Получение слитков способом переплава расходуемого плазмотрона в промышленных печах
В последние годы в ИЭС им. Е.О. Патона в лабораторных условиях был опробован новый способ плазменнодугового рафинирующего переплава — переплав расходуемого плазмотрона (ПРП). Выполненные лабораторные исследования показали, что указанный способ обладает многими достоинствами общепризнанного способа ПДП, но в то же время выгодно отличается пониженным расходом электроэнергии и плазмообразующего газа и, кроме того, не требует сложного оборудования.
ИЭС им. Е.О. Патона совместно с заводом «Днепроспецсталь» разработали конструкцию печи для переплава расходуемого плазмотрона. Предложенная конструкция позволяет использовать обычную вакуумную дуговую печь с незначительными переделками. В пятом сталеплавильном цехе завода «Днепроспецсталь» была осуществлена реконструкция промышленной вакуумной дуговой печи ДСВ-3,2. Схема реконструкции, общий вид печи и газового пульта показаны на рис. 1, 2 и 3. Реконструкция включала в себя замену двух узлов печи. Вместо штока механизма подачи заготовки был установлен полый шток 4 с флюсобункером 3 в верхней части и механизмом 6 герметичного крепления полой заготовки в нижней части. Поскольку новый шток был выполнен того же диаметра, что и старый, то использовалось имеющееся уплотнение. Вместо взрывного клапана были установлены фильтр и устройство 8 для сброса газа из печи. Кроме этого, печь была оборудована газовым пультом 2 для регулирования расхода и состава плазмообразующего газа.

Описываемая печь позволяет выплавлять слитки весом до 1000 кг. Она питается постоянным током от стандартного выпрямительного агрегата АВП-2213/6.
На печи была проведена серия плавок в кристаллизаторе диаметром 320 мм. Для плавок использовались полые электроды стали 18Х2Н4ВА с наружным диаметром 260 мм, внутренним 85 мм и длиной 2500...3000 мм. Эти электроды были отлиты в волнистый кристаллизатор на машине полунепрерывного литья полых стальных заготовок МПНЛС-270 во ВНИИМЕТМАШе.
Перед плавкой наружная поверхность электродов зачищалась. Диаметр обработанного электрода составлял 250...255 мм. Переплав вели в аргоне при давлении в камере 1,0...1,1 ата. Расход аргона в среднем составлял 10 м3/т. Режимы и некоторые технологические параметры плавок приведены в таблице.
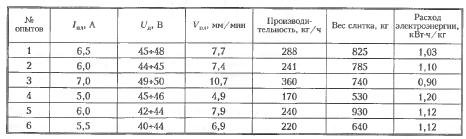
Из таблицы видно, что, изменяя ток плавки, можно в широких пределах менять скорость наплавления слитка. При этом удельный расход электроэнергии с повышением производительности процесса снижается.
Перед плавкой камеру печи вакуумировали и начинали процесс при давлении ~0,1 мм рт. ст., а затем после наведения ванны жидкого металла плавильную камеру печи заполняли аргоном до атмосферного давления. Газ подавали через электрод и через натекатель в корпусе печи одновременно. Расход аргона, подаваемого в полость электрода, составлял 25...30 л/мин.
По мере наполнения печи аргоном происходило повышение напряжения на дуге до рабочего значения, которое примерно вдвое выше, чем при ВДП.


В процессе всех плавок боковые разряды отсутствовали, несмотря на то, что зазор между стенкой кристаллизатора и электродом составлял, в отличие от вакуумно-дугового процесса, лишь -30 мм. Плазменный факел практически не выходил из-под торца электрода. При этом торец был почти плоским и гладким с небольшим коническим углублением в районе отверстия. Перенос металла осуществляется каплями с поверхности всего торца; одновременно существуют пять-семь центров каплеобразования (рис. 4).
При переплаве полого электрода в вакууме форма торца электрода иная. В этом случае значительно оплавляется кромка торца электрода.


На рис. 5 представлены вольт-амперные характеристики разряда при переплаве расходуемого плазмотрона и вакуумном дуговом переплаве. Из рисунка видно, что при ПРП крутизна вольт-амперных характеристик значительно больше, чем при ВДП, и соответственно больше градиент падения напряжения в столбе дуги. При ПРП он составляет примерно 1 В/мм, а при ВДП 0,15 В/мм.
Металл слитков, полученных переплавом расходуемого плазмотрона, имеет плотную структуру без дефектов. Первичная структура слитка (0320 мм) ПРП стали 18Х2Н4ВА показана на рис. 6.


Выплавленные слитки имеют хорошую наружную поверхность (рис. 7). Изменение химического состава в поверхностном слое слитка ПРП, в отличие от слитка вакуумно-дугового переплава, не наблюдается. Слитки могут прокатываться или коваться без обдирки.
Промышленное опробование способа ПРП с использованием вакуумных дуговых
печей дает основание утверждать, что этот способ является весьма перспективным для выплавки крупнотоннажных слитков ряда сталей и сплавов, которые затруднительно или невозможно переплавлять методом ВДП, например сталей, легированных марганцем. При этом упрощается обслуживание печи (не нужны бустерные насосы) и повышается выход годного металла.
Большой интерес могут представить переплав расходуемого плазмотрона с подачей шлака на зеркало ванны, а также легирование металла азотом из газовой фазы. При этом процесс переплава становится еще более экономичным, так как газообразный азот дешевле аргона и отпадает необходимость использовать при выплавке заготовки азотированные ферросплавы.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!