Особенности влияния технологических факторов
Важнейшим технологическим фактором, влияющим на продолжительность кристаллизации и остывания, является конструкция отливки и, в частности при песчаной форме, ее приведенная толщина. При этом чем тоньше отливка, тем мельче зерно и структура чугуна, но в то же время больше тенденция к образованию междендритного графита. Поэтому строение и свойства чугунных отливок при литье в песчаные формы тесно связаны с их приведенной толщиной и, следовательно, оценка качества отливок по контрольной пробе может дать правильное представление только в том случае, когда приведенные толщины их одинаковы. Если отливка, как это чаще всего бывает, представляет собой в тепловом отношении плиту, т. е. размеры ее в двух направлениях значительно больше, чем в третьем, а пробой является цилиндрический брусок, то при литье в песчаные формы следует по возможности выдерживать соотношение

где D — диаметр бруска;
S — толщина отливки.
В случае же металлической формы это соотношение, учитывая указанное ранее влияние конфигурации отливки, должно быть примерно

Однако эти условия далеко не всегда выполнимы, поэтому следует считаться с тем, что структура и свойства чугуна в отливке и пробе чаще всего различны так же, как в разных частях или в разных местах сечения одной и той же отливки. По этой причине, в частности, для каждого чугуна, существует какая-то критическая толщина отливки, при которой получается мелкий и междендритный графит или отбел. Вместе с тем, следует иметь в виду, что конструкция отливки определяется не одной ее толщиной, а всей конфигурацией, которая в большинстве случаев представляет сложное сочетание различных узлов, в которых отдельные части вследствие теплопередачи взаимно действуют друг на друга. Поэтому тонкие части, связанные с толстыми, соответственно медленней охлаждаются, чем в изолированном состоянии, и структура в них получается более дифференцированной. Большое влияние оказывают также острые углы в отливках, замедляя теплоотвод и охлаждение отливок.
Менее интенсивно действующим технологическим фактором является температура заливки, влияние которой теоретически ясно выражено во всех вышеприведенных формулах и в результатах экспериментальных исследований (см. рис. 115, в). Однако, несмотря на это, в литературе встречаются данные противоположного характера. В большинстве случаев это обусловлено тем, что при постановке опытов изменялась не только температура заливки, но и температура перегрева жидкого металла в печи или продолжительность выдержки металла в процессе охлаждения. Эти факторы, как было указано выше, действуют в противоположном направлении, увеличивая переохлаждение и препятствуя графитизации.
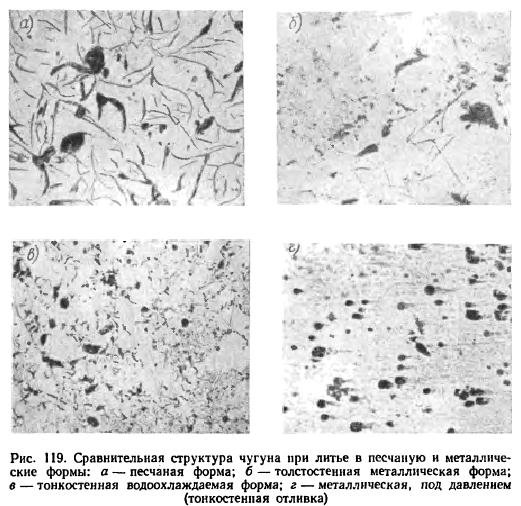
Мощным фактором, оказывающим сильное влияние на структуру чугуна, является также технология формы, т. е. ее материал и температура, расположение отливок в форме, метод подвода металла и т. п. Влияние технологии формы тем больше, чем меньше содержание углерода и кремния в чугуне, тоньше отливка и менее благоприятны другие условия для графитизации. В этом случае часто достаточно небольших изменений в технологии формы, чтобы вызвать резкое изменение в структуре чугуна. Так, например, при литье тонкостенного ковкого чугуна часто замечается отсеривание частей, прилегающих к сухому стержню, и полное отсутствие графита в частях, получаемых в сырой форме. В других же условиях, в частности при больших толщинах отливок (>50 мм) или высоком содержании углерода и кремния, влияние технологии формы, в том числе даже применение кокилей, может вовсе не проявиться. При более же тонкостенных отливках металлические формы довольно сильно изменяют строение чугуна (в направлении торможения графитизации, измельчения структуры и даже сфероидизации графита), как это видно из рис. 119. Этот процесс при правильно построенной технологии является поэтому весьма прогрессивным не только с экономической, но и с технической точки зрения. Однако следует иметь в виду, что вследствие большого переохлаждения при этом создаются благоприятные условия для образования междендритного графита и отбела, что, впрочем, может быть устранено путем правильного подбора состава металла, применения модифицирования, подогрева форм, ранней выбивки, покрытий и т. п. В частности, рекомендуется увеличение содержания кремния в чугуне на 0,5—0,8%, чтобы получить такую же степень графитизации, как при литье в песчаные формы. При литье же белого (ковкого) и отбеленного чугуна получение сплошного или поверхностного отбела является необходимым и применение металлических форм поэтому желательно, а в ряде случаев — неизбежно. Наиболее интенсивно в этом отношении действует тонкостенная водоохлаждаемая форма, за ней следуют обычные металлические формы (медные, алюминиевые, стальные и чугунные), затем графитовые и, наконец, песчаные, что находится в соответствии с их коэффициентами тепловой активности (bф в ккал/м2*ч*град):

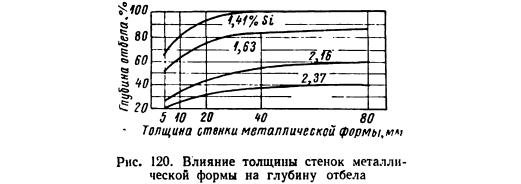
В некоторых пределах интенсифицировать процесс может увеличение толщины стенок металлических форм, однако чрезмерное увеличение этой толщины не оказывает влияния (рис. 120), так как при отсутствии прогрева наружной поверхности в процессе кристаллизации форма действует уже как полубесконечная.
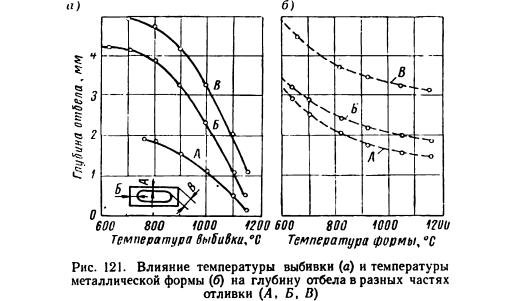
Значительное влияние оказывает также облицовка формы, с увеличением толщины и теплового сопротивления которой скорость охлаждения понижается, а отбел уменьшается или вовсе исчезает; в этом же направлении действуют повышение температуры формы и ранняя выбивка (рис. 121). В последнем случае, кроме того, может произойти в той или иной степени самоотжиг отливок. В песчаных формах материалами, замедляющими охлаждение и могущими служить отеплительными средствами для тонких частей отливок, являются смесь с опилками или с асбестом, перлитные пески и др.
В противоположном направлении влияют захолаживающие смеси, ускоряющие затвердевание и остывание отливок. В частности, эффективными в этом отношении являются смеси со стружкой и особенно с дробью (примерно до 60% от веса смеси), как это видно из рис. 122. Точно так же ускорение охлаждения возможно путем применения искусственного охлаждения форм как металлических, так и песчаных. В качестве охладителя служат при этом масло, вода и воздух, причем такое принудительное охлаждение применяется как для ускорения технологического процесса, так и для регулирования скоростей охлаждения с целью выравнивания температурного поля в отливках для получения однородной структуры или уменьшения напряжений.

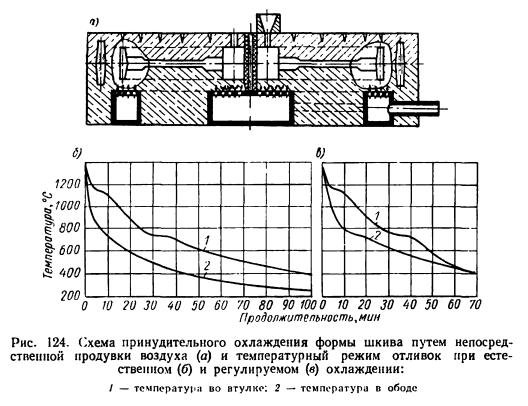
В случае песчаных форм охладитель, главным образом воздух, пропускается через специальные металлические элементы, как это было впервые предложено Б.В. Рабиновичем, а практически осуществлено И.В. Митичевым. Схема такого процесса показана на рис. 123. По другому способу, предложенному А.С. Хинчиным, охладитель пропускается непосредственно через форму. Исследования Б.В. Рабиновича и др. показывают высокую эффективность этого процесса (рис. 124). Эти методы и их расчеты дают возможность управлять процессами затвердевания и остывания, а следовательно, и процессами кристаллизации и перекристаллизации. Ta же цель достигается путем использования холодильников, * которые могут применяться как общее или местное средство ускорения охлаждения. Такие захолаживающие средства, эффективность которых можно характеризовать коэффициентом w, могут быть не только металлическими (чаще всего чугунными), но и из других материалов с повышенной тепловой активностью и с большим захолаживающим действием по отношению к сырой форме. Так, например, Ю.А. Нехендзи и Ф.Д. Оболенцев определили следующие значения ф:

Этими технологическими средствами можно в наиболее сильной степени воздействовать на продолжительность затвердевания отливок, принудительное же воздушное или водяное охлаждение, наоборот, является наиболее эффективным средством для выравнивания температуры разных частей отливок в процессе остывания, особенно в критическом и подкритическом интервалах. В этом отношении применяемые обычно тонкостенные холодильники оказывают слабое, а иногда даже отрицательное влияние, так как, нагревшись в начальном периоде, они служат далее аккумулятором тепла и могут замедлить охлаждение толстых частей отливок в области более низких температур. Поэтому толщина холодильников (имеются в виду преимущественно применяемые наружные холодильники) должна быть подобрана в соответствии с тем температурным интервалом, охлаждение в котором необходимо ускорить. Чем ниже этот интервал, тем относительно толще должен быть холодильник. Расчет этот сводится к определению температурного поля в многослойной форме и довольно сложен, но приводит, как показали О.Ю. Коцюбинский и Э.С. Зальман, к простому графику (рис. 125), который представляет зависимость между относительной толщиной односторонних холодильников и относительной продолжительностью остывания w.

Из рис. 125 видно, что эффективность холодильников уменьшается но мерс понижения температуры отливки. Можно утверждать, что для резкого уменьшения продолжительности затвердевания достаточно применения холодильников с относительно небольшой толщиной; дальнейшее их утолщение не имеет смысла, так как они все равно не успевают прогреваться насквозь и действуют как бесконечно толстая стенка. По мере же остывания отливки холодильники все больше прогреваются, и для повышения их эффективности, как видно из рис. 125, необходимо их утолщение. Однако из ранее приведенных данных следует, что уменьшение продолжительности затвердевания посредством чугунных или стальных холодильников невозможно более, чем в 4—8 раз (в зависимости от конфигурации охлаждаемого узла или стенки, применяемой краски и других условий). Это значит, что выравнивание продолжительности затвердевания разных частей отливок посредством холодильников невозможно, если соотношение в их толщинах R2/R1 > 14/18 = 2,0/2,8, что в общем подтверждается экспериментальными исследованиями Б.Б. Гуляева. Еще меньше эти возможности в области остывания (рис. 125). В этих случаях большое применение получило поэтому принудительное воздушное или водяное охлаждение. Как уже указывалось, относительные преимущества такого охлаждения выявляются в тем большей степени, чем ниже температура. И действительно, как видно из рис. 125, значение коэффициента w при искусственном охлаждении значительно меньше, чем при обычных холодильниках, особенно при низких температурах отливки. Однако следует иметь в виду, что эффективность принудительного охлаждения воздухом или водой через металлические элементы в сильной степени снижается слоем формовочной смеси между отливкой и этими элементами. Поэтому более эффективной оказалась система Коломенского тепловозостроительного завода с принудительным охлаждением и заполнением холодильниками пространства между отливкой и охлаждающими элементами.


Немалую роль в отношении скорости охлаждения и графитизации играет место подвода металла в форму, что связано с соответствующим прогревом этого места проходящим металлом. Это влияние особенно выявляется на тонкостенном литье. В этом случае, как видно из рис. 126, противоположная питателю сторона отливки характеризуется большей твердостью и бывает иногда даже отбеленной, так как жидкий чугун в этом месте, проходя через всю форму, оказывается сильно охлажденным и поэтому быстро затвердевает.
Для выравнивания степени прогрева формы и скорости охлаждения чугуна по всей окружности кольца устраивают с противоположной питателю стороны сливной резервуар, куда поступает первая порция холодного металла. Влияние этих резервуаров тем меньше, чем больше склонность чугуна к графитизации:

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!