Свариваемость чугуна
Широкое развитие, которое в последнее время приобрела сварка, распространилось в определенной степени и на чугунные отливки, причем не только как метод исправления брака или поломок, но и как технологический процесс изготовления сложных деталей, в том числе сварно-литых. В настоящее время известны многие примеры изготовления сварных чугунных труб, тройников, а также сварно-литых конструкций из чугунных отливок или чугуна и стали, в том числе выбивной решетки, станины плоско-шлифовального станка, поворотной рамы экскаватора и др. Еще шире сварка применяется для ремонтных работ и исправления дефектов, что дает возможность значительно увеличить срок службы отливок, в частности изложниц. Для удаления прибылей на отливках высокопрочного чугуна применение получила автогенная резка.
Всем этим вопросам посвящена уже большая литература, в которой сварка рассматривается с точки зрения особенностей ее применения для чугуна. Именно такой подход, а не простое копирование методов, применяемых для стали, обещает успех делу развития сварки для чугунных отливок. И, действительно, чугун обладает специфическими свойствами, которые в сильной степени затрудняют применение сварки и которые необходимо учесть при разработке этого технологического процесса, без чего результаты не могут быть благоприятными.
Эти особенности чугуна заключаются, с одной стороны, в высоком содержании углерода и в тенденции к метастабильной кристаллизации при быстром охлаждении, характерном для процесса сварки, а с другой стороны, — в низкой пластичности и большой хрупкости, особенно при наличии свободных карбидов или мартенсита, что облегчает возможность образования трещин, и в низком модуле упругости, что способствует поводке в процессе охлаждения и неравномерной усадки. Таким образом, быстрое охлаждение сварного шва и околошовной зоны является для чугуна главной опасностью, и технологические приемы сварки должны это учитывать.
Чтобы уменьшить эту опасность и повысить пластичность чугуна, пользуются в наиболее тяжелых условиях горячим способом сварки с подогревом до 700—800° С, в более благоприятных условиях — полугорячим способом (подогрев до 300—400° С) и в самых простых случаях — холодной сваркой. Кроме того, в зависимости от конструкции отливки, возможности развития напряжений и последующей механической обработки подогрев может быть общим, местным или вовсе отсутствовать, как то иллюстрируется схемой рис. 313. При этом ширина местного подогрева должна быть по крайней мере в два раза больше ширины завариваемого участка.

В ответственных случаях наибольшее распространение имеют способы горячей газовой и дуговой сварки, меньше применяются низкотемпературная пайка бронзой или монель-металлом и специальные методы сварки в среде защитного газа (аргона). Из способов холодной сварки больше всего используется сварка стальным электродом с интенсивным охлаждением путем отвода тепла проточной водой, подводимой к стороне, противоположной завариваемой. При этом способе поверхностный слой наплавки сохраняет свойства малоуглеродистой стали, а зона отбела концентрируется по линии сплавления с основным металлом.
В указанной выше литературе приведены многочисленные рекомендации выбора материала для электродов, присадочных материалов из черных и цветных металлов, покрытий, флюсов, а также технологических приемов и режимов сварки, которыми и следует пользоваться. Однако это многообразие рекомендаций свидетельствует о том, что процесс сварки чугуна разработан еще далеко не в полной мере. Все же следует надеяться, что в результате больших исследований, проводимых рядом институтов (Институтом электросварки им. Е.О. Патона, ЦНИИТмашем, BHИИавтогеном и др.), этот сложный вопрос будет, наконец, решен, так как уже и сейчас механические свойства сварного соединения могут быть обеспечены на высоком уровне, например:

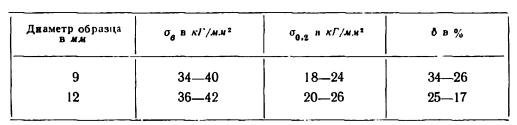
Оценивая свариваемость разных чугунов, следует указать, что мягкие чугуны с повышенным содержанием кремния являются более благоприятными, так как менее склонны к образованию отбела и мартенсита в термической зоне. Высокопрочный чугун вследствие наличия магния, наоборот, легче кристаллизуется после расплавления по метастабильной системе и поэтому, как правило, требует последующего отжига после сварки. Ковкий чугун вследствие низкого содержания кремния также сравнительно легко отбеливается, если не применяются специальные меры, например особые электроды с низкой температурой плавления и низким содержанием водорода. В некоторых случаях заварку ковкого чугуна производят поэтому до отжига. Вместе с тем следует отметить, что как ковкий, так и высокопрочный чугуны вследствие их более высокой пластичности менее опасны с точки зрения образования трещин. Поэтому они в общем хорошо свариваются при правильно выбранном технологическом процессе. Особенно хорошими свойствами свариваемости отличается насквозь обезуглероженный тонкостенный белосердечный ковкий чугун, и в ФРГ, например, даже стандартизирована специальная марка такого легко свариваемого чугуна (Si < 0,35%, Mn < 0,8%, S < 0,08%), отличающегося очень высокой пластичностью:
Черносердечный ковкий чугун также получает в этом отношении применение, например при сварке арматуры со стальными трубами. Предел прочности при растяжении шва в этом случае составляет при электродах из низкоуглеродистой стали 19 кГ/мм2 при особых электродах с низким содержанием водорода — 23 кГ/мм2 при никелевых электродах — 28 кГ/мм2 и железоникелевых — 33 кГ/мм2.
Еще большее развитие, в том числе для сварно-литых конструкций, приобретает высокопрочный чугун. Распределение твердости в термической зоне при разных исходных структурах металла показано на рис. 314. Снижение твердости и повышение качества шва может быть достигнуто путем отжига, применения специальных электродов с покрытиями, содержащими ванадий, вольфрам, ниобий (ЦЧ — 4, УОНИИ 13/45 и др.), электрошлаковой сварки для соединения отдельных частей сварно-литой конструкции и других мероприятий, уже разработанных и еще разрабатывающихся сварщиками.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!