слитка, не имеющего грубых дефектов усадочного и ликвационного происхождения, тем труднее, чем крупнее слиток.
Одно из основных условий получения плотного и физически однородного слитка состоит в достижении последовательного, направленного снизу вверх затвердевания металла в изложнице. Для снижения химической неоднородности слитка необходимо также, чтобы в изложнице в каждый момент присутствовало сравнительно небольшое количество жидкого металла.
Оба эти условия можно выполнить, если жидкий металл в изложницу подавать с небольшой скоростью, близкой к скорости его затвердевания. Последнее имеет место при электрошлаковом, вакуумнодуговом, электроннолучевом и плазменнодуговом переплавах расходуемых электродов или заготовок.
Однако существование перечисленных процессов не снимает задачу повышения качества слитков, получаемых непосредственно из жидкого металла.
В последние годы Институт электросварки им. Е.О. Патона совместно с Челябинским металлургическим заводом и Электростальским заводом тяжелого машиностроения работали над получением слитков способом так называемой электрошлаковой отливки (ЭШО).
Исследования показали, что при обычной схеме ЭШО (наведение в изложнице нерасходуемыми электродами шлаковой ванны, заполнение изложницы металлом с обычными скоростями, электрошлаковый обогрев головной части слитка) улучшается поверхность слитков, существенно снижается содержание серы и неметаллических включений, а также повышается выход годного металла.
Однако при такой схеме электрошлаковой отливки условия кристаллизации слитка в целом близки к обычным, в результате чего в слитках ЭШО, как и в обычных, не исключено образование дефектов ликва-ционного и усадочного происхождения.
В связи с изложенным, в ИЭС предложен и разрабатывается новый способ ЭШО слитков, при котором электрошлаковый процесс используется не только для наведения шлаковой ванны и уплотнения головной части слитка, а и для обеспечения вертикально направленного затвердевания слитка по всей его высоте.
Этот способ основан на том, что металл в изложницу подается не непрерывно, а отдельными порциями через значительные интервалы времени. Это позволяет заполнять всю изложницу жидким металлом за время, необходимое для его кристаллизации.
В водоохлаждаемой изложнице с помощью нерасходуемых электродов наводится шлаковая ванна, которая затем подогревается в результате протекания электрошлакового процесса.
В изложницу через шлак заливается порция металла той или иной марки, выплавленного в дуговой или индукционной электропечи. При этом нерасходуемые электроды, подогревающие шлак, автоматически (по заданному электрическому режиму) поднимаются по мере подъема уровня шлаковой ванны.
Вследствие подогрева периферии шлаковой ванны нерасходуемыми электродами, установленными вблизи стенки изложницы, кристаллизация залитого металла здесь задерживается. При этом вводимая в шлаковую ванну электрическая мощность выбирается с таким расчетом, чтобы к моменту подачи в изложницу следующей порции жидкого металла большая часть залитой ранее порции затвердела.
Когда в изложницу заливается следующая порция металла, она перемешивается с остатком жидкого металла предыдущей порции. Эти циклы (заливка порции металла — частичная ее кристаллизация с подогревом периферии шлаковой ванны и зеркала металла) повторяются многократно. Процесс заканчивается электрошлаковым обогревом головной части слитка, причем подводимая мощность постепенно снижается, чтобы предупредить образование усадочной раковины при кристаллизации последней порции залитого металла.
В результате подачи металла достаточно малыми порциями и обеспечения вертикальной направленности его затвердевания может быть получен слиток практически любого развеса с высокой физической и химической однородностью.
Отливку слитка весом 200 т способом порционной электрошлаковой отливки (ГТЭШО) можно представить в качестве примера следующим образом.
Сталь выплавляют в дуговой или индукционной (открытой или вакуумной) печи емкостью 20 т. Слиток весом 200 т отливают в десять приемов с интервалом между подачей отдельных порций (20 т) жидкого металла в изложницу в 5...6 ч (время, необходимое для выплавки 20 т стали). Общая продолжительность отливки слитка будет свыше 60 ч. Усредненная скорость заполнения изложницы при этом составит не более 3,5 т/ч. Столь малые (для слитка 200 т) скорости заливки металла в изложницу в настоящее время могли бы быть применимы лишь при переплаве расходуемых электродов или заготовок. В случае необходимости при ПЭШО можно достичь еще меньших скоростей наращивания высоты слитка и тем самым обеспечить еще более высокую плотность и однородность металла. В этом отношении возможности ПЭШО такие же, как и способов переплава с независимыми источниками нагрева (ЭЛП и ПДП).
Основная задача при лабораторной проверке способа ПЭШО состояла в установлении возможности получения этим способом слитков без грубых дефектов на границе между отдельными порциями металла, в том числе, неслитин и гофров с внедрениями шлака на их боковой поверхности.
Предпосылкой послужил опыт ЭШП и, в частности, тот факт, что при достаточной мощности этого процесса на периферии металлической ванны (у стенки кристаллизатора) остается хотя бы небольшой по высоте цилиндрический участок жидкого металла.
Для проведения предварительных опытов по ПЭШО в Институте электросварки была создана установка, состоящая из аппарата А-550 с трансформатором ТШС-3000, водоохлаждаемой изложницы 0310 мм и индукционной плавильной печи емкостью до 50 кг, питаемой от генератора тока частотой 2500 Гц мощностью 100 кВт. Для непосредственного слива металла из индукционной печи в изложницу эта печь наклоняется, и металл поступает в специальный желоб, футерованный огнеупорной массой. Шлаковую ванну наводят и подогревают одним графитовым электродом 0150 мм. Порции металла массой от 10 до 50 кг заливали в изложницу через каждые 30...50 мин.
Проведенные в 1971 году лабораторные опыты и исследования показали, что при соответствующих электрических и шлаковых режимах можно обеспечить хорошее формирование боковой поверхности слитков, осевую направленность их кристаллизации, отсутствие в них каких-либо дефектов.
В 1972 г. Институтом электросварки и Челябинским металлургическим заводом было проведено промышленное опробование способа порционной электрошлаковой отливки слитков.
Опробование проводилось на установке для обычной электрошлаковой отливки, имеющей кристаллизатор сечением 650 мм.
Методом ПЭШО получали слитки весом 5...6 т сталей марок 2X13, ШХ15 и 18Х2Н4ВА.
Следует сказать, что в условиях ЭСПЦ-3 Челябинского металлургического завода, где проводились опыты, не представлялось возможным обеспечить подачу металла достаточно малыми (для данного развеса слитков) порциями и приблизиться к тем небольшим скоростям заполнения изложницы металлом, какие имеют место при переплаве расходуемых электродов.
Каждый слиток весом 5...6 т отливался в четыре приема, т. е. четырьмя порциями весом от 1,0 до 2,0 т каждая. Интервал между подачей порций составлял от одного до полутора часов (порции отбирали от металла 10...12-тонных плавок, выполненных в 10-тонной дуговой электропечи).
В таких условиях средняя скорость отливки слитков колебалась в пределах 1...1,5 т/ч, тогда как при переплаве расходуемых электродов для получения аналогичных по сечению слитков требуются скорости не более 600 кг/ч.
Хотя условия ПЭШО слитков были далеки от желаемых, результаты опытов и исследований полностью подтверждают теоретические предпосылки и свидетельствуют о перспективности способа ПЭШО для получения слитков высокого качества.
Прежде всего следует отметить то, что слитки, полученные методом ПЭШО, отличались хорошей поверхностью. Имевшиеся на границах между порциями плавные и неглубокие (2...3 мм) пережимы не препятствовали прокатке слитков и не вызывали появления в этих местах каких-либо дефектов. Все слитки прокатывались без предварительной подготовки поверхности.

При исследовании продольных макротемплетов, вырезанных из слитков стали 2X13 (рис. 1), никаких дефектов не обнаружено. Металл в литом состоянии, в том числе в осевой зоне, плотный и однородный. Усадочная раковина в головной части практически отсутствует.
Серный отпечаток, снятый с продольного темплета слитка стали 2X13, показал, что в металле нет дефектов ликвационного происхождения (в частности сульфидных шнуров и др.), свойственных обычным слиткам.
Изучение катаного металла также свидетельствует о его высокой плотности и однородности.

В результате ПЭШО содержание серы в металле резко снижается (табл. 1). Металл оказался весьма чистым от неметаллических включений. Исследование стали 18Х2Н4ВА при ступенчатой обточке показало отсутствие в ней волосовин. В табл. 2 представлены результаты металлографической оценки чистоты стали ШХ15, полученной способом ПЭШО. Здесь же для сравнения приведены литературные данные о загрязненности стали IHXl5 обычного производства и обработанной синтетическим шлаком. Как видно из этой таблицы, содержание оксидов и сульфидов в металле ПЭШО весьма незначительно.
Наличие в металле ПЭШО глобулей повышенного балла, очевидно, связано с чрезмерно большой массой заливаемых порций и недостаточно малой скоростью отливки слитков.


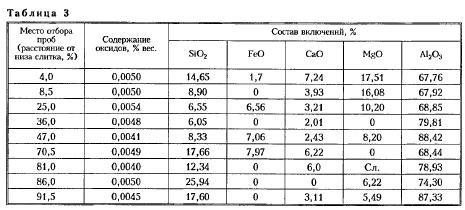
Высокая общая чистота металла ПЭШО подтверждается также данными электролитического выделения включений, приведенными в табл. 3 и на рис. 2. Как следует из рисунка, общее содержание оксидных включений в стали ШХ15 электрошлаковой отливки значительно ниже, чем в этой же стали обычного производства. Следует обратить внимание также на равномерное распределение включений по высоте слитка (табл. 3).
Таким образом, результаты исследований свидетельствуют о том, что при соответствующей отработке технологии процесса ПЭШО можно получать металл весьма высокого качества.
Одним из важнейших достоинств способа ПЭШО является его экономичность, обусловленная использованием жидкого металла и высоким — до 95%-выходом годного (от жидкого металла до катаной или кованой заготовки).
Судя по проведенным опытам, расход электроэнергии при ПЭШО составляет 800...1000 кВт*ч/т. Кроме того, осевая направленность кристаллизации слитка при ПЭШО достигается при сравнительно большой производительности.
Экономичность — далеко не единственное достоинство ПЭШО. Возможность раздельного и независимого управления подводимой электрической мощностью и количеством подаваемого в изложницу металла в процессе ПЭШО позволит при отливке самых крупных слитков обеспечивать необходимые малые скорости наращивания их высоты без ухудшения поверхности и качества металла на периферии.
Весьма ценной является возможность производства методом ПЭШО слитков практически неограниченной массы при наличии одной-двух сталеплавильных печей небольшой емкости, а также возможность получения таких слитков из электростали, вместо мартеновского металла.
В заключение можно сказать, что ПЭШО наиболее перспективна в производстве крупных, в частности кузнечных, слитков для тяжелого машиностроения. Однако этот способ может быть успешно применен и при производстве на металлургических заводах передельных слитков весом 5...10 т.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!