Электронный луч в современной вакуумной металлургии
Получение новых конструкционных материалов, чистых металлов и сплавов с особыми физико-химическими свойствами неразрывно связано с совершенствованием существующих и разработкой новых технологических процессов. Большие возможности заключены в процессах, протекающих при высоких температурах в условиях высокого и сверхвысокого вакуума. Практическая реализация этих процессов требует применения мощных источников нагрева с большой удельной плотностью энергии. Самыми перспективными для осуществления химико-металлургических процессов в указанных условиях являются электронно-лучевые и плазменные («холодная» плазма) источники нагрева в настоящее время и световые источники (квантовые генераторы) в ближайшем будущем.
Основными особенностями электронного луча как источника нагрева следует считать возможность плавного изменения температуры нагреваемого тела в широком диапазоне (от комнатной до 5000...6000 °С), исключительную гибкость, позволяющую создать различные легко регулируемые конфигурации зон нагрева, обеспечение стабильности автоматизации и программирования процесса нагрева, большой к.п.д. электронно-лучевого нагревателя.
Электронно-лучевой источник нагрева в сочетании с высоким вакуумом привел к появлению новой электронно-лучевой технологии в металлургии (электронно-лучевая плавка и рафинирование, выращивание монокристаллов, сварка, напыление, размерная обработка, отжиг и т. д.). Особенно большие перспективы открывает электронный луч в современной вакуумной металлургии. Применение вакуума в металлургии обусловлено возможностью смещения равновесия для реакций и процессов, протекающих с участием газовой фазы и сопровождающихся увеличением числа газовых молекул. При понижении давления могут получать развитие многие реакции, которые при атмосферном давлении не происходят вовсе или имеют тенденцию развития в противоположном направлении. Это относится к реакциям восстановления, раскисления, дегазации, испарения летучих компонентов и т. п. Необходимо отметить, что большинство из них сложные гетерогенные реакции, протекающие на границах двух, иногда трех фаз. Поэтому их суммарная скорость будет зависеть от переноса вещества к поверхности раздела фаз, химических реакций на межфазных поверхностях, удаления продуктов от поверхности раздела, условий теплопередачи и др. С этих позиций становится очевидной необходимость применения хорошо регулируемых источников нагрева, позволяющих в строго контролируемых условиях осуществлять ту или иную реакцию.
Электронно-лучевой нагрев при вакуумной плавке имеет ряд преимуществ по сравнению с другими методами нагрева, в частности индукционным и электродуговым.
Индукционная вакуумная плавка производится в специальном тигле из огнеупорных материалов. Эти материалы ограничивают возможность получения высоких температур и высокого вакуума. Кроме того, многие металлы, в частности тугоплавкие, обладают большой химической активностью и взаимодействуют с материалом тигля. В результате такая плавка не находит широкого распространения для получения особо чистых металлов и сплавов. Разновидностью является плавка во взвешенном состоянии (в поле индуктора), однако, как правило, это лабораторный метод, позволяющий получать незначительные количества металлов.
Более совершенна дуговая вакуумная плавка расходуемого электрода. Затвердевание металла осуществляется в медном водоохлаждаемом кристаллизаторе, не взаимодействующем с жидким металлом. Однако в дуговых вакуумных установках остаточное давление в зоне горения должно быть не ниже десятых долей мм рт. ст. Дальнейшее понижение давления приводит к нарушению стабильности горения дуги и самой плавки. Большая скорость процесса ограничивает длительность пребывания металла в расплавленном состоянии, устраняя возможность значительного перегрева жидкой ванны.
Электронно-лучевая плавка лишена указанных недостатков. При такой плавке кинетическая энергия направленного потока электронов превращается в тепловую при их столкновении с поверхностью металла. Формирование слитка производится по методу непрерывного литья в медном водоохлаждаемом кристаллизаторе. Поверхность жидкой ванны расположена на верхнем уровне кристаллизатора, что создает наиболее выгодные условия для вакуумирования. Нижний предел вакуума над кристаллизатором лимитируется лишь давлением паров самого металла или летучих примесей. Путем изменения энергии электронного потока можно плавно — от нуля до максимально возможной величины — регулировать скорость плавки. Поэтому время выдержки жидкого металла в вакууме и степень его перегрева неограниченны. В качестве переплавляемого материала могут быть использованы брикеты из порошка, стружка, стержни и другие заготовки. Процесс плавки и поверхность жидкого металла в кристаллизаторе доступны для визуального наблюдения и регулирования.
В настоящее время наибольшее распространение получили два типа электронно-лучевых систем для вакуумной плавки: аксиальные электронно-лучевые пушки и радиальные электронно-лучевые нагреватели. Первые разработки аксиальных пушек были осуществлены в ФРГ и ГДР. Радиальные электронно-лучевые нагреватели созданы в Институте электросварки им. Е.О. Патона Академии наук Украины.
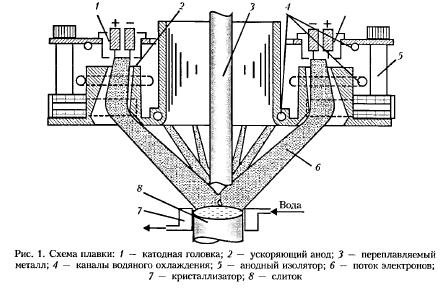
На рис. 1 приведена схема электронно-лучевой плавки при помощи радиального нагревателя. Плоские электронные пучки, формируемые отдельными элементами нагревателя, посредством отклоняющих электромагнитов направлены в кристаллизатор. Пространственное расположение нагревателя и кристаллизатора выполнено таким образом, что одна часть электронных лучей плавит заготовку, а другая — поддерживает жидкую ванну в кристаллизаторе. Пользуясь отклоняющими электромагнитами, можно плавно изменять пространственное расположение электронных лучей. Подача переплавляемой заготовки происходит непрерывно по мере вытягивания слитка.
При данной схеме плавки процесс рафинирования можно с некоторой условностью разделить на четыре стадии.
Первая стадия — это дегазация переплавляемого металла в твердой фазе при нагреве его до температуры плавления. В процессе установившейся плавки определенная часть переплавляемого материала, начиная от оплавленного торца, выдерживается некоторое время при высокой температуре. На этой стадии происходит дегазация металла за счет удаления с поверхности газов, субокислов и летучих металлических примесей. Указанные реакции идут достаточно быстро только в тонком поверхностном слое. Дальнейшее их развитие лимитируется диффузией в твердой фазе. Поэтому даже при самых медленных скоростях подачи заготовки (порядка 10 мм/мин) и ее малых диаметрах (порядка 10 мм) время выдержки недостаточно для объемного рафинирования металла.
Вторая стадия — рафинирование в процессе «капельной» плавки. При оплавлении торца заготовки, формировании капель и стекании их в кристаллизатор происходит ее интенсивная очистка за счет удаления кислорода, водорода, азота в виде простых газовых молекул, CO или соответствующих субокислов. На этой стадии интенсивно испаряются металлические примеси с высокой упругостью пара (цинк, свинец, висмут, марганец и др.).
Третья стадия — рафинирование в кристаллизаторе. Регулируемый перегрев поверхности ванны в сочетании с высоким вакуумом способствует дальнейшему удалению CO, субокислов и примесей с большой упругостью пара. Регулируя степень перегрева поверхности жидкой ванны и время выдержки (скорость вытягивания слитка), можно в значительных пределах управлять скоростью очистки от многих примесей. Следует отметить, что стадии рафинирования изучены крайне недостаточно. Поэтому вакуумная металлургия требует точных экспериментальных исследований с применением масс-спектрометрии, радиоактивных индикаторов, высокотемпературной пирометрии и других методов современного анализа.
Наконец, четвертая стадия связана с направленной кристаллизацией, которая, как известно, не является характерной особенностью затвердевания в вакууме. Однако при электронно-лучевой плавке благодаря регулируемой в широких пределах скорости роста кристаллов и их строгой направленности можно получить дополнительный эффект очистки от ряда примесей. Максимальное разделение примесей в условиях направленной кристаллизации достигается при отсутствии диффузии в твердой фазе и полном перемешивании жидкости. Это легко выполнимо при скорости вытягивания слитка менее 1 мм/мин. Примеси с коэффициентом распределения меньше единицы будут оттесняться фронтом кристаллизации и собираться в жидкой зоне. При направленной кристаллизации жидкая ванна будет обогащаться также различными неметаллическими включениями, всплывающими на поверхность жидкого металла.
Электронно-лучевая плавка как новое направление вакуумной металлургии уже вышла из стадии лабораторных исследований и все более широко используется в промышленности, конкурируя с другими методами вакуумной плавки. Из рациональных областей применения электронно-лучевой плавки внимания заслуживают получение особо чистых металлов и сплавов на их основе, улучшение существующих сплавов. Эти материалы нужны для разных отраслей техники.
Даже на современном этапе электронно-лучевая плавка является наиболее эффективным и экономичным процессом получения чистых ниобия, тантала и многих сплавов на их основе. Известно, что тугоплавкие металлы с объемноцентрированной решеткой очень чувствительны к ничтожным количествам примесей внедрения (кислород, азот, углерод), которые, ухудшая их физико-химические свойства, затрудняют применение этих металлов и сплавов в качестве конструкционных материалов. По табл. 1 можно проследить, как уменьшается содержание кислорода, азота и водорода в ниобии и тантале после плавки, причем одновременно происходит уменьшение других примесей (кремний, железо, титан, алюминий, цинк, свинец и т. д.).

Рафинирование указанных металлов при электронно-лучевой плавке сопровождается более чем двукратным снижением твердости, резким повышением пластичности. Ниобий и тантал становятся весьма технологичными — хорошо обрабатываются и свариваются. Эти особенности сохраняются и в сплавах, полученных электронно-лучевой плавкой чистых металлов с другими компонентами.

Электронно-лучевая плавка является эффективным средством рафинирования и улучшения свойств также и других металлов: вольфрама, молибдена, гафния, циркония, кобальта, никеля, железа, меди. На рис. 2 приведены механические свойства никеля марки H-O после электронно-лучевой и дуговой вакуумной плавки в зависимости от степени деформации. Сопоставление кривых показывает, что электронно-лучевая плавка увеличивает пластичность металла, снижая его твердость. Никель сохраняет относительно высокий уровень пластичности после больших обжатий и хорошо обрабатывается при комнатной температуре.
В результате рафинирования металлов при электроннолучевой плавке меняются и физико-химические свойства. В табл. 2 приведены скорости коррозии (г/м2*час) некоторых металлов до и после плавки. Для никеля марки H-O и йодидного циркония наблюдается более чем двукратное уменьшение скорости коррозии в растворах серной кислоты.
В настоящее время накоплены данные, подтверждающие целесообразность применения электронно-лучевой плавки для улучшения существующих высоколегированных сплавов. Например, в шарикоподшипниковой стали одновременно с понижением уровня нежелательных примесей происходит уменьшение неметаллических включений на 23...70 % по сравнению с исходным состоянием; повышается пластичность плохо деформируемых жаропрочных сталей.
Говоря об электронно-лучевой плавке, нельзя не отметить возможности прямого восстановления и одновременного рафинирования металла. По сообщению некоторых зарубежных фирм, в электронно-лучевой установке можно получить металлический ниобий из окислов, применяя в качестве восстановителей углерод, карбид кремния и алюминий. Этот металл в два раза дешевле ниобия, получаемого обычным способом.
Все сказанное относилось к «простой» электронно-лучевой плавке в вакууме 10в-4...10в-5 мм рт. ст. Степень рафинирования можно увеличить использованием более высокого вакуума, специальных раскисляющих добавок, активного воздействия на жидкую ванну и других факторов. Надо отметить, что электронно-лучевые источники нагрева позволяют получать заготовки сложной конфигурации путем разливки в вакууме.
Главные задачи в этом направлении — исследование металлургических процессов в высоком и сверхвысоком вакууме, совершенствование аппаратуры, разработка новых технологических процессов получения особо чистых металлов и сплавов, улучшение существующих сплавов.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!