Диаграммы для белого, половинчатого и серого чугуна при литье в песчаные формы
Первая и наиболее простая структурная диаграмма для чугуна принадлежит Мауреру (рис. 153). Она была построена сначала чисто умозрительно, а затем проверена экспериментально. Диаграмма изображает все основные структуры матрицы чугуна, как это указано в подрисуночной подписи. Границы этих областей, представляющие, по существу, одинаковую склонность к графитизации соответствующих чугунов, приняты прямыми, однако явная нереальность точки А, одновременно принадлежащей всем областям, заставила Маурера несколько позже отклонить средние граничные линии от прямолинейного направления и тем показать, что при низком содержании кремния чугун получается белым при высоком содержании углерода (4,3% и больше). Общее уравнение граничных прямых, а следовательно, и коэффициент графитизации по этой диаграмме, соответствует (II.8)

Нетрудно видеть, что значение коэффициента n, характеризующего соотношение графитизирующей способности ккремния и углерода, различно для разных областей. Наибольшее значение этот коэффициент имеет в области I, где в среднем его можно принять равным двум, что соответствует уравнению (II.7). В этих условиях, как уже указывалось, кремний действует, следовательно, в два раза сильнее углерода. В чисто перлитной области прямая проходит примерно под углом 45° (tga = 1) и зависимость соответствует уравнению (II. 8а), что означает одинаковое влияние обоих элементов на графитизацию. В областях IIb и III углерод действует сильнее кремния и уравнение принимает вид (примерно)

Очевидно, однако, что диаграмма Маурера имеет весьма ограниченное применение, в частности, для отливок какой-то одной толщины (цилиндрические бруски диаметром 50 мм со значением R = 12,5 мм), не говоря уже о неточности диаграммы вследствие упрощенного представления о прямолинейности границ между областями. Все же в силу своей простоты, эта диаграмма оказалась весьма популярной.

Проведенные в дальнейшем многочисленные усовершенствования диаграммы Маурера в общем сводятся к уточнению характера границ между областями, к учету действия других отсутствующих на диаграмме Маурера факторов и к дополнительной оценке, кроме структуры материала, формы и распределения графита. Уточнение границ областей структурной диаграммы производилось и продолжает в настоящее время производиться на основе как теоретических соображений, так и экспериментальных данных. Например, автором в качестве уравнения для граничных линий, а следовательно, и склонности чугуна к графитизации была предложена гиперболическая зависимость (рис. 154, а), которая, согласно (II.10) и (II.56), представляется:

где Kг — константа, значение которой меняется в пределах 4,5—14 (чем больше графитизирован чугун, чем больше в нем феррита, тем больше значение KГ).
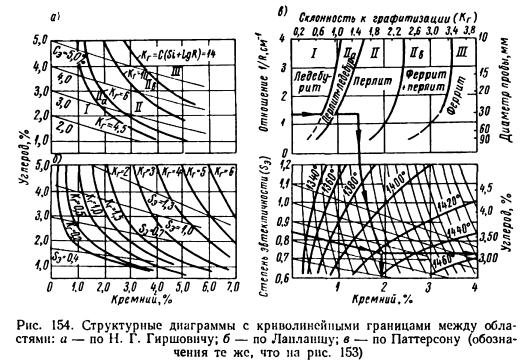
Основной идеей указанной зависимости, как это видно из рис. 154, а, является повышение относительного влияния каждого из элементов по мере уменьшения его концентрации. Например, относительное влияние кремния тем больше, чем больше отношение С:Si. Влияние же степени графитизации и структуры чугуна, в противоположность диаграмме Маурера, сказывается в меньшей степени. При этом диаграмма кроме углерода и кремния учитывает еще влияние толщины отливок R.
Более сложной является зависимость на рис. 154, б, предложенная Лапланшем,

Уравнение построено па предположении о преимущественном растворении кремния в цементите, что явно неправильно. Соотношение графитизирующей способности углерода и кремния в этом случае определяется как отношением концентраций этих элементов, так и степенью графитизации: чем больше отношение С:Si и меньше значение Kг, тем относительно меньше влияние углерода и больше влияние кремния.
Обе диаграммы рис. 154, а и б дают, кроме того, качественное представление о величине и распределении графитных выделений. Для этого на диаграммах проведены линии одинаковых значений углеродного эквивалента (С, на рис. 154, а) или эвтектичности (Sэ на рис. 154, б), уменьшением которых графит размельчается, и в конечном итоге он становится междендритным. Поэтому по положению состава чугуна на этих диаграммах можно судить о характере матрицы и выделений графита или по выбранной эвтектичности и заданной структуре матрицы определять содержание углерода и кремния.
На основе формулы (II. 67) построена также структурная диаграмма В. Паттерсона (рис. 154, в), по которой в зависимости от толщины отливки R, заданной структуры, эвтектичности и склонности чугуна к графитизации определяется состав металла. Для примера на рис. 154, в представлен расчет состава чугуна для круглого образца диаметром 30 мм при условии получения перлитной структуры из чугуна с эвтектичностью Sэ = 0,9. Этим условиям удовлетворяет чугун с содержанием 3,2% С и 1,9% Si.
Теоретической является также зависимость, положенная А.Ф. Ланда в основу построения своей диаграммы,

Здесь а = 2R — толщина плоской стенки отливки в мм;
К — константа, значение которой составляет 2,2— 2,8 для области I, 1,3—1,5 для области IIa, 1,0—1,2 для области II и 0,3—1,0 для области Ilb.
Однако анализ этого выражения показывает, что коэффициент при Si мало отличается по величине от значения n (II.64) диаграммы Маурера, так как уравнение (II.68) может быть представлено в виде

или, принимая во внимание, что диаграмма Маурера более или менее справедлива для R = 12,5 мм,

Таким образом, в диаграмме А.Ф. Ланда точка, из которой исходят границы структурных областей, располагается на высоте 19% С вместо 4,3% С, что улучшает результаты расчетов в области высокого содержания углерода и низкого содержания кремния; в остальном эта диаграмма не имеет преимуществ перед диаграммой Маурера.
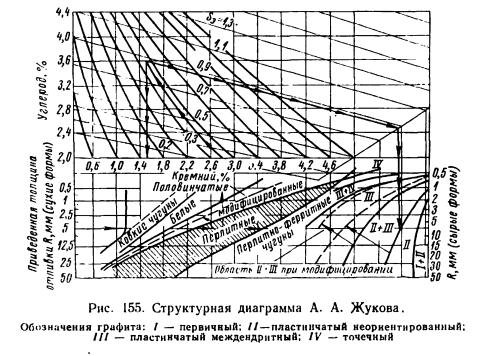
Полуэмпирической является диаграмма А.А. Жукова, приведенная на рис. 155. Нижняя часть диаграммы (эмпирическая) представляет зависимость структуры матрицы от толщины отливки, характера формы (сырой или сухой) и содержания кремния в чугуне при 2% С. Верхняя часть диаграммы (теоретическая) состоит из линий равной активности, что, по взглядам автора, аналогично графитизирующей способности. Расчеты по диаграмме производятся следующим образом. Определив на оси абсцисс диаграммы содержание Si (в данном случае 2,8%) по заданной толщине отливки, типу формы и структуре матрицы, нужно затем, как это показано стрелками на рис. 155, подняться вдоль кривой равной графитизирующей способности до любого содержания углерода и, опустившись потом вертикально вниз, найти новое соответствующее этому углероду содержание кремния. Диаграмма, кроме того, даст возможность судить достаточно полно и о характере графита в чугуне. Для этого служит ее правая нижняя часть. Направляясь от фигуративной точки, представляющей состав чугуна, вдоль линии равной эвтектичности Sэ направо, а потом вниз, как это представлено стрелками на рис. 155, можно в зависимости от толщины отливки и характера формы определить по соответствующей области (I, II, III, IV) форму, распределение и качественно даже размеры выделений графита.
Полуэмпирической является также диаграмма Г.Ф. Баландина, приведенная на рис. 156. На оси абсцисс этой диаграммы откладывается линейная (или пропорциональная ей объемная) скорость затвердевания v = dRе/dт, как это раньше было сделано Н.П. Дубининым, что дает возможность учесть не только толщину отливки, но и прочие технологические параметры, влияющие на скорость кристаллизации. В случае песчаной формы эта скорость затвердевания может быть приближенно определена в соответствии и с (I.14) следующим образом:

где тпер и т — продолжительности периодов снятия перегрева и кристаллизации.
По (11.69) можно, таким образом, определить значение v для любого момента затвердевания, в том числе для начального (т = 0), конечного (т = тк) и любого другого. Точно так же возможно определить по этой формуле скорость кристаллизации в любом месте сечения отливки, характеризующемся приведенной толщиной затвердевшей корки Rе. Для этого по заданному Rе следует найти по (II.50) продолжительность охлаждения тк = тпер + т, а затем по (II.69) — величину v. Пользуясь этим значением и суммой С+Si, легко определить затем, как это показано на рис. 156 штриховыми линиями Ссв/Соб, которое в некоторой мере характеризует структуру матрицы чугуна (стрелками показана обратная задача). Однако, несмотря на подкупающую универсальность, диаграмма страдает тем основным недостатком, что дает преувеличенное представление о неоднородности структуры чугуна по сечению. На самом же деле эта неоднородность, хотя и имеет место, значительно меньше, чем об этом можно судить по изменению значения v, что объясняется прежде всего объемным характером затвердевания. Поэтому в отливках разной толщины структура обычно сильно различается даже при одинаковых значения Re вплоть до отбела в тонкостенном литье. Все это ставит под сомнение само применение скорости кристаллизации, как определяющего фактора структуры чугуна, особенно при литье в песчаные формы.

В качестве второстепенного замечания можно указать на то, что сумма С+Si не характеризует во всех случаях графитизирующую способность металла и диаграмму следовало бы в этом отношении перестроить. Точно также отношение Ссв/Соб характеризует структуру матрицы только в двух крайних случаях: при чисто белом (Ссв/Соб = 1) и чисто ферритном (Ссв/Соб = 0) чугунах. В остальных случаях структура матрицы характеризуется % Cсв, но не отношением Ссв/Соб.
Из эмпирических диаграмм наиболее полной следует считать представленную на рис. 157. Она учитывает влияние углерода, кремния, хрома, а также модифицирования (присадка 0,3—0,5% силикокальция или ферросилиция) и дает представление о структурах матрицы и графита. Что же касается влияния толщины стенок отливки, то оно легко учитывается уравнениями (II.56) и (II.57). Анализируя диаграмму, можно видеть, что граничные линии близки к гиперболе, хотя и отличаются по характеру от кривых рис. 154, а. Различие выражается главным образом в том, что соотношение графитизирующей способности углерода и кремния еще в большей степени зависит от отношения С:Si. Из диаграммы также следует, что наличие хрома в чугуне передвигает граничные линии вправо, особенно крайнюю, модифицирование же графитизирующими добавками, наоборот, перемещает эти границы влево, т. е. в сторону меньших концентраций кремния. Весьма важно, что одновременно со структурой матрицы диаграмма представляет данные о характере графита нормальных типов.

Некоторыми специфическими особенностями отличаются структурные диаграммы для тонкостенных отливок. В этом случае затруднительно, а иногда и невозможно, получить чисто перлитную структуру ввиду возможного образования как свободного цементита, так и феррита, а часто того и другого вместе, как видно из рис. 158, а, на котором перлитная область заштрихована. Получение перлитной структуры облегчается при модифицировании графитизирующими добавками (рис. 158, б). Исследование этого вопроса привело И. Чикеля к диаграмме, изображенной на рис. 159, из которой видно, что если приведенная толщина отливок меньше 0,75 мм (толщина плоских отливок 1,5 мм, круглых брусков — 3 мм), то получить чисто перлитную структуру невозможно. В этом случае получаются только промежуточные структуры половинчатого или перлито-ферритного чугуна с так называемым «первичным ферритом» (феррит 1). Приближенной границей этих областей служит линия AB, соответствующая значению Sэ = 1,15. При значениях Sэ > 1,23 также не получаются чисто перлитные (сорбитные) структуры. При такой эвтектичности в отливках образуется только перлито-ферритная матрица, причем справа от гипотетической границы CD получается «нормальный» феррит, а слева — «первичный». Наилучший же способ получения перлитной структуры в тонкостенных отливках — это применение антиферритизирующих модификаторов. Интересно также отметить, что в очень тонких сечениях графит кристаллизуется иногда в шаровидной форме, чему способствует также высокий перегрев и плавка в печи с основной футеровкой.

Особую группу представляют диаграммы для определения закалочных структур, которые можно получить путем легирования, быстрого охлаждения и термической обработки. Примеры таких диаграмм представлены на рис. 151, 160 и 161. С увеличением скорости охлаждения, повышением содержания Ni, Mo, W и с увеличением температуры и скорости нагрева токами высокой частоты получаются все более дисперсные структуры и в конечном итоге — мартенсит.


Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!