Влияние жидкого состояния на механические свойства чугуна
Все факторы, определяющие жидкое состояние чугуна (перегрев в печи, модифицирование и другие методы обработки жидкого металла, строение и состав шихтовых материалов, режим плавки и т. п.), так или иначе влияют на величину переохлаждения и образование зародышей при кристаллизации. Вследствие этого укрупняется или размельчается эвтектическое зерно и изменяются количество, форма и размеры выделений графита, что в некоторой степени отражается также на условиях перекристаллизации. В результате изменяются структура и механические свойства чугуна. При этом следует иметь в виду, что все вышеперечисленные факторы одинаковы по природе своего действия, только одни, например перегрев, плавка на большом количестве стального лома или передельного чугуна, дезактивируют зародыши, увеличивают переохлаждение и усиливают тенденцию к образованию отбела, к транскристаллизации и выделению графита в междендритной форме, другие, например модифицирование графитизирующими добавками, плавка на большом количестве чушкового чугуна со сравнительно грубым графитом, действуют в обратном направлении. Естественно, что все эти факторы взаимно связаны и действуют то в одном, то в другом, взаимно противоположном направлении.
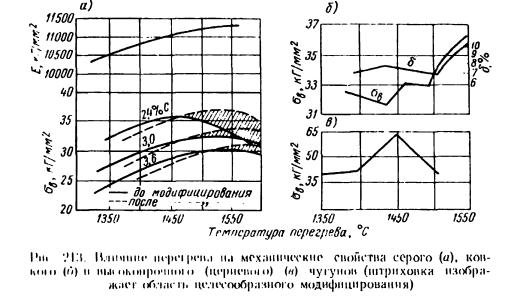
Влияние указанных факторов на механические свойства чугуна выражается обычно кривой с максимумом, так что до известного предела оно является положительным, а затем становится отрицательным. Именно так влияет перегрев на прочность серого чугуна. Как видно из рис. 213, а, положение этого максимума («критической температуры перегрева») зависит от состава чугуна. Так же влияют, конечно, скорость охлаждения и жидкое состояние металла. Все факторы, способствующие переохлаждению и образованию междендритного графита, передвигают положение максимума в сторону более низких температур и наоборот. Поэтому в одних случаях, находясь в условиях, соответствующих возрастающей части кривой, мы отмечаем положительное влияние перегрева, а в других случаях, в области ниспадающей части кривой, фиксируем его отрицательное влияние. В связи с этим следует указать па неправильность некоторых утверждений о наличии какого-то определенного положения «критической» температуры перегрева (1400° С), которое связывают часто с температурой равновесия между углеродом, кремнием и кислородом. На самом деле в каждом случае существует своя оптимальная температура перегрева. Установлено, например, что при высокой эвтектичности чугуна, медленном охлаждении, разнородной шихте, исходных материалах с грубым графитом и при плавке в вагранке в условиях соприкосновения с коксом оптимальный перегрев выше, чем в противоположных условиях и при плавке в электропечах, что вполне понятно с точки зрения жидкого состояния металла.
Следует отметить, что некоторые свойства чугуна, например, модуль упругости, возрастают при перегреве монотонно так же, как при увеличении переохлаждения. Такая же монотонная закономерность экспериментально найдена для прочности и пластичности ковкого чугуна (рис. 213, б), хотя, возможно, что при достаточно высоком перегреве и в этом случае максимум был бы обнаружен.
На свойства белого и высокопрочного чугунов перегрев и жидком состоянии оказывает меньшее, но принципиально такое же влияние, как и на свойства серого чугуна. Иногда, как показали И.Л. Вашуков и др., это влияние выражается довольно интенсивно (рис. 213, в). То же подтверждается Н.И. Астафуровой и П.И. Талановым, хотя максимум на кривой зависимости «перегрев — прочность» ими не был обнаружен.
Аналогично перегреву действует и выдержка в жидком состоянии, однако в области низких температур, близких к ликвидусу, она, как показал В. Паттерсон, в противоположность перегреву, ведет к укрупнению графита и понижению прочности серого чугуна.
С перегревом чугуна тесно связано его модифицирование — процесс, принципиально противоположный перегреву по своему влиянию на структуру и свойства чугуна, хотя совмещение обоих процессов характеризуется наибольшей эффективностью. Как видно из рис. 213, а, модифицирование графитизирующими присадками (штриховые линии), снижает прочность серого чугуна в области положительного влияния перегрева и, наоборот, повышает ее в другой области. Поэтому модифицирование серого чугуна графитизирующими присадками целесообразно только при низком содержании углерода или углеродного эквивалента, высоком перегреве (рис. 213, а) и других факторах жидкого состояния, приводящих к достаточно большому переохлаждению, в результате которого кристаллизация без модифицирования протекает по метастабильной системе или с образованием междендритного графита. В этом случае присадка модификатора, уменьшая переохлаждение и изменяя условия неблагоприятной кристаллизации серого чугуна, устраняет или, вернее, перемещает в сторону более высоких температур максимум на кривой влияния перегрева (рис. 213, а). При этом имеют значение температура присадки, состав, количество, размеры кусков и способ введения модификаторов, а также длительность выдержки металла после присадки.

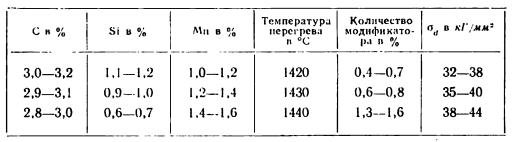
Представляет интерес также температура модифицирования, что, однако, правильно оценено только в последнее время. Как показали исследования, повышение температуры модифицирования сверх предела, необходимого для заливки, понижает механические свойства серого и ковкого чугунов (рис. 214), несмотря па то, что сам по себе высокий перегрев (в ранее указанных пределах) действует положительно. Таким образом, следует строго различать температуры перегрева и модифицирования. Слишком высокая температура модифицирования, как и излишняя выдержка после присадки (рис. 215), дезактивизирует или уничтожает образовавшиеся зародыши путем восстановления, растворения, ошлаковывания, улетучивания и т. д. и поэтому снижает, а иногда полностью уничтожает эффект действия модификаторов. При этом понижение температуры модифицирования, как и уменьшение длительности выдержки, тем более необходимы, чем меньше устойчивость зародышей. Вместе с тем важно подчеркнуть, что недостаточная выдержка после присадки также действует отрицательно, так как модификатор не успевает при этом равномерно распределиться и эффективно проявить свое влияние. Поэтому некоторая небольшая выдержка после присадки модификаторов не понижает, а повышает свойства чугуна и, следовательно, целесообразна. И в этом случае кривая зависимости характеризуется, следовательно, наличием максимума. Ta же закономерность наблюдается при увеличении количества модификатора. Таким образом, оптимальные результаты модифицирования могут быть получены только в определенных строго соблюдаемых для данного чугуна условиях. Большое значение в этом отношении имеет, конечно, состав модификатора. Для серого чугуна наилучшими графитизирующими модификаторами оказались: силикокальций (Si>60%, Ca>30%, Fe<5%), ферросилиций (Si = 75%, Al = 1,5%, Ca = 0,8%), сплавы ферросилиция с цирконием (Si = 60/65%, Zr = 15/20%, Fe — остальное или Si = 50/65%, Mn = 5/7%, Zr = 5/7%, Fe — остальное), сплав меди с кальцием (Cu = 77%, Ca — 23%), сплавы с барием (Si — 60/65%, Mn = 9/12%, Ca = 1,5/2,0%, Ba = 4/6%, Al = 1,0/1,5 %, Fe — остальное или Si = 80%, Ba = 8%, Аl = 1,3%, Ca = 0,7%, Fe — остальное).

Из модификаторов, представленных для сравнения в табл. 24, наилучшим оказался силикокальций. Получаемый при этом чугун рекламируется за рубежом под названием «миханит». Однако это справедливо только при условии его высокого качества (высокого содержания кремния и кальция и низкого содержания железа), в противном случае лучшие результаты может дать ферросилиций. Как уже указывалось, ферросилиций должен содержать некоторое количество алюминия и кальция. Этим, по-видимому, следует объяснить обнаруженный автором благоприятный эффект предварительного раскисления чугуна алюминием перед присадкой ферросилиция; понятно также и то, что при хорошем по качеству ферросилиции этот эффект не подтвердился.

Чистый графит как модификатор применяется только для борьбы с отбелом на тонкостенном литье, в других случаях (табл. 24) он не повышает, а понижает механические свойства чугуна. Бариевые модификаторы, рекламируемые под названием «инокулой», отличаются, по-видимому, повышенной устойчивостью образуемых зародышей и допускают поэтому более длительные выдержки после присадки. Согласно ряду данных, они отличаются но сравнению с ферросилицием преимуществами в отношении повышения механических свойств. Однако это проявляется главным образом при сравнительно малых присадках (~0,2%), при больших же количествах (~0,5%) разница во влиянии обоих модификаторов незначительна. Интересно отметить, что разные модификаторы по разному влияют па циклическую вязкость чугуна. В частности, особенно благоприятно в этом отношении влияют сплавы циркония.
Наиболее высокими получаются механические свойства при модифицировании легированного чугуна, однако весьма эффективно также, как показал Г.И. Клецкин, модифицирование малоуглеродистого чугуна при повышенном содержании марганца:
Кроме графитизирующих модификаторов для серого чугуна (при исходной сравнительно высокой эвтектичности) применяются иногда стабилизирующие модификаторы (рис. 216) в количестве 0,5—3%. С этой целью используются феррохром, ферромарганец, карбид бора или сложные сплавы, например, 3—5% С, 45—50% Cr, 4—6% Mn, 16—20% Si, 0,75—1,75% Zr. Особенно эффективно двойное модифицирование, состоящее из присадки сначала стабилизирующих, а потом графитизирующих сплавов. Из этих процессов особый интерес представляет двойное модифицирование карбидом бора (0,1% остаточного бора) и ферросилицием (~0,5%), при котором получается заэвтектоидный чугун с равномерно распределенными свободными карбидами; он характеризуется повышенной твердостью при неизменной прочности и незначительном понижении пластичности.

При модифицировании твердыми присадками немалое значение имеет состояние добавок, особенно величина кусков (рис. 217), оптимальные размеры которых должны соответствовать объему модифицируемого чугуна, температуре металла и скорости растворения присадки, например:

Размол модификатора должен быть сделан незадолго до присадки, чтобы обеспечить чистоту его поверхности для облегчения процесса растворения.
При модифицировании белого (отбеленного) чугуна в качестве добавок применяются ферросилиций, теллур, сера. Как уже указывалось ранее, эти модификаторы оказывают определенное влияние на структуру, а значит, и на качество отливок, но без заметного изменения механических свойств чугуна. Точно также и при модифицировании ковкого чугуна, которое производится обычно алюминием (0,015—0,03%), бором (0,002—0,05%), висмутом (0,002—0,01%), сурьмой (0,004—0,007%), влияние модификаторов на механические свойства чугуна невелико. Главная роль процесса в этом случае заключается в сокращении продолжительности отжига и в торможении первичной графитизации. Вследствие этого, а также из-за более полного распада карбидов в процессе отжига в модифицированном ковком чугуне обычно наблюдается некоторое повышение пластичности, часто сопровождаемое соответствующим снижением прочности.

Наиболее сложным является модифицирование высокопрочного чугуна. Оно может быть одинарным, т. е. только глобулизирующим (присадка магния, церия и других подобных модификаторов) и двойным, т. е. глобулизирующим и графитизирующим (добавочная присадка ферросилиция или другого графитизирующего модификатора). Наибольшая эффективность графитизирующего процесса получается при поздней присадке ферросилиция (после глобулизирующих модификаторов и по возможности непосредственно перед или даже в процессе заливки). Преимуществом такого модифицирования является также некоторое повышение механических свойств чугуна, особенно после термической обработки. Ранняя же присадка ферросилиция (до магния), как показал В.В. Дубров, характеризуется, наоборот, стабилизирующим влиянием, обусловленным лучшим усвоением магния и изменением устойчивости жидкой фазы. Модифицирование высокопрочного чугуна, как и серого, вполне возможно также жидкими присадками, глобулизирующее — путем присадки жидкого магния, графитизирующее — путем смешения чугуна, обработанного магнием с исходным или с еще более высококремнистым сплавом.
Сопоставление влияния разных глобулизирующих добавок показывает, что при применении церия, в том числе цериево-магниевого сплава ФЦМ-5, механические свойства высокопрочного чугуна получаются несколько ниже (примерно на 10—12%), чем при обработке чугуна магнием, что объясняется менее благоприятной, в том числе и смешанной формой графита и что особенно справедливо в случае толстостенных отливок и при недостаточном или, наоборот, избыточном количестве церия. Вместе с тем имеются исследования, по которым в благоприятных условиях (заэвтектический состав чугуна, сравнительно тонкостенное литье и правильная дозировка остаточного церия в количестве около 0,1%) этот чугун по механическим свойствам не только не уступает, но даже превосходит магниевый, особенно при наличии надрезов:

Хотя такое превосходство цериевого чугуна требует проверки (меньшую чувствительность к надрезам можно было бы объяснить смешанной формой графита в цериевом чугуне, но при этом все его свойства должны были бы быть ниже), несомненно, что при соблюдении ряда условий церий может обеспечить такие же механические свойства в чугуне, как и магний. Однако за магнием все же остаются при этом значительные преимущества: дешевизна, более высокие и более стабильные результаты в отливках большой толщины и, как следствие, более высокая квазиизотропия.
Другие методы обработки жидкого чугуна — продувка газами и воздействие вибрацией и ультразвуком — также оказывают влияние на свойства чугуна. Продувка газами, получившая уже некоторое практическое применение в разных странах, является, как уже указывалось, с одной стороны, фактором уменьшения газосодержания и неметаллических включений и изменения жидкого состояния чугуна, действующего подобно вакуумированию и вакуумной плавке, а с другой, — фактором возможного насыщения металла теми или иными газами. Поэтому результаты процесса зависят от способа продувки и состава продувочных газов, как это видно из рис. 218, где представлены результаты исследования автора совместно с Л.Р. Штейнбергом по влиянию продувки чугуна газами на его механические свойства.

В некоторых случаях, например при обработке чугуна пропаном и другими углеводородами или даже аргоном, можно частично получить даже шаровидный графит в структуре и, следовательно, наиболее резко изменить не только прочность, но и пластичность чугуна. Однако наибольшее значение обработки чугуна газами заключается в хорошей подготовке его к модифицированию. Как было ранее показано, особо эффективной в этом отношении является продувка серого чугуна азотом и водородом. Еще эффективнее этот процесс при модифицировании глобулизирующими модификаторами. В этом случае предварительная продувка чугуна аргоном, азотом и другими газами уменьшает количество этих добавок, обеспечивает большую стабильность процесса и повышает свойства чугуна вследствие уменьшения неметаллических включений. Наибольшее применение получила продувка чугуна инертными газами (главным образом азотом) вместе с какими-нибудь твердыми или жидкими модификаторами (графит, ферросилиций, магний, кремнистые Mg-Ce-Li сплавы и др.) и десульфураторами (карбид кальция, сода и др.), что значительно увеличивает эффективность действия этих присадок.

Некоторое повышение механических свойств чугуна может быть достигнуто также вибрацией, как это отметили, например, К.Т. Буцель, В. Паттерсон и др. Установлено, что прочность серого чугуна (рис. 219) возрастает с увеличением амплитуды и длительности вибрации, причем наибольшая эффективность получается при вибрации в ковше и форме или только в форме. Амплитуда вибрации должна быть больше 0,2 мм, а при достаточно прочной форме лучше всего 0,5—1,0 мм, иначе не наблюдается перехода междендритного графита в неориентированный; оптимальная продолжительность процесса около 2,5 мин. Как и при модифицировании разными добавками, эффективность вибрации возрастает с уменьшением эвтектичности чугуна (рис. 219). Благоприятное влияние вибрация оказывает также на свойства высокопрочного чугуна, особенно цериевого.
В значительно меньшей степени выявлено влияние ультразвуковой обработки. В то время как одни исследователи говорят о повышении механических свойств серого чугуна под воздействием ультразвука примерно в 3 раза, другие оценивают эту эффективность весьма скромно, примерно в 12%, что находится в соответствии и с исследованиями А.Я. Иоффе в ЛПИ.

Несравненно большее влияние па жидкое состояние и механические характеристики чугуна оказывают так называемые наследственные свойства шихтовых материалов и режим плавки. В этом отношении прежде всего необходимо указать на повышение прочности серого чугуна при увеличении количества стального скрапа в шихте, как показано на рис. 220, а. Однако эти преимущества проявляются главным образом при модифицировании, устраняющем образование междендритного графита, иначе шихта с большим количеством стального скрапа может привести к обратным результатам. То же можно сказать и о плавке на передельном чугуне (рис. 220, б), преимущества которой (иногда, правда, в преувеличенном виде) широко освещены в нашей литературе. И в этом случае, однако, возможны отрицательные результаты при кристаллизации графита в междендритной форме:

Характер графита в исходном чушковом чугуне также оказывает существенное влияние. Например, отрицательно влияет спель и, наоборот, весьма благоприятно влияют чугуны природнолегированные и специально обработанные в жидком состоянии. Поэтому прочность серого чугуна оказывается обычно тем выше, чем меньше содержание кремния в чушковом чугуне, хотя эта закономерность не всегда ясно выражена, так как большое значение имеют другие составляющие и структура чушкового чугуна:

Поэтому большое внимание уделяется сейчас содержанию некоторых малых неконтролируемых примесей. Так, например, отмечено падение прочности чугуна с 23,8 до 4,7—15,7 кГ/мм2 при наличии в отливках 0,015% Pb, в особенности при наличии водорода. Такое же или даже еще более интенсивное падение прочности возможно и на высокопрочном чугуне при наличии малых количеств «вредных» примесей.

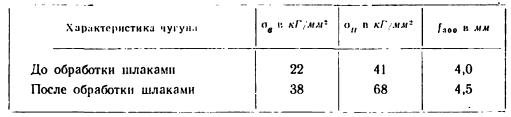
«Наследственные» характеристики чушкового чугуна оказывают большое влияние также на свойства отбеленного чугуна. Применение для его выплавки обычного коксового чугуна (вместо древесноугольного) дает благоприятные результаты только при добавке стали или, что еще лучше, при применении раскислительного шлака, что видно из рис. 221. Таким образом, не только шихта, но и режим плавки как фактор, влияющий на жидкое состояние, играет роль в формировании качества отбеленных отливок, что справедливо, хотя, может быть, и в меньшей мере, также для чугунов других типов. В частности, показано, что присадка рутила (TiO2) в качестве флюса при плавке серого чугуна повышает его прочность. Еще эффективнее, как показано Ф.Н. Тавадзе, обработка чугуна сначала карбидными, а потом глиноземистыми шлаками:
Некоторое влияние может оказать также основность и окислительность шлаков. Например, повышение основности шлаков, как уже указывалось, увеличивает переохлаждение и способствует размельчению графита, что является полезным при выплавке сравнительно мягких чугунов. Для малоуглеродистых чугунов более эффективными оказываются окислительные шлаки вследствие образования зародышей графита, что препятствует его меж-дендритной кристаллизации. В случае же высокого содержания углерода эти преимущества исчезают, так что замечается даже обратная картина. Вследствие всего этого, а также из-за разной степени перемешивания, перегрева, обессеривания, дегазации и очищения от включений свойства чугуна зависят и от плавильного агрегата. В этом отношении для получения стабильных свойств чугуна электропечи имеют определенные преимущества, как это видно, например, по данным для высокопрочного чугуна:

Во всех этих случаях кроме модифицирующего влияния наблюдается также некоторое изменение состава металла, что, в свою очередь, может заметно подействовать па механические свойства чугуна. Поэтому при анализе этих явлений следует строго различать модифицирующее и легирующее влияние. Надежным признаком в этом отношении является исчезающее во времени модифицирующее действие (рис. 222).

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!