Диаграммы для высокопрочного чугуна
Так как высокопрочный чугун представляет собой сравнительно новый материал, то вполне естественно, что соответствующие структурные диаграммы еще мало разработаны. Их создание сильно усложняется стабилизирующим действием глобулизирующих элементов и недостаточной изученностью влияния даже основных элементов. Так, например, по данным И.А. Шапранова, углерод уменьшает количество необходимого магния для образования шаровидного графита, подданным же П.И. Степина, этот фактор действует в противоположном направлении. Последняя зависимость находится в соответствии с формулой (II.49). То же подтверждено Е. Пивоварским. Однако из этого вовсе не следует, конечно, что углерод и кремний надо держать на низком уровне. Наоборот, исследования показывают, что повышение содержания этих элементов, в особенности углерода, весьма полезно для высокопрочного чугуна, так как уменьшает чувствительность структуры к скорости охлаждения и устраняет или уменьшает отбел в тонких сечениях отливки.
Из всех опубликованных структурных диаграмм наиболее разработанными являются диаграммы П.И. Степина, но в ряде случаев они, к сожалению, построены для присадки ферросилиция в чугун до добавки магния, что не является эффективным. В этих условиях получение перлитной и в особенности чисто ферритной матрицы весьма затруднительно, практически даже невозможно. При этом в тонких сечениях наблюдаются анормальные структуры, в которых наряду с ферритом (оторочка вокруг графита) имеется и свободный цементит. Устранение этой структуры и обеспечение получения чисто перлитной матрицы значительно облегчается при добавке ферросилиция после присадки магния, причем возможно еще значительно уменьшить содержание кремния в чугуне вследствие большей эффективности такой присадки. На рис. 163 представлена диаграмма П.И. Степина, устанавливающая зависимость между составом чугуна, толщиной отливки, количеством модификаторов (Mg и Si) и структурой матрицы, которой можно пользоваться на практике.
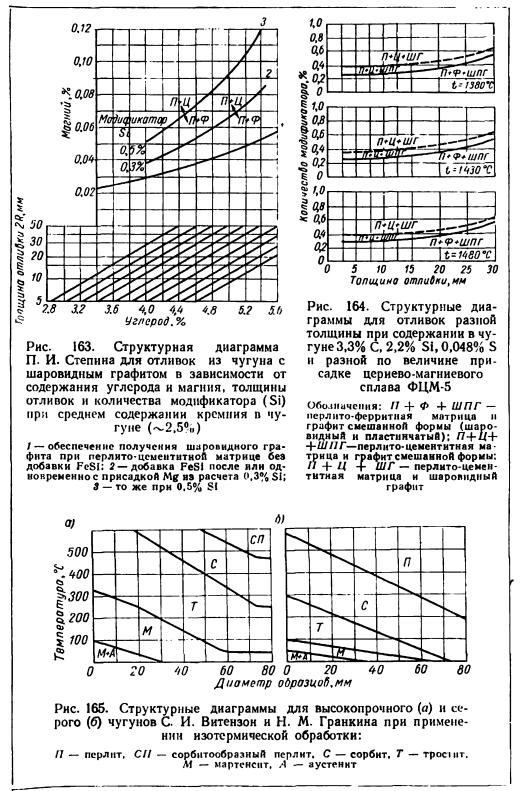
Некоторыми особенностями отличаются структурные диаграммы для высокопрочного чугуна в случае обработки его церием или цериево-магниевым сплавом ФЦМ-5 (—45% Ce, 4—7% Mg). Как видно из структурных диаграмм, полученных автором совместно с А.Я. Иоффе и другими (рис. 164), уверенное получение шаровидного графита в этом случае имеет место обычно только при одновременном наличии свободного цементита. Получение чисто перлитной и ферритной структур еще больше затруднено, чем при присадке магния. Поэтому отливки из высокопрочного чугуна подвергаются обычно термической обработке, чаще всего отжигу или нормализации, в некоторых же случаях — изотермической закалке. Выбор температуры обработки зависит от требуемой структуры. Как видно из исследований С.И. Витензон и Н.М. Гранкина, высокопрочный чугун характеризуется при изотермической обработке более широкими областями мартенсита и дисперсных форм перлита, чем серый чугун (рис. 165), и обработка может проводиться при более высоких температурах и для более толстостенных отливок, чем при сером чугуне.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!