Современное состояние и перспективы применения электронно-лучевой плавки для получения чистых металлов и улучшения свойств существующих сплавов
Новым направлением в современной качественной металлургии является применение электронно-лучевых источников нагрева для плавки, рафинирования, разливки в вакууме, выращивания монокристаллов и других технологических процессов. Электронно-лучевой нагрев при вакуумной плавке имеет ряд преимуществ, по сравнению с другими методами нагрева, в частности с индукционным и электродуговым.
Индукционная вакуумная плавка осуществляется в специальном тигле из огнеупорных материалов. Эти материалы ограничивают возможность получения высоких температур и высокого вакуума. Кроме того, многие металлы, в частности тугоплавкие и обладающие большой химической активностью, взаимодействуют с материалом тигля. Поэтому этот метод не обеспечивает получения особо чистых металлов и сплавов на их основе. Разновидностью метода индукционной плавки является плавка во взвешенном состоянии (в поле индуктора). Однако этот метод позволяет получать только незначительные количества металлов.
Более совершенной является дуговая вакуумная плавка расходуемого электрода. Металл при этом затвердевает в медном водоохлаждаемом кристаллизаторе, не взаимодействующем с жидким металлом. Однако в дуговых вакуумных установках остаточное давление в зоне горения дуги должно быть не ниже десятых долей миллиметра ртутного столба. Дальнейшее понижение давления приводит к нарушению стабильности горения дуги и прекращению процесса. Большая скорость плавления ограничивает длительность пребывания металла в расплавленном состоянии, устраняя возможность значительного перегрева жидкой ванны.
Электронно-лучевая плавка лишена указанных недостатков. В электронно-лучевых установках кинетическая энергия направленного потока электронов превращается в тепловую при столкновении электронов с поверхностью металла. Слиток формируется по методу непрерывного литья в медном водоохлаждаемом кристаллизаторе. Поверхность жидкой ванны расположена на верхнем уровне кристаллизатора, что создает наиболее выгодные условия для вакуумирования. Нижний предел вакуума над кристаллизатором лимитируется лишь давлением паров самого металла или летучих примесей. Изменением энергии электронного потока можно плавно от нуля до максимально возможной величины регулировать скорость плавки. Поэтому время выдержки жидкого металла в вакууме и степень его перегрева не ограничены. В качестве переплавляемого материала могут быть использованы брикеты из порошка, стружка, стержни и другие заготовки. Процесс плавки и поверхность жидкого металла в кристаллизаторе доступны для визуального наблюдения и регулирования.
В настоящее время наибольшее распространение получили два типа электронно-лучевых систем для вакуумной плавки: аксиальные электронно-лучевые пушки и радиальные электронно-лучевые нагреватели. Первые разработки аксиальных пушек были осуществлены в ГДР и ФРГ. Радиальные электронно-лучевые нагреватели созданы в Советском Союзе (Институт электросварки им. Е.О. Патона АН Украины). На рис. 1 показана схема плавки одной аксиальной пушкой. Электронный пучок, формируемый электромагнитными линзами, направлен по оси пушки.
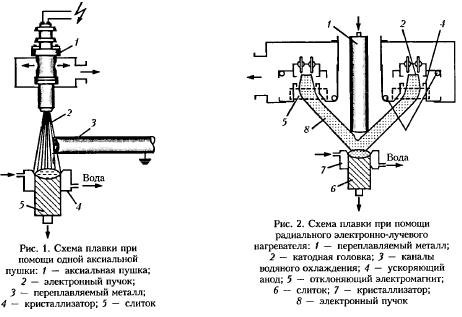
Электронный луч плавит компактную заготовку и одновременно поддерживает жидкую ванну в кристаллизаторе.
На рис. 2 приведена схема электронно-лучевой плавки при помощи радиального нагревателя. Плоские электронные лучи, формируемые отдельными элементами нагревателя, при помощи отклоняющих электромагнитов направлены в кристаллизатор. Пространственное расположение нагревателя и кристаллизатора выполнено так, что одна часть электронных лучей плавит заготовку, а другая поддерживает жидкую ванну в кристаллизаторе. При помощи отклоняющих электромагнитов можно плавно изменять пространственное расположение электронных лучей. Подача заготовки осуществляется непрерывно по мере вытягивания слитка.
При осуществлении плавки по указанным схемам процесс рафинирования можно (с некоторой условностью) разделить на четыре стадии:
1. Дегазация переплавляемого металла в твердой фазе при нагреве его до температуры плавления. В процессе установившейся плавки определенная часть переплавляемого материала, начиная от оплавленного торца, выдерживается некоторое время при высокой температуре. На этой стадии происходит дегазация металла за счет удаления с поверхности газов, субокислов и летучих металлических примесей. Указанные реакции идут быстро только в тонком поверхностном слое. Дальнейшее их развитие лимитируется диффузией в твердой фазе. Поэтому даже при самых медленных скоростях подачи переплавляемой заготовки (порядка 10 мм/мин) и ее малых диаметрах (порядка 10 мм) время выдержки недостаточно для объемного рафинирования металла.
2. Рафинирование в процессе «капельной» плавки. При оплавлении торца переплавляемой заготовки, формировании капель и стекании капель в кристаллизатор происходит интенсивная очистка за счет удаления кислорода, водорода, азота в виде простых газовых молекул или соответствующих субокислов. На этой стадии происходит интенсивное испарение металлических примесей с высокой упругостью пара (цинк, свинец, висмут, марганец и др.).
3. Дальнейшее рафинирование происходит в кристаллизаторе. Регулируемый перегрев поверхности ванны в сочетании с высоким вакуумом способствует дальнейшему удалению газов, субокислов и примесей с высокой упругостью пара. Регулируя степень перегрева поверхности жидкой ванны и время выдержки (скорость вытягивания слитка), можно в значительных пределах управлять скоростью очистки от многих примесей. Указанные стадии рафинирования изучены недостаточно, некоторые реакции только качественно, о существовании других приходится лишь предполагать. Поэтому дальнейшее развитие вакуумной металлургии требует точных экспериментальных исследований с применением масс-спектрометрии, радиоактивных индикаторов высокотемпературной пирометрии и других методов современного анализа.
4. Наконец, четвертая стадия связана с направленной кристаллизацией, которая не является специфичной для затвердения в вакууме. Однако в условиях электронно-лучевой плавки, благодаря регулируемой в широких пределах скорости роста кристаллов и их строгой направленности, можно получить дополнительный эффект очистки ряда примесей. Максимальное разделение примесей при направленной кристаллизации достигается при отсутствии диффузии в твердой фазе и полном перемешивании жидкости. Эти условия легко выполнимы при электронно-лучевой плавке, когда скорость вытягивания слитка не превышает 1,0 мм/мин. Примеси с коэффициентом распределения меньше единицы будут оттесняться фронтом кристаллизации и концентрироваться в жидкой зоне. При направленной кристаллизации жидкая ванна будет обогащаться также различными неметаллическими включениями, всплывающими на поверхность жидкого металла.
Отечественные исследователи и конструкторы разработали несколько типов электронно-лучевых установок для плавки металлов мощностью от 100 до 400 кВт. Оснащение предприятий качественной металлургии для электронно-лучевой плавки осуществляется как отечественными установками, так и установками, закупленными в ГДР и Японии.

Результаты лабораторных исследований, опытно-промышленной проверки и промышленного применения электронно-лучевой плавки демонстрируют большую эффективность этого метода вакуумной плавки для получения чистых металлов, улучшения существующих и получения новых сплавов. Накопленный в настоящее время экспериментальный материал свидетельствует о целесообразности применения электронно-лучевой плавки для рафинирования и улучшения свойств ниобия, тантала, молибдена, циркония, никеля, меди, железа и сплавов на их основе. Ниже приведены примеры исследований рафинирующего действия электроннолучевой плавки, выполненных в Институте электросварки им. Е.О. Патона АН Украины.
Ниобий и тантал. Эти металлы легко рафинируются при электроннолучевой плавке от газов и летучих примесей.
На полноту процессов рафинирования при электронно-лучевой плавке ниобия и тантала большое влияние оказывают скорость плавки (время пребывания в расплавленном состоянии) и степень перегрева выше температуры плавления. Влияние указанных параметров плавки на степень рафинирования четко обнаруживается при измерении твердости слитков. При оптимальных режимах электронно-лучевой плавки содержание вредных примесей в ниобии и тантале в результате двойного переплава неспеченных брикетов из порошка снижается до тысячных и десятитысячных долей процента (табл. 1).

Рафинирование указанных металлов при электронно-лучевой плавке сопровождается резким снижением твердости и повышением пластичности. Ниобий и тантал высокой степени чистоты весьма технологичны: легко деформируются на холоде и хорошо свариваются. Эти особенности сохраняются и в сплавах на их основе, полученных электронно-лучевой плавкой чистых металлов с другими компонентами.
Железо. Установлено, что при электронно-лучевой плавке Армко-железа снижается содержание кислорода, азота, водорода, марганца и серы (табл. 2). Содержание углерода, кремния и фосфора практически не изменяется.
Применение специальной технологии электронно-лучевой плавки Армко-железа позволяет также снизить содержание углерода и кремния до значений 0,002 % С и 0,03 % Si.

Никель. При электронно-лучевой плавке никеля происходит эффективное удаление газов и ряда других примесей. Характерно, что при скоростях вытягивания слитка до 6 мм/мин не обнаружено существенных различий по чистоте и свойствам слитков. Сравнение степени чистоты никеля электронно-лучевой, вакуумно-дуговой и индукционной плавки приведено в табл. 3. Высокий вакуум, капельный перенос и перегрев поверхности металлической ванны при электронно-лучевой плавке создают благоприятные условия для практически полного удаления таких примесей как Zn, Mn, Pb, Bi и др. Плотность никеля электронно-лучевой плавки составляет 8,92...8,94 г/см3. Слитки электронно-лучевого никеля обладают высокой пластичностью и легко деформируются при комнатных температурах. На рис. 3 представлена зависимость механических свойств электронно-лучевого никеля в сравнении с никелем вакуумно-дуговой плавки. Из сопоставления свойств следует, что при практически одинаковой прочности относительное удлинение никеля электронно-лучевой плавки при больших степенях деформации в 4-5 раз выше по сравнению с никелем вакуумно-дуговой плавки.

При электронно-лучевой плавке к исходным заготовкам не предъявляются специальные требования по чистоте. Слитки высокой степени чистоты получают как при плавке катодов марки HO, так и катодов марки HI и HII. Высокая эффективность электронно-лучевой плавки обнаруживается при плавке сплавов на основе никеля: никель-вольфрам, никель-цирконий, ковар и нержавеющих сталей.
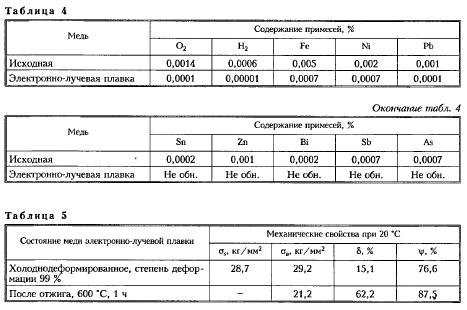
Медь. Получение вакуумплотной меди с минимальным содержанием растворенных газов и летучих примесей успешно решается при помощи электронно-лучевой плавки. Следует отметить, однако, что электроннолучевая плавка меди без применения раскислителей является малоэффективной. Лишь специальные методы раскисления, разработанные в Институте электросварки им. Е.О. Патона, позволяли получить медь с минимальным содержанием газов и других вредных примесей (табл. 4). Электронно-лучевые слитки меди имеют гладкую блестящую поверхность. Отсутствуют усадочные раковины и микропоры. Плотность электронно-лучевой меди в литом состоянии составляет 8,940...8,942 г/см3. Медь электронно-лучевой плавки легко деформируется при комнатной температуре, что исключает загрязнение ее в процессе изготовления полуфабрикатов (листов, лент, фольги, прутков, труб). Механические свойства электронно-лучевой меди в деформированном и отожженном состоянии приведены в табл. 5. Для плавки высококачественных слитков меди не требуется применение высокочистых исходных материалов (катодов MO и катодов двойной рафинировки). Наиболее пригодными для электронно-лучевой плавки меди являются катоды MI.
Сталь марки ШХ-15. Электронно-лучевая плавка снижает содержание газов, вредных примесей, неметаллических включений и обеспечивает получение металла, удовлетворяющего наиболее жестким техническим условиям на шарикоподшипниковую сталь.
В табл. 6 представлен химический состав и содержание газов стали до и после электронно-дуговой плавки.
Несмотря на практически полное удаление марганца при электронно-лучевой плавке, прокаливаемость находится в обычных пределах. Структурная полосчатость металла составляет 1,0...2,5 балла шкалы ГОСТ 801-60. Карбидная ликвация отсутствует.
Результаты металлографического контроля чистоты стали электронно-лучевой плавки по неметаллическим включениям для десяти образцов приведены в табл. 7.

В металле полностью отсутствуют оксидные и силикатные включения. Металл электронно-лучевой плавки имеет небольшую загрязненность сульфидными включениями. В основном сталь загрязнена мелкими нитридными включениями. Высокая упругость диссоциации нитридов титана и циркония затрудняет удаление точечных включений при электронно-лучевой плавке. Увеличение степени чистоты по точечным включениям следует проводить путем выбора исходных материалов, не загрязненных титаном и цирконием.

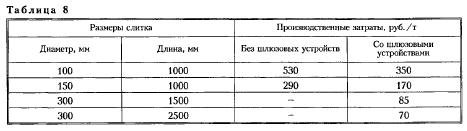
Электронно-лучевая плавка — довольно экономичный процесс. Даже на современной стадии своего развития она способна конкурировать с дуговой и индукционно-вакуумной плавками. Удельные затраты (на 1 кг металла) зависят от величины слитка и конструктивных особенностей плавильных установок. Применение специальных вакуумных шлюзовых устройств, позволяющих осуществлять независимое от плавильного пространства остывание слитка, значительно увеличивает производительность установок, снижая тем самым производственные затраты.
В табл. 8 даны основные производственные затраты (на 1 т) металла (меди, никеля, железа и их сплавов) в зависимости от размеров слитка и способа его остывания.
Рассматривая электронно-лучевую плавку, нельзя не отметить возможности прямого восстановления и одновременного рафинирования полученного металла. По сообщению некоторых зарубежных фирм, в электронно-лучевой установке можно получить металлический ниобий из окислов, применяя в качестве восстановителей углерод и алюминий. Этот металл в два раза дешевле по сравнению с ниобием, получаемым обычным способом.
Степень рафинирования при электронно-лучевой плавке может быть повышена в результате применения более высокого вакуума, специальных раскисляющих добавок и других факторов.
Приведенные выше данные убеждают, что электронно-лучевая плавка уже на данном этапе имеет самостоятельное значение и по мере совершенствования аппаратуры, технологии и увеличения производительности плавильных агрегатов займет одно из ведущих мест в современной качественной металлургии.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!