Индукционный переплав в секционном кристаллизаторе (ИПСК)
Необходимость коренного улучшения качества сталей и сплавов обусловила появление и развитие принципиально новых методов производства слитков, основанных на переплаве в охлаждаемой изложнице (кристаллизаторе) заготовок из металла конечного (марочного) состава.
В настоящее время в специальной электрометаллургии применяются следующие виды вторичного переплава металла: электрошлаковый (ЭШП), вакуумно-дуговой (ВДП), электроннолучевой (ЭЛП) и плазменнодуговой (ПДП).
Важнейшим достоинством всех этих процессов является обеспечение последовательной, вертикально направленной кристаллизации слитка. Благодаря этому подавляется развитие в нем дефектов, связанных с усадкой и зональной ликвацией.
Переплавные процессы нашли широкое применение в производстве высококачественных конструкционных, шарикоподшипниковых, нержавеющих и жаропрочных сталей и сплавов, прецизионных сплавов, а также тугоплавких металлов и сплавов на их основе.
Вместе с тем, существуют металлические материалы, которые не могут быть улучшены перечисленными выше способами. К таким материалам относятся: высокореакционные и сравнительно легкоплавкие металлы и сплавы на их основе; сплавы, легированные элементами с высокой упругостью пара; сплавы с весьма широким интервалом кристаллизации.
Переплав в вакууме (ВДП и ЭЛП) сопровождается значительной потерей легирующих элементов, даже таких как хром и марганец, имеющих невысокую упругость пара по сравнению, например, с магнием. Так, при ВДП потери хрома и марганца составляют 4...6 и 7...9 % соответственно, а при ЭЛП (в связи с более глубоким вакуумом и большим локальным перегревом металла) они достигают 30 и 70 %.
При ЭШП возможны потери высокореакционных и легкоиспаряющихся элементов как в результате взаимодействия со шлаком и атмосферой в кристаллизаторе (при отсутствии герметичной камеры с инертной средой), так и вследствие перегрева металла.
ПДП позволяет вести процесс в контролируемой атмосфере и при повышенном давлении, однако значительный локальный перегрев металла, связанный с высокой температурой плазмы, также ведет к потерям легкоиспаряющихся элементов.
Для сравнительно легкоплавких металлов и сплавов, а также сплавов с широким интервалом кристаллизации более приемлемы процессы переплава с независимыми источниками нагрева. Они позволяют вести переплав на малых скоростях наплавления слитка, необходимых для получения его высокой физической и химической однородности. Такими процессами, в отличие от ВДП и ЭШП, являются ЭЛП и ПДП. Однако, как указывалось выше, и ЭЛП, и ПДП сопряжены с большими потерями элементов с высокой упругостью пара (легкоплавкие металлы, как правило, принадлежат к таким элементам).
Таким образом, для рассматриваемой группы металлических материалов наиболее пригодным оказался бы процесс переплава с независимым и стерильным источником нагрева, позволяющим регулировать температуру перегрева металла в широком диапазоне (вплоть до самых низких его значений) и создавать над металлической ванной любую среду при любом давлении.
Этим требованиям, на наш взгляд, должен отвечать процесс переплава, основанный на индукционном нагреве.
Индукционный нагрев нашел чрезвычайно широкое промышленное применение для осуществления разнообразных технологических процессов (плавки, термообработки, сварки и т. д.).
В электрометаллургии на протяжении нескольких десятилетий успешно применяются индукционные печи, часовая производительность которых составляет от нескольких килограммов до нескольких десятков тонн. В настоящее время в индукционных печах выплавляются почти все металлы и сплавы за исключением особо тугоплавких металлов и сплавов на их основе.
Столь широкое применение индукционных печей для выплавки металлов и сплавов обусловлено рядом преимуществ индукционного нагрева по сравнению с другими видами электронагрева, а именно: чистотой источника нагрева; хорошим перемешиванием жидкого металла в процессе плавки, обеспечивающим однородность химического состава в объеме ванны; возможностью поддержания температуры ванны в строго заданном интервале; низким удельным расходом электроэнергии.
Однако серьезным недостатком существующих плавильных индукционных печей является загрязнение жидкого металла в процессе плавки в результате взаимодействия его с тиглем из огнеупорного материала.
На протяжении многих лет предпринимались попытки усовершенствовать индукционные печи с тем, чтобы использовать их для производства высокореакционных металлов и сплавов. Впервые в 20-х годах фирмой «Сименс Гальске» была разработана конструкция индукционной печи с охлаждаемым тиглем из электропроводного металла. Для передачи энергии от индуктора к расплаву было предложено стенку охлаждаемого тигля выполнять в виде отдельных охлаждаемых секций, электрически изолированных друг от друга. Готовый металл из холодного тигля сливали в изложницы или формы, где и происходила его кристаллизация. Полученные слитки имели дефекты усадочного и ликвационного происхождения, характерные для обычных методов литья. Качество металла и его служебные характеристики не улучшались. Поэтому данный метод промышленного применения не нашел.

Более совершенная схема (рис. 1) индукционной плавки была предложена в 50-е годы. Расходуемая металлическая заготовка оплавляется в индукторе, установленном над кристаллизатором. Капли жидкого металла с торца заготовки падают в кристаллизатор. Однако, как отмечают авторы, им не удалось получить на опытной установке плотный однородный слиток из-за того, что обогрев металла в кристаллизаторе был недостаточен. Капли металла в кристаллизаторе не образовывали жидкую ванну, а сваривались между собой в твердом состоянии.
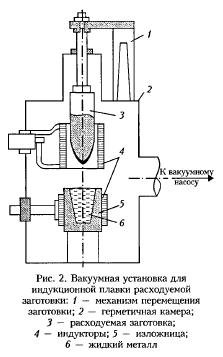
Несколько позднее было предложено устройство (рис. 2) для бестигельной индукционной плавки в вакууме. Отличительной особенностью этого устройства является то, что оно имеет два индуктора, установленных один над другим в вакуумной камере. Верхний индуктор питается током повышенной частоты и служит для оплавления расходуемой металлической заготовки, подаваемой сверху. Нижний индуктор питается током промышленной частоты. В этот индуктор устанавливается форма, в которую производится слив жидкого металла с расходуемой заготовки по мере ее оплавления. При помощи электромагнитного поля, создаваемого нижним индуктором, производится перемешивание жидкого металла в форме. Это позволяет, не перегревая металл, получать плотные слитки с мелкозернистой структурой. Однако этот способ индукционной плавки не нашел промышленного применения из-за сложности плавильного оборудования и низкой производительности.

В работах описан так называемый индукционно-шлаковый переплав титанового скрапа и губки. В секционный охлаждаемый кристамлизатор диаметром 100 мм (рис. 3), установленный в герметичной камере, производится порционная загрузка скрапа или губки при помощи дозирующих устройств. Одновременно в кристаллизатор подается небольшое количество флюса. В качестве флюса используется фтористый кальций, который, нагреваясь от контакта с металлом, расплавляется и образует на стенке тигля тонкую корочку. Эта шлаковая корочка предотвращает электрическое замыкание между отдельными секциями кристаллизатора. В процессе плавки слиток вытягивается из тигля вниз. Переплав титанового скрапа осуществляется в атмосфере гелия.
Существенными недостаткам описанной схемы индукционного переплава являются образование дефектов на поверхности формируемого слитка вследствие перемещения его относительно стенки кристаллизатора, а также опасность перемыкания секций жидким металлом (при разрыве шлаковой корочки).
При переплаве сплавов, имеющих широкий интервал кристаллизации, с вытягиванием слитка из кристаллизатора возможны даже обрывы слитка по всему его сечению. Следует также указать на сложность оборудования, необходимого для осуществления этой схемы (вакуум-камера, механизм вытягивания слитка).
Плавка в секционных охлаждаемых кристаллизаторах успешно применяется для зонной очистки реакционных металлов. В работе описаны установка (рис. 4) и способ вертикальной зонной очистки в секционном охлаждаемом кристаллизаторе, сущность которого заключается в следующем: в бункер 1 загружается кусковая шихта 2 и производится герметизация и вакуумирование установки, после чего рабочий объем заполняется инертным газом до давления 1,2 атм. Секционный кристаллизатор 3 устанавливают в такое положение, чтобы затравка 6 была на уровне нижнего витка индуктора 4, в затравку из бункера подают кусковую шихту и включают генератор, питающий индуктор.
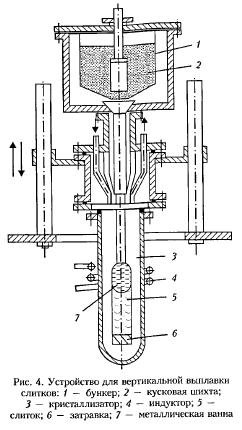
По мере поступления шихты она расплавляется и образуется ванна жидкого металла 7, в которую по ходу плавки поступают кусочки шихты. По мере подъема уровня жидкого металла в кристаллизаторе последний опускают вниз относительно индуктора. Отмечается, что на установке были выплавлены качественные слитки 0 20...35 мм и длиной до 200 мм из титана, ванадия, хрома, марганца.
Для выплавки слитков 0 100 мм и более описанная схема плавки не приемлема ввиду того, что не позволяет перераспределять мощность, вкладываемую в плавление расходуемой заготовки и обогрев ванны жидкого металла, поскольку плавка осуществляется одним индуктором. Это затрудняет управление процессами плавления и кристаллизации металла, что отрицательно сказывается при выплавке слитков большого сечения.
В Институте электросварки им. Е.О. Патона АН Украины проводились работы по улучшению качества слитков путем воздействия переменным электромагнитным полем на кристаллизующийся металл, который заливают вместе с жидким шлаком в охлаждаемую металлическую изложницу. Переменное магнитное поле создавали при помощи индуктора, установленного снаружи изложницы, «прозрачной» для этого поля. При воздействии электромагнитного поля на кристаллизующийся металл достигается уменьшение головной и донной обрези при одновременном рафинировании металла и улучшении его структуры.
Однако такая технология обработки металла нам представляется недостаточно рациональной, поскольку плавка металла и формирование слитка происходят в двух отдельных агрегатах.
Учитывая имеющийся опыт и недостатки существующих схем, в Институте электросварки им. Е.О. Патона был разработан индукционный переплав в секционном кристаллизаторе (ИПСК).
Отличительной особенностью этого способа является формирование слитка путем заполнения достаточно высокого кристаллизатора аналогично тому, как это имеет место в подавляющем большинстве промышленных печей ЭШП и ВДП. При этом кристаллизатор одновременно является и камерой, благодаря чему значительно упрощается оборудование.

Принципиальная схема индукционного переплава в секционном кристаллизаторе показана на рис. 5. Расходуемая заготовка 1 закрепляется в секционном кристаллизаторе 2 и при помощи индуктора 3 создается высокочастотное электромагнитное поле. В верхней области 4 электромагнитного поля производится оплавление расходуемой заготовки, а нижняя область 5 этого же поля служит для подогрева металлической ванны 6. По мере оплавления расходуемой заготовки ее опускают вниз. В то же время по мере наплавления слитка 7 индуктор перемещают вдоль кристаллизатора вверх. При этом скорость перемещения индуктора соответствует линейной скорости наплавления слитка.
Преимущество этого метода перед описанным выше состоит в том, что он позволяет осуществлять переплав расходуемой заготовки не только путем капельного переноса металла в кристаллизатор, но и путем погружения ее нижнего конца в металлическую ванну. При этом уменьшается излучающая поверхность металла, что позволяет снизить тепловые потери, практически исключить перегрев жидкого металла, уменьшить потери металла за счет снижения его испарения, повысить КПД процесса, так как при погружении расходуемой заготовки в ванну ее плавление осуществляется как за счет индукционного нагрева самой заготовки, так и за счет теплопередачи от ванны.
На рис. 6 показана лабораторная установка, предназначенная для индукционного переплава металлов и сплавов в секционном кристаллизаторе, которая создана и работает в Институте электросварки им. Е.О. Патона. Установка оснащена кристаллизатором 0 106 мм, состоящим из 32 изолированных друг от друга секций. Секции собраны на текстолитовых фланцах и имеют автономное охлаждение.
Снизу кристаллизатор герметично закрыт поддоном, а сверху — крышкой с механизмом перемещения расходуемой заготовки. Установка позволяет производить переплав как заготовки, так и кусковой шихты. В последнем случае на верхнем фланце кристаллизатора, как это видно из рис. 6, закрепляется бункер с шихтой.

Поскольку плавильное пространство герметизировано, можно производить плавки в контролируемой атмосфере в условиях повышенного нормального или пониженного давления.
В качестве источника питания используется высокочастотный ламповый генератор серийного производства типа ЛЗ-107. Номинальная мощность генератора 100 кВт. Частота тока, питающего индуктор установки, 66 кГц.
На этой установке проведено несколько серий опытных плавок, в процессе которых отработана техника индукционного переплава в секционном кристаллизаторе, а также опробованы различные технологические варианты переплава. Выплавлены слитки из алюминия, сплава алюминий-магний, электролитического марганца, хрома и титана. Для выплавки этих слитков были использованы различные виды шихты: расходуемые заготовки, кусковая шихта и мелкая шихта в виде чешуек. Переплав титановой губки, а также чешуйчатого хрома и марганца производился с использованием флюса. Переплав расходуемых заготовок из алюминиевомагниевого сплава осуществляли по двум вариантам: в режиме капельного переноса металла с оплавляемого торца заготовки и в режиме частичного погружения заготовки в металлическую ванну.
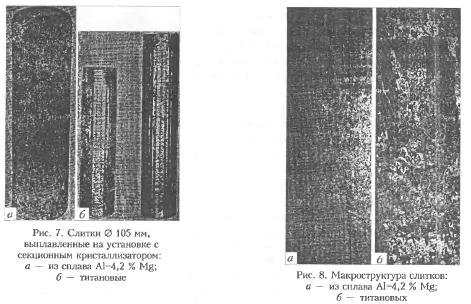
Выплавленные на лабораторной установке слитки из алюминиевого сплава и титана имеют хорошее качество поверхности (рис. 7). Для макроструктуры этих слитков характерна направленная снизу вверх ориентация кристаллов (рис. 8).
Последовательное вертикальное наплавление слитков в процессе ИПСК позволяет исключить образование усадочной пористости и раковины в головной части слитка.
При переплаве алюминиевого сплава, содержащего до 4,2 % Mg, потерь этого элемента не обнаружено, что обусловлено малым перегревом жидкого металла.
При индукционном переплаве в секционном кристаллизаторе на лабораторной установке удельный расход электроэнергии в зависимости от переплавляемого материала составлял 2,5...4,6 кВт*ч/кг. Этот показатель в дальнейшем может быть значительно улучшен в результате совершенствования технологии переплава и плавильного оборудования, а также увеличения сечения и массы выплавляемых слитков.
Весовую скорость при переплаве расходуемых заготовок из алюминиевого сплава изменяли от 0,30 до 0,85 кг/мин путем изменения скорости перемещения индуктора относительно кристаллизатора при общей мощности плавки 90...94 кВт, т. е. была установлена возможность широкого варьирования скорости плавки при неизменной подводимой мощности.
Выводы
1. Индукционный переплав в секционном кристаллизаторе (ИПСК) является перспективным способом производства высококачественных слитков высокореакционных и легкоплавких металлов и сплавов, сплавов с широким интервалом кристаллизации и сплавов, легированных легкоиспаряющимися элементами.
2. Разработанная в ИЭС им. Е.О. Патона схема ИПСК с заполнением кристаллизатора-камеры позволяет создать сравнительно простое оборудование, пригодное для переплава как заготовок, так и кусковой шихты.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!