Процессы отжига чугуна
Отжиг чугунных отливок можно вести при температурах выше или ниже критической области. Соответственно различают высоко-и низкотемпературный отжиг. Кроме того, отжиг может быть двухстадийным (рис. 132, а) или одностадийным (рис. 132, б, в) в зависимости от того, проводится ли он в обеих температурных областях или в одной. В зависимости же от основной цели отжига ему присваивается название графитизирующего, гомогенизирующего или сфероидизирующего, хотя в действительности некоторые из этих процессов, например, графитизация и гомогенизация, обычно протекают одновременно.
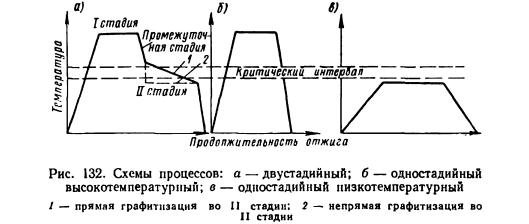
Высокотемпературный процесс (рис. 132, а, б) применяется обычно в тех случаях, когда требуются разложение структурносвободных карбидов (I стадия графитизации) или гомогенизация, что заняло бы слишком много времени при ведении процесса в области ниже критической. Если ферритизация структуры (II стадия графитизации) не нужна при этом, то после окончания I стадии графитизации возможна сравнительно большая скорость охлаждения; процесс ведется в этом случае по одностадийному высокотемпературному типу (рис. 132, б) с получением перлитной структуры. Если же ферритизация в той или иной степени необходима, то применяют двухстадийный процесс (рис. 132, а). Тогда после окончания первой и промежуточной стадий графитизации дальнейшее охлаждение в критическом интервале ведется достаточно медленно (линия 1 на рис. 132, а), чтобы обеспечить распад аустенита по стабильной системе (аустеннт —> феррит + графит). Это — так называемый прямой путь проведения II стадии графитизации, в отличие от непрямого пути (линия 2 на рис. 132, а), когда образующийся при быстром переходе критического интервала перлит во II стадии при более или менее длительной выдержке в области ниже критической разлагается (перлит —> феррит + графит). Таким образом, II стадия графитизации может быть проведена двумя принципиально разными путями и разные факторы могут различно влиять на продолжительность этих двух способов ферритизации чугуна.
Что касается низкотемпературного одностадийного процесса (рис. 132, в), то он применяется при отжиге серого или высокопрочного чугуна в тех случаях, когда необходимо смягчить (дифференцировать) или в той или иной степени ферритизировать исходную перлитную структуру. Применение этого отжига при наличии некоторого количества структуро-свободных карбидов возможно только при составах чугуна, обеспечивающих быструю графитизацию. Вследствие низкой температуры этого процесса гомогенизация происходит практически в малой степени, что может неблагоприятно отразиться на свойствах чугуна, особенно высокопрочного. Поэтому высокотемпературный отжиг рекомендуется иногда даже при отсутствии свободных карбидов в структуре, что кроме графитизации обеспечивает гомогенизацию * и перераспределение элементов между фазами в направлении приближения к равновесному состоянию. Так как в процессах кристаллизации и перекристаллизации твердый раствор избыточно обогащается стабилизирующими элементами (Mn, Cr), то при гомогенизации происходит их диффузия в карбиды, что повышает их устойчивость, особенно к концу процесса. Так например, перераспределение Mn и Cr в процессе гомогенизации в течение 1 ч при 1050° С характеризуется следующими данными:

При этом большое значение имеет содержание других элементов. Например, если карбиды в обычном чугуне обогащаются при отжиге хромом, то в присутствии бора они, вследствие изменения знака микроликвации, обедняются хромом, что ускоряет процесс графитизации.
Немаловажное значение имеет также наличие Si, Ni и других примесей, которые вытесняют стабилизирующие элементы из раствора и способствуют обогащению ими карбидов. Кроме того, происходит перераспределение этих элементов между эвтектическим аустенитом и аустенитом, получающимся при распаде карбидов. Таким образом, при графитизирующем отжиге происходит ряд дополнительных и важных процессов, скорости которых, однако, различны. Так например, диффузия фосфора происходит значительно быстрее, чем хрома, марганца, кремния и никеля. В общей же сложности можно отметить, что практический учет гомогенизации следует производить только в условиях кратковременных процессов, так как увеличение продолжительности отжига свыше 10 ч при температуре 950° С остается обычно уже без заметного влияния на свойства чугуна. В большинстве случаев поэтому продолжительность отжига чаще всего определяется процессом графитизации, который зависит от многих факторов: химического состава металла, исходной структуры, режима и условий термической обработки.
В отношении влияния элементов на графитизацию чугуна при отжиге можно утверждать, что в большинстве случаев оно принципиально такое же, как при кристаллизации, в частности, кремний и алюминий являются и здесь наиболее эффективно действующими элементами. Например, общая продолжительность I стадии графитизации по исследованиям С.И. Витензон может быть выражена

где t — температура процесса в °C,
тI — продолжительность процесса в мин.
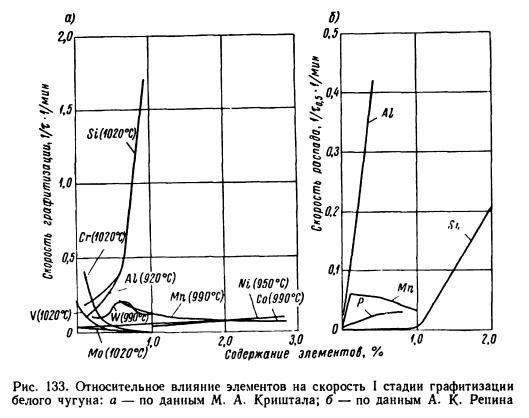
Продолжительность процесса интенсивно сокращается с повышением температуры и содержания кремния в чугуне, влияние которого усиливается с понижением температуры. Влияние других элементов также в общем соответствует их воздействию на кристаллизацию, хотя отдельные исследования различаются в деталях (рис. 133). Из этих данных можно видеть, что Al, Si, Ni, Cu, Co способствуют, а Cr и V препятствуют графитизации. Mn, S и W вначале действуют положительно и только потом начинают оказывать отрицательное влияние. Фосфор действует положительно только при высоких температурах (выше 1000°С) и концентрациях, когда возможно расправление фосфидной эвтектики, при более же низких температурах и концентрациях он несколько задерживает графитизацию. Характерной особенностью I стадии графитизации белого чугуна является очень слабое влияние углерода (рис. 134), которое все же по современным исследованиям можно считать благоприятным, что подтверждается также соответствующим уменьшением инкубационного периода.

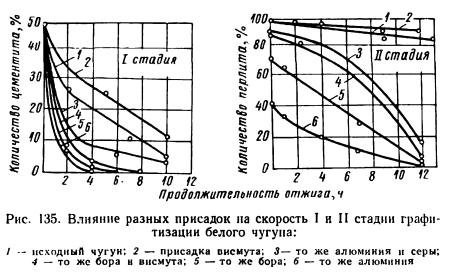
Как и при кристаллизации, большое влияние на графитизацию при отжиге оказывают малые примеси, играющие роль модификаторов (рис. 135). Исследования автора совместно с сотрудниками ЦКБА и завода им. Лепсе показали, что висмут несколько задерживает, а бор в небольших концентрациях и, в особенности, алюминии ускоряют процесс графитизации. Благоприятное воздействие совместной присадки висмута и бора или висмута, бора и алюминия является, таким образом, следствием влияния последних двух элементов. Роль же висмута заключается в том, что он, тормозя выделение графита в исходном чугуне, дает возможность повысить в нем содержание кремния и этим путем сокращает продолжительность отжига ковкого чугуна. Из других элементов следует отметить тормозящее графитизацию влияние Te и Cd и менее интенсивное, но отрицательное влияние Sb, Sn, Pb, причем Cd, Pb, Sn и В сильнее проявляют свое влияние при высоком отношении Mn : S, когда образование этими элементами сульфидов термодинамически невозможно.
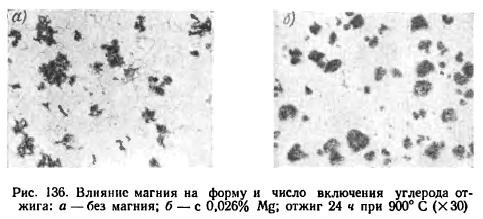
Относительно влияния глуболизирующих элементов существуют различные мнения. В то время как опыты автора и ряда других исследователей показали, что магний не проявляет заметного влияния на продолжительность отжига ковкого чугуна (как в первой, так и во второй стадии), в литературе имеются утверждения с одной стороны о. сильно графитизирующем, а с другой — о заметном стабилизирующем действии магния. Такие резкие расхождения в результатах исследований, вероятно, зависят от количества зародышей и включений шаровидного графита, образующихся при кристаллизации. При этом на продолжительность процесса действуют два фактора: увеличение числа зародышей, ускоряющее отжиг, и уменьшение скорости роста их при шаровидной форме, замедляющее процесс. Поэтому в зависимости от количества зародышей может в общем итоге увеличиться или уменьшиться продолжительность отжига. В этом отношении, в частности, имеет значение содержание кремния в чугуне, и с этой точки зрения понятны данные М.В. Волощенко, согласно которым магний резко ускоряет графитизацию в чистых Fe-C сплавах и практически мало влияет в Fe-C-Si сплавах. Это объясняется, по-видимому, тем, что в первом случае увеличение количества зародышей имеет большее относительное значение. Уменьшение же скорости роста графита при присадке магния понятно теоретически на основе рис. 10, а и видно из того, что, несмотря на увеличение числа зародышей (рис. 136), продолжительность отжига в опытах автора не изменилась. Однако при оценке практического значения присадки магния и других гло-булизирующих элементов на графитизацию ковкого чугуна следует учитывать возможность повышения содержания кремния без опасности выделения в отливках пластинчатого графита, что значительно сокращает процесс отжига.
Азот и водород оказывают отрицательное влияние на графнтизирующий отжиг чугуна, как это видно из исследований, проведенных в литейной лаборатории ЛПИ (рис. 137), и данных Кимио по отжигу белого чугуна при 950° С:

То же подтверждается исследованием Галло и Александро. Однако наличие элементов (Ti, Al), связывающих азот в прочные нитриды, может нейтрализовать его вредное влияние, и привести даже, как показал И.Н. Богачев, к обратным результатам.
Влияние элементов на II стадию графитизации и на одностадийный низкотемпературный отжиг обычно такое же, как и на I стадию и одностадийный высокотемпературный отжиг. Однако влияние это зависит от способа проведения II стадии графитизации (прямым и непрямым путем). В зависимости от этого влияние элементов может быть даже противоположно по знаку (медь, например, замедляет превращение аустенита, но ускоряет распад перлита), однако в большинстве случаев оно качественно одинаково, но скорость прямого процесса при этом всегда больше (рис. 138).

Из особенностей влияния элементов на II стадию графитизации, в отличие от первой, следует указать на более интенсивное графитизирующее действие углерода (рис. 134), что объясняется большим количеством графита, оказывающим инициирующее влияние в процессе II стадии графитизации. Аналогично сильнее проявляется отрицательное действие фосфора на II стадию, особенно при повышенных концентрациях. Наконец, полностью противоположно влияние никеля на I и II стадии графитизации (слабо положительное в первом случае и отрицательное во втором), что соответствует его влиянию на графитизацию серого чугуна, где оно только ярче выражено вследствие более сильного положительного действия в процессе кристаллизации. Поэтому допустимая скорость охлаждения в интервале 800—680° С, при которой возможна ферритизация структуры, уменьшается не только с повышением содержания марганца и хрома, но и никеля и составляет, например, для высокопрочного чугуна при разном содержании Mn и Ni в %: Mn = 0,1, Ni = 0, v = 80 град/ч; Mn = 0,1, Ni = I, v = 50 град/ч; Mn = 0,5, Ni = 0, v = 30 град/ч\ Mn = 0,5, Ni = 1, v = 10 град/ч.

Необходимо также подчеркнуть, что торможение графитизации Mn, S, Cr, Mo и другими стабилизирующими элементами в подкритической области проявляется значительно интенсивнее, чем при кристаллизации и в надкритической области. Поэтому повышенная концентрация таких элементов или неправильное соотношение между содержанием серы и марганца приводит к тому, что в чугуне сохраняется некоторое количество перлита даже при длительной выдержке. Действительно, как видно из рис. 139, ферритизация практически полностью тормозится при отношении S:Mn > 1,0, независимо от абсолютного содержания этих элементов. При этом в процессе отжига, особенно при повышенном содержании марганца, вместо ферритизации или параллельно с ней происходит сфероидизация карбидов с образованием зернистого перлита. Скорость этих процессов возрастает с повышением температуры, однако только в той мере, в какой отжиг ведется в подкритической области. И, действительно, как видно из рис. 140, количество феррита при изотермическом одностадийном отжиге резко возрастает с повышением температуры, а затем с переходом в критическую область так же резко снижается. Таким образом, процесс ферритизации серого и высокопрочного чугуна, по крайней мере в условиях отсутствия эвтектических карбидов, может быть полностью проведен при одностадийном низкотемпературном отжиге. Однако необходимо учесть, как уже указывалось, что гомогенизация структуры при этом не происходит, вследствие чего феррит получается более крупным, расположенным по границам зерен и менее однородным, что повышает его микротвердость. Количество такого феррита обычно тем больше, чем больше перлита в исходной структуре. Применение же двухстадийного отжига приводит к гомогенизации и измельчению зерна феррита, а следовательно повышает пластические свойства чугуна.

На продолжительность графитизирующего отжига большое влияние оказывают также технологические факторы: условия плавки, скорость кристаллизации и последующего охлаждения, характер окружающей среды, предварительная закалка, низкотемпературная обработка и т. д. Действительно, как видно из рис. 141, увеличение перегрева жидкого чугуна и уменьшение толщины стенок отливок значительно увеличивают число зародышей графита. По этой причине значительно ускоряется процесс отжига. Подобным же образом влияют и другие факторы, ускоряющие охлаждение: применение металлических форм, ранняя выбивка и понижение температуры заливки. Все эти явления обычно объясняются измельчением структуры белого чугуна. Однако, как показал Е. Пиасковский, увеличение числа зародышей и сокращение отжига, в том числе и инкубационного периода, наблюдается также при обточке образцов. Причина этого явления еще не установлена, но предполагается, что оно обусловлено взаимодействием с атмосферой, главным образом кислородом, проникновение которого способствует зародышеванию. Впрочем, следует отметить, что на влияние окружающей среды указывают и другие факты, в частности установлено, что окислительная среда увеличивает число зародышей графита и ускоряет как первую, так и вторую стадии графитизации. Причина этого, вероятно, лежит в каталитическом влиянии окислительных газов на распад цементита, хотя высказываются и другие точки зрения (окисление примесей чугуна, более интенсивное образование вакансий в поверхностном слое и т. п.). Каталитическое действие оказывают также отжиг в некоторых жидких средах, например в соляных ваннах.
Самым же эффективным ускоряющим процессом является предварительная закалка чугуна, как это видно из сопоставления числа выделений углерода отжига в ковком чугуне при разных способах его предварительной обработки:
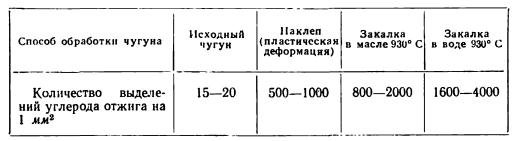
Большое число зародышей графита, образующихся при закалке, вызывает соответственно большую скорость графитизации (рис. 142), причем вне зависимости от температуры последующего отжига скорость графитизации возрастает примерно в три раза. В противоположность этому применение отпуска перед отжигом резко повышает эффективность закалки и тем интенсивнее, чем длительней отжиг (рис. 143). Оптимальными температурами отпуска являются 450—600°С, причем температура должна быть тем выше, чем меньше выдержка при отпуске. Таким способом обработки (закалкой с последующим отпуском перед отжигом) возможно увеличение числа включений графита до 100 000 на 1 мм2 и соответствующее сокращение отжига в 60 раз.


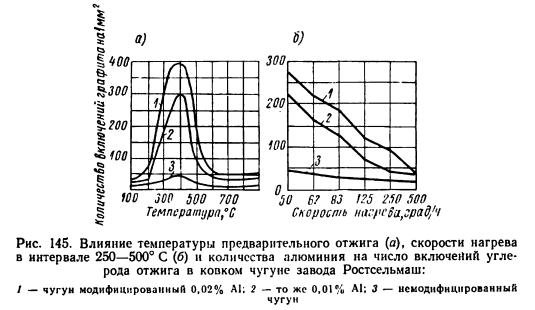
Практическим недостатком способа является образование больших напряжений и вследствие этого возможность возникновения трещин в отливках из белого чугуна. Поэтому способ применим только для отливок простой конфигурации и в условиях более мягкой закалки, особенно изотермической, эффективность которой, как показал И.Н. Богачев, не снижается даже при закалке на нижний бейнит, если перед отжигом применять отпуск. Принципиально такое же, хотя и менее интенсивное действие, проявляет низкотемпературная обработка чугуна, как это видно из рис. 144, эффект которой усиливается водородом (рис. 137). Однако наибольшую эффективность, как то впервые обнаружили Б.В. Рабинович и З.И. Гамольская, а затем Б.Ф. Соболев и другие, низкотемпературная обработка приобретает при присадке алюминия, что иллюстрируется данными рис. 145, а по исследованиям И.И. Хорошева. Поэтому низкотемпературная обработка при 250—500°С модифицированного алюминием чугуна имеет большое значение и применение. Подобно низкотемпературной выдержке действует и медленный нагрев чугуна в области 250—500° С (рис. 145, б). При этом, как показали И.Е. Брайнин и другие, число зародышей, в противоположность закалке, возрастает с ростом температуры I стадии графитизации, в то время как при отсутствии низкотемпературной обработки этот эффект не проявляется.


Анализируя многочисленные и часто противоречивые исследования по ускоряющим графитизацию процессам, можно отметить, что они наиболее эффективны при наличии структурносвободного цементита и предварительного быстрого охлаждения в критических интервалах. Поэтому низкотемпературная обработка не эффективна для толстостенных отливок, а также после предварительной выдержки при повышенных температурах (600— 700° С). Чем больше скорость охлаждения отливок в интервале превращений и чем выше содержание углерода в чугуне, тем эффективнее все ускоряющие графитизацию процессы. Общим для всех методов ускорения отжига являются благоприятное влияние алюминия и продолжительность выдержки в определенном температурном интервале, тем более высоком, чем больше скорость охлаждения. Из всего этого можно заключить, что образование зародышей происходит во время нагрева отливок, но предпосылки для этого создаются процессами, детали которых до сих пор еще не установлены, и в литературе имеется много противоречий по этому поводу. Так, например, образование зародышей при отжиге белого чугуна приписывается процессам, протекающим то в цементите, то в твердом растворе, то в дефектах, в частности на границе фаз. При этом процессами, протекающими в цементите и понижающими его устойчивость, предполагаются: развитие межфазных границ, образование дислокаций, возникновение растягивающих напряжении вследствие закалки или накопления газов, образование пластических деформаций в результате объемных изменений при старении феррита, чему способствует наличие алюминия. К стимулирующим процессам, протекающим в твердом растворе, исследователи относят: флуктуацию углерода, в частности вследствие восходящей диффузии от сжатых мест к растянутым, возникающим при старении феррита; выделение из пересыщенных растворов (особенно при карбидном превращении) графита вокруг «дозародышей» или специальных карбидов и дисперсного цементита, легко распадающихся с образованием графита. Наконец, процессами, способствующими образованию зародышей в дефектах, некоторые авторы считают: образование микротрещин в карбидах и твердом растворе и заполнение их графитом, выделение графита из цементита или твердого раствора в местах скоплений дислокаций и пор, чаще всего на границах фаз и вообще в местах структурных аномалий, повышение устойчивости и активности несплошностей вследствие заполнения их газами.
Следует еще добавить, что для объяснения механизма ускоряющего действия предварительной обработки, в особенности низкотемпературного отжига, широкое распространение имеют разные варианты «газовой» теории, согласно которой водород, диффундируя в поры и на границу фаз и образуя там в результате ассоциации молекулы или реагируя с цементитом по реакции

создает места с повышенным давлением, под влиянием которого и образуются зародыши. Причиной этого по одним взглядам являются растягивающие напряжения, понижающие стабильность цементита, по другим — повышение устойчивости имеющихся несплошностей при заполнении их газами; при этом образованию зародышей в сильной степени способствует разложение метана с выделением свободного углерода. В связи с этим некоторые исследователи считают, что понижение эффективности низкотемпературной обработки при температурах выше оптимальной объясняется увеличением скорости диффузии водорода и его удалением. Другие же исследователи, придерживаясь точки зрения об образовании зародышей графита в результате развития растягивающих напряжении в цементите, объясняют отрицательную роль повышенных температур понижением модуля упругости.
При этом положительная роль алюминия при низкотемпературной обработке оценивается либо параллельно и самостоятельно как результат образования сульфидов, окислов или нитридов, которые просто служат дополнительными зародышами, либо (что несомненно тоже имеет место) как нечто коренным образом связанное с процессом зародышевания при низкотемпературной обработке. В последнем случае рать алюминия или его соединений связывается либо с объемными изменениями, а следовательно, с наклепом в феррите, либо с процессами диффузии и выделения углерода из пересыщенного раствора, что приводит к превращению потенциальных зародышей в действительные и активные.
Многообразие гипотез графитизации чугуна в твердом состоянии, как и в случае кристаллизации графита из жидкого состояния, свидетельствует о многообразии путей воздействия на зародышевание и скорость графитизации в процессе отжига. При этом кажется несомненным, что между факторами графитизации обычных и «ускоренных» процессов отжига существует тесная связь и, следовательно, все виды отжига следует рассматривать в совокупности.
Прежде всего с этой точки зрения целесообразно проанализировать влияние элементов. Учитывая указанную ранее закономерность распределения элементов между фазами чугуна, нельзя не прийти к заключению, что стабилизирующие элементы вызывают процессы (повышения устойчивости) в карбидах, а графитизирующие — процессы (повышения активности углерода) в твердых растворах. Так как увеличение количества зародышей достигается как путем увеличения графитизирующих элементов (Si), так и путем уменьшения карбидообразующих (Cr), то, очевидно, что практическое значение имеют процессы, протекающие как в твердых растворах, так и в цементите.

Подобно этому и механизм влияния других факторов на образование зародышей белого чугуна может быть различным. В итоге скорость процесса, которая в первую очередь определяется количеством образованных зародышей, тем больше, чем более пересыщен твердый раствор, менее устойчивы карбиды, разветвленнее границы фаз, больше всякого рода микродефектов. Эти же факторы определяют скорость роста зародышей графита, значение которого не могут отрицать даже те, которые приписывают количеству зародышей исключительную роль. Действительно, как показал И.И. Хорошев, увеличение содержания кремния в чугуне ускоряет процесс графитизации даже при одном и том же количестве зародышей (рис. 146), следовательно, кремний увеличивает не только число зародышей, но и их скорость роста. Однако, как видно из рис. 146, влияние это сравнительно невелико. Это в некоторой мере оправдывает формулы, определяющие продолжительность отжига белого чугуна в зависимости от одного только количества включений графита, как это рекомендует С.А. Салтыков и др. В общем виде соответствующие формулы можно представить

где k — коэффициент, зависящий от состава чугуна и стадии графитизации;
x — показатель степени, колеблющийся в пределах 0,44—0,53, т. е. близкий к 0,5.
Однако эта зависимость не всегда правильна и, как показал Г. Сандоз, продолжительность II стадии графитизации при проведении ее непрямым путем не зависит от количества зародышей (рис. 147), что, вероятно, объясняется тем, что разложение перлита в данном случае происходит на вновь образующихся центрах кристаллизации.

Очень важным вопросом является также форма и распределение графита, образующегося в процессе отжига чугуна. В этом отношении следует подчеркнуть, что имеющийся в исходном чугуне графит, как правило, не изменяет своей формы в процессе отжига. Поэтому наличие пластинчатого графита в исходном чугуне вызывает дальнейшую его кристаллизацию в той же форме. В связи с этим в производстве ковкого чугуна категорически воспрещается выделение пластинчатого графита в сырых отливках, наличие же шаровидного графита в них вполне допустимо и даже желательно, поскольку он и в процессе отжига сохраняет эту форму, но крайней мере, в начале процесса (I стадии). При исходном же чисто белом чугуне обычного состава образующийся в процессе отжига графит (углерод отжига) может иметь различную степень разветвленности в зависимости от состава металла и условий отжига. Получению более компактных и округлых форм графита способствуют: достаточно высокое отношение S:Mn ( > 1,0), низкое содержание кремния и хрома, повышенное содержание никеля и меди, низкая температура отжига, модифицирование сфероидирующими элементами (Mg, Ce и др.), совместное применение присадки алюминия и низкотемпературной обработки, т. е. все то, что выравнивает скорость роста граней графита или размельчает его выделения. Из всех этих факторов самыми эффективными является применение глобулизирующих элементов и высокого отношения S:Mn (вернее, избытка серы), что с успехом уже используется промышленностью (главным образом, для перлитного ковкого чугуна).
Противоположные условия, наоборот, способствуют получению разветвленных или даже пластинчатых форм графита. Особенно вредное влияние в этом отношении оказывает большое содержание фосфора в сочетании с высокой температурой отжига. Впрочем, очень высокая температура процесса (особенно свыше 1050° С) неблагоприятна даже в случае нормального содержания фосфора. Так как при низких температурах длительность процесса увеличивается, то, чтобы несколько смягчить влияние этого фактора, рекомендуется иногда кратковременная выдержка чугуна при более высокой температуре для быстрого создания зародышей с последующим отжигом при более низкой температуре для осуществления благоприятного роста ранее возникших зародышей.
Что касается распределения графита при отжиге белого чугуна, то оно может быть, как и при кристаллизации, равномерным или ориентированным. Примером последнего может служить строчечное расположение графита, характерное для чугуна с предварительной закалкой, что является причиной понижения его свойств.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!