Влияние модифицирования и прочих методов обработки чугуна в жидком состоянии и в процессе кристаллизации
Все существующие в настоящее время методы обработки жидкого чугуна (в том числе и вышеизложенные тепловые) имеют целью, как уже указывалось, либо воздействовать на степень графитизации, размеры и распределение графита путем изменения числа зародышей (в зависимости от характера этих изменений модифицирование этого типа может быть графитизирующим или стабилизирующим), либо влиять на форму графита путем изменения условий роста его включений (рис. 103).

В качестве графитизирующих модификаторов первого типа применяются ферросилиций, силикокальций, графит, алюминий, всякого рода сложные композиции, например Si—Mn—Zr, Si—Мn—Al—Ca—Ba и др. Однако практически наибольшее применение имеет 75-процентный ферросилиций, эффективность которого на сером чугуне особенно возрастает при содержании около 0,7% Ca и 1,4% Al. На эффективность же ферросилиция при модифицировании высокопрочного чугуна (вместе с магнием и церием или после их присадки с целью устранения отбела) наличие Al и Ca не оказывает влияния. В отношении других модификаторов также наблюдается некоторая разница в поведении разных чугунов. Так, например, графит оказывает благоприятное действие только на серый чугун; силикокальций же хорошо проявляет себя как на сером, так и на высокопрочном чугуне. Эти факты, как и то обстоятельство, что наибольшая эффективность получается при сложных модификаторах, например Si—Al—Ca или Si—Mn—Al—Ca—Ba в то время как каждая из их составных частей (элементов) в отдельности может и не оказать заметного влияния, свидетельствуют о сложности процесса модифицирования.

Общий характер влияния графитизирующих модификаторов на серый чугун иллюстрируется рис. 59, 103 и 104. Как видно из этих данных, графитизирующее модифицирование увеличивает степень графитизации и измельчает эвтектическое зерно, что является естественным результатом увеличения количества зародышей графита. Вследствие этого уменьшается переохлаждение и подавляется тенденция к междендритной ориентации графита. Все это проявляется тем интенсивнее, чем меньше склонность чугуна к графитизации, чем меньше в нем потенциальных зародышей и, в частности, чем меньше его эвтектичность. При этом интересно отметить (рис. 59), что с увеличением углеродного эквивалента количество эвтектических зерен в немодифицированном чугуне увеличивается (вследствие увеличения флуктуации и уменьшения переохлаждения), а в модифицированном — уменьшается (вследствие уменьшения эффективности модифицирования), так что в эвтектическом и заэвтектическом чугунах влияние модифицирования практически ничтожно. По той же причине модифицирование мало эффективно в условиях медленного охлаждения, малого перегрева, малого количества стали в шихте и вообще во всех условиях малого переохлаждения.

Хотя общее влияние модификаторов в сером чугуне возрастает с увеличением их количества, удельная эффективность понижается (рис. 105), и тем интенсивнее, чем меньше углеродный эквивалент чугуна. Характерным для модифицирования этого типа является также укрупнение выделений графита, несмотря на измельчение эвтектического зерна (рис. 104). Однако следует иметь в виду, что это является следствием перехода от междендритного графита к равномерно распределенному неориентированному и вовсе не указывает, что графит в модифицированном чугуне крупнее, чем в обычном. В действительности модифицированные чугуны характеризуются наличием более мелкого графита, так как более интенсивное влияние кремния, как модификатора, по сравнению с легированием, дает возможность применять чугун с меньшей эвтектичностью. Более высокое графитизирующее действие кремния или другого модификатора при присадке в ковш по сравнению с присадкой в шихту или в печь является отличительной особенностью модифицирования по сравнению с легированием. Это дает возможность разграничить двоякое действие модификаторов. И действительно, как видно из рис. 106, кремний в отбеленном чугуне повышает графитизацию и как модификатор, и как легирующий элемент. С другой стороны, влияние алюминия, представленное на рис. 87, иллюстрирует одинаковое действие его при присадке в ковш и в печь, и это свидетельствует о том, что алюминии в сером чугуне — слабый модификатор. Указанное подтверждается также тем, что он не устраняет образования междендритного графита, а скорее даже способствует ему (рис. 103), хотя в этом отношении имеются и противоположные мнения. Таково же влияние металлического кремния или бедного алюминием и кальцием ферросилиция. Графитизирующее же влияние ферросилиция с содержанием около 0,7% Ca и 1,4% Al проявляется более сильно и является следствием не только легирования, но и процесса модифицирования. Это видно, например, из того, что кремний, который как легирующий элемент мало влияет на количество эвтектических зерен в сером чугуне (рис. 59), интенсивно действует как модификатор при присадке в виде ферросилиция в ковш (рис. 104).
Значительное увеличение числа зародышей имеет место также при присадке ферросилиция к высокопрочному чугуну. Количество включений шаровидного графита при этом увеличивается, например с 1000—6000 до 10 000—14 000 на 1 см2, в том числе даже в заэвтектическом чугуне.
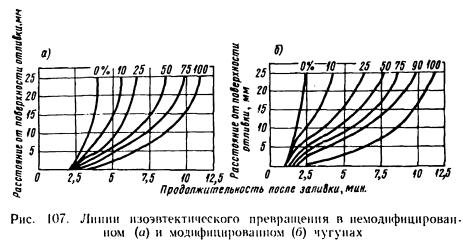
Образование большого числа зародышей и меньшее переохлаждение при модифицировании несколько изменяет также характер затвердевания чугун. В связи с этим в модифицированном чугуне имеют место меньшие переохлаждения (на 4—7 град), меньший градиент температур по сечению и более широкая двухфазная зона (рис. 107). Однако полная продолжительность процесса кристаллизации при модифицировании не изменяется, если состав чугуна остается постоянным, как это теоретически и экспериментально было показано автором и Ю.А. Нехендзи не только на чугуне, но и на других сплавах. Поэтому, несмотря на имеющиеся противоположные данные, следует считать, что и при обработке чугуна магнием общая продолжительность кристаллизации практически не изменяется.
Весьма важно отметить, что во всех случаях действие модификаторов является функцией времени. Оно проявляется в наиболее сильной степени через I—5 мин после присадки. С дальнейшим увеличением выдержки чугуна модифицирующий эффект снижается и полностью пропадает через 10—25 мин. При этом исчезают все признаки модифицирования, в частности, вновь понижается температура эвтектического превращения. Эта зависимость эффективности присадок в ковш от продолжительности выдержки металла до заливки является вторым характернейшим признаком всех процессов модифицирования, хотя доспустимая длительность выдержки в разных случаях различна. Она зависит от устойчивости зародышей, скорости растворения модификатора и диффузии элементов в жидком металле.
Следует также отметить, что во всех случаях модифицирования графитизирующего типа большое значение имеет также температура введения присадок в жидкий металл. Исследования показали, что при модифицировании серого чугуна наибольшая эффективность процесса проявляется при высоком перегреве, но при низкой температуре модифицирования (конечно, в той мере, в какой это возможно при условии получения здоровых отливок). Это, вероятно, является следствием естественной дезактивации зародышей во времени, которая протекает тем интенсивнее, чем выше температура.
На основе всего вышеуказанного можно сделать некоторые замечания о механизме модифицирования. Прежде всего следует указать, что микролегирование как теория модифицирования должно быть отвергнуто, ибо оба эти влияния неодинаковы по природе и практически различны. По той же причине следует отвергнуть теории, пытающиеся объяснить модифицирование рафинированием (раскислением, дегазацией, обессериванием), хотя большинство модификаторов вследствие большой химической активности действительно характеризуется этой особенностью. Однако это побочное, а не основное действие модификаторов.
В ряде случаев модифицирующее действие Si, Ca и других элементов стремятся объяснить понижением поверхностного натяжения после связывания серы и кислорода. Предполагается, что это является следствием адсорбции на графите или аустените поверхностно-активных элементов. Понижение эффективности во времени объясняется при этом десорбцией, а увеличение числа эвтектических зерен — уменьшением скорости роста. Однако такое влияние возможно только в результате увеличения переохлаждения, в то время как в действительности при модифицировании этого рода наблюдается обратная картина.
Единственно правильными являются теории, увязывающие модифицирование первого типа с изменением количества зародышей, увеличение числа которых происходит путем создания или активизации в жидком металле включений или комплексов, могущих стать зародышами при соответствующем сравнительно небольшом переохлаждении. Только этим можно объяснить повышение склонности к графитизации, ликвидацию отбела и меж-дендритного графита, уменьшение переохлаждения, размельчение эвтектического зерна и зависимость от продолжительности выдержки, которые характерны для рассматриваемого типа модифицирования. При этом интересно отметить, что, в противоположность перегреву, уменьшение числа зародышей из-за уменьшения переохлаждения с избытком перекрывается в данном случае образованием зародышей модификаторами. В отношении природы образующихся зародышей существует много точек зрения, но ни одна из них не имеет достаточно солидного экспериментального подтверждения. Однако можно предположить, что в большинстве случаев эту роль играют окислы, сульфиды, нитриды, карбиды или более сложные соединения. Преимущественная вероятность образования тех или иных соединений при присадке модификаторов может быть грубо приближенно определена по изменению свободной энергии (рис. 108) соответствующих реакций, хотя в реальных условиях равновесие отсутствует.

Нельзя не отметить, что в большинстве случаев кремний присутствует в большом количестве практически применяемых модификаторах графитизирующего типа и, следовательно, играет значительную роль, хотя в чистом виде он не характеризуется модифицирующим действием. Распространено мнение, что благоприятное влияние кремния определяется образованием локально насыщенных этим элементом зон, что приводит к выделению первичного графита, раскислению металла и увеличению зародышевого действия включений. Однако какую роль при этом играют интенсифицирующие процесс другие элементы (Al, Ca, Zr) — еще не выяснено. Кроме того, в противоречии с этой гипотезой находится понижение эффективности графитизирующих модификаторов при увеличении эвтектичности чугуна, когда образование пересыщенных локальных объемов облегчается. Это соображение дало основание В. Паттерсону утверждать, что модифицирующее действие кремнесодержащих добавок объясняется образованием SiO2. Вообще же надо полагать, что природа образующихся при модифицировании зародышей может быть различна.
Переходя к вопросу о стабилизирующем модифицировании, следует указать, что в данном случае преследуются цели перлитизации структуры в сером чугуне или полное подавление выделения графита в ковком и отбеленном чугунах. Для серого чугуна пользуются антиферритизирующими модификаторами, содержащими Mn, Cr или еще лучше Cu, Sn, Sb, а иногда (по данным А.М. Петриченко) даже Pb (при литье в металлические формы). Наилучшим же модификатором этого рода, как показал Деси (611, является смесь из 92% сплава (52,2% Cu, 28% Si, 14% Ca, 5% Sn, 0,5% Al) и 8% графита, обеспечивающая графитизацию (Ca, Si, Al), отсутствие феррита (Sn, Cu), мелкое зерно (графит) и высокие свойства.

В качестве стабилизирующих модификаторов для ковкого и отбеленного чугунов применение получили Bi, В, Te, S, N2, Ce, Mg. В производстве ковкого чугуна это имеет целью торможение первичной графитизации при литье толстостенных отливок или при увеличении содержания углерода и кремния в металле. Чаще всего для этого используются Bi, N2, S. Все эти модификаторы применяются в сравнительно небольших количествах (Bi — до 0,01%, цианамид кальция — от 0,2 до 0,5%, S — до 0,3%). В качестве примера на рис. 109 представлено влияние Bi и N2 на торможение графитизации чугуна в процессе затвердевания по исследованиям автора совместно с рядом сотрудников завода нм. Лепсе и ЦКБА в Ленинграде. Оказалось, что даже при повышенном содержании в чугуне кремния (до 1,3%) модифицирование (в значительной мере также и легирование) азотом (в виде 0,4% цианамида кальция — CaCN2), висмутом (до 0,01 %) и серой (до 0,2—0,3%) обеспечивает в отливках корпусов вентилей и задвижек с диаметром проходов 150 мм получение структуры белого чугуна без выделения графита. Особенно эффективны в этом отношении комплексные присадки, например Te + Al, Bi + N2, Bi + B и т. п. Следует указать, что эффективность влияния Bi и Te несколько возрастает при температурах присадки выше температуры испарения (для Bi — 1450° С, для Te — 1340° С). Однако температура заливки (в пределах 1520—1400° С) не оказывает при этом заметного влияния.
В производстве отбеленного литья в качестве стабилизирующих модификаторов применяются чаще всего S (0,01—0,05%) и Te (0,0002—0,0006%). Как видно из табл. 9, эти модификаторы, особенно теллур, увеличивают не только глубину чистого (л), и общего (х+z) отбела, но и их соотношение. Для некоторого уменьшения переходного слоя и улучшения отбеливаемости одновременно увеличивают содержание кремния в шихте или добавляют графитизирующий модификатор (FeSi, CaSi).

Механизм действия стабилизирующих модификаторов, по-видимому, заключается в дезактивации потенциальных зародышей. Поэтому применение этих модификаторов на ковком чугуне приводит к уменьшению количества включений углерода отжига в процессе последующего отжига, если не принимаются специальные меры (добавка Al, В или особые режимы, в частности низкотемпературный отжиг) для увеличения числа зародышей в процессе термической обработки.
Модифицирование второго типа с целью изменения формы графита производится путем присадки Mg, Ce, Th, Y, Ca и других элементов в виде чистых металлов, лигатур, солей или иных соединений. В этом случае вместо пластинчатого стремятся получить шаровидный графит. После ввода указанных модификаторов производят обычно еще второе, дополнительное модифицирование путем присадки ферросилиция для устранения отбела. Возможен также обратный нежелательный процесс подавления кристаллизации шаровидного графита (деглобулизация) под влиянием различных «демодификаторов»: Ti, Al, Pb, Bi, Sb и др. Вместе с тем известны элементы, названные, как указывалось, «ремодификаторами» (Ce, Th, Y, а по некоторым данным и La), которые подавляют неблагоприятное влияние «демодификаторов». Такая классификация присадок является практически удобной, но, по существу, во всех этих случаях имеет место только процесс модифицирования второго типа, т. е. изменение формы графита.
Количество глобулизирующих модификаторов, которое необходимо для процесса, зависит от состава чугуна, избыточного количества серы (AS), приведенной толщины отливки R, продолжительности ее затвердевания (пропорциональной R2), времени выдержки в ковше до заливки т, остаточного количества магния (0,02-0,06%), процента усвоения а и других условий производства:

Из этого следует, что присадка магния тем больше, чем больше содержание С, Si и S в чугуне, чем больше приведенная толщина отливки и длительность затвердевания и манипуляции с ковшом, в течение которой часть магния улетучивается.
Вместе с тем следует всегда учитывать и наличие вредных примесей, для нейтрализации которых необходимо увеличивать количество остаточного магния или добавлять небольшие дозы церия, тория или иттрия (0,02—0,1%). Поэтому допустимые пределы для вредных примесей зависят от того, применяются или не применяются ремодификаторы:

Кроме того, как уже указывалось (рис. 88), эти пределы зависят от взаимного усиления действия элементов. С точки же зрения обеспечения ферритной структуры после отжига предельно допустимо содержание следующих элементов: 0,02% Sn; 0,025% As; 0,001% В; 0,07% Cr; 0,5% Cu.
Модифицирование возможно также путем продувки чугуна газами. Для этой цели могут применяться азот, аргон, углекислый газ, кислород, углеводороды, в частности ацетилен, бутан, природный газ и твердые углеводороды, например нафталин. При продувке чугуна газами происходит, как правило, дегазация и удаление неметаллических включений. Максимальная дегазация, как то следует из исследования Ф. Варга и Е. Bopoc, имеет место после двухминутной продувки и составляет 50—80% от исходного содержания газов. В результате такой обработки может иметь место графитизирующее воздействие вследствие удаления водорода и азота или стабилизирующее — вследствие удаления потенциальных зародышей. В связи с этим, а также вследствие снижения содержания С, S и других причин результаты продувки зависят от многих факторов, в том числе от природы газов, способа продувки, материала трубки, количества и размеров отверстий в ней и т. д. Особенно отмечается графитизирующее влияние продувки, когда она производится через графитовые трубки. Добавочным фактором в этом случае является зародышевое действие растворяющегося в металле графита (насыщение углеродом при этом происходит в пределах до 0,2%). Этому фактору иногда приписывается даже главное влияние, а действие газов объясняется перемешиванием чугуна. В зависимости же от насыщения или удаления газов из чугуна, особенно водорода и азота, может произойти усиление или подавление процесса графитизации. Так, например, продувка титанистого чугуна CO2 или Ar, удаляя водород, способствует образованию междендритного графита.
В других случаях наблюдается обратная картина: увеличение числа зародышей и уменьшение количества междендритного графита. Отмечено также, что Ar и N2 укрупняют, a H2, NH3, CO2, O2 и природный газ измельчают эвтектическое зерно. Наконец, продувка малосернистого чугуна некоторыми углеводородами способствует кристаллизации графита в шаровидной форме в тем большей степени, чем больше отношение С:H в этих газах и чем выше, следовательно, температура их разложения (крекинга). В связи с этим наилучшие результаты были получены при обработке чугуна нафталином (C10H8), однако полностью шаровидная форма графита получается при этом только в условиях кристаллизации чугуна по карбидной системе, что требует последующего отжига.
Из остальных модифицирующих методов обработки жидкого чугуна следует указать на вибрацию и ультразвуковую обработку. Механизм действия вибрации обусловливается главным образом разрушением кристаллов, поэтому наиболее эффективна вибрация формы. Кроме механического разрушения кристаллов имеет значение кавитационное воздействие на металл, с которым связано повышение давления и температуры плавления, а значит, увеличение переохлаждения. Как показали исследования А.М. Дмитровича и К.Т. Бузеля, при частоте вибрации 1000—1100 колебаний в минуту в ковше и особенно в форме наблюдается размельчение графита и создается тенденция к его междендритному расположению. Другие исследователи получили благоприятное влияние при 6000 колебаний в минуту и амплитуде 1,3 мм не только в сером, но и в белом чугуне, где наблюдается измельчение карбидов и дендритов аустенита, причем меньшие амплитуды оказались неэффективными.
Вибрация жидкого металла может иметь значение также для удаления некоторых примесей с низкой (Mg, Te, Pb, Bi, As) или даже с высокой (Ti) температурой плавления, что, однако, является уже прямым следствием изменения состава металла. В общем же следует признать, что то влияние на структуру чугуна, которое оказывает вибрация, может быть достигнуто более простыми средствами, и поэтому вибрация чугуна не получила практического применения даже в той мере, в какой это имеет место для цветных сплавов.
Обработка чугуна ультразвуком оказалась пока эффективной главным образом при кристаллизации высокопрочного чугуна. В этом случае обнаруживаются заметное измельчение шаровидного графита и повышение степени графитизации, в частности ферритизация матрицы. Измельчение пластинчатого графита проявляется в гораздо меньшей степени и далеко не всегда заметно. Как показали исследования А.Я. Иоффе, В.М. Голода и других в литейной лаборатории ЛПИ, в сером чугуне измельчение эвтектического зерна и ферритизация матрицы проявляются при этом заметнее, чем измельчение графита. Установлено также, что эффективность ультразвука в сильной степени зависит от мощности установки. Наибольшее влияние проявляется около концентратора и при озвучивании металла в процессе его кристаллизации. Благоприятное влияние сказывается и на ковком чугуне.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!