Дробильно-размольное оборудование в урановой технологии
Щековые дробилки. Одним из распространенных видов дробильного оборудования являются щековые дробилки.
Материал в щековой дробилке измельчается в результате периодического сжатия находящихся в рабочем пространстве аппарата кусков подвижной и неподвижной щеками. При обратном ходе подвижной щеки часть материала удаляется.
Основные измельчающие усилия в щековых дробилках — равдавливание и раскалывание. Раздавливание материала происходит при прижимании подвижной щеки к неподвижной. Совместное воздействие раздавливания и раскалывания достигается при выполнении щек с пазами на поверхности. Сила раздавливания возрастает по мере приближения кусков материала к выходному отверстию.
Конструкции щековых дробилок различаются расположением оси подвеса подвижной щеки, характером движения последней и устройством движущегося механизма.
Изменение положения оси подвеса от верхнего до нижнего позволяет регулировать амплитуду качания подвижной щеки у разгрузочного и загрузочного отверстий дробилки.
Удобны щековые дробилки с верхней осью подвеса подвижной щеки, что позволяет иметь наибольшую амплитуду ее качания у разгрузочного отверстия, и, кроме того, при этом удается получить более высокую степень измельчения, так как имеется возможность осуществить сложное движение щеки — качательное и продольное вдоль оси щеки.
В дробилках с простым качанием щеки (рис. 1.1) передняя стенка корпуса обычно является одновременно неподвижной щекой, а подвижная щека подвешивается на оси к корпусу аппарата под некоторым углом относительно неподвижной.

Корпус дробилки выполняют из стального литья, а щеки футеруют сменными стальными плитами с нарифлениями на рабочей поверхности. Нарифления подвижной щеки должны соответствовать впадинам неподвижной и наоборот. Боковые стенки корпуса в рабочей части аппарата также футеруют стальными плитами.
Подвижная щека приводится в движение от эксцентрикового вала при помощи шатуна, который связан распорными плитами с подвижной щекой и регулировочными колодками или клиньями. Ширина выпускной щели регулируется перемещением клиньев, а тяга и пружины создают натяжение в движущейся системе и обеспечивают обратное движение щеки.
В щековых дробилках со сложным качанием щеки (рис. 1.2) она приводится в движение при помощи эксцентрикового вала, установленного на подшипниках, а ширина разгрузочной щели регулируется изменением наклона распорной плиты.

Известны щековые дробилки с кулачковым механизмом, приводящим дробящую щеку в качательное движение. Однако в технологии урана такие аппараты применяют редко.
Щековые дробилки имеют простую конструкцию, компактны, удобны в эксплуатации. Ho они требуют равномерной загрузки материала и часто выходят из строя при попадании в рабочее пространство аппарата посторонних металлических предметов.
Максимальный размер дробленого продукта щековых дробилок определяется шириной разгрузочной щели при максимальном отдалении подвижной щеки от неподвижной. Пределы регулирования разгрузочной щели обычно приводятся в каталогах заводов-изготовителей (табл. 1.3).

Материал в щековую дробилку рекомендуется подавать спереди или через закрытый вертикальный желоб, установленный над серединой загрузочной части. Разгрузка дробленого продукта производится через канал в фундаменте дробилки по желобу.
Производительность щековых дробилок в каталогах дается обычно для руд средней твердости с удельным весом 2,65 т/м3. Пересчитать производительность в соответствии с изменением удельного веса руды можно с помощью выражения

где Qк — производительность дробилки по каталогу; у — удельный вес руды, т/м3.
В первом приближении производительность щековой дробилки можно найти теоретически, например, по формуле

где n — скорость вращения вала (число полных качаний щеки), об/мин; b — длина выпускной щели, см; S — ход щеки, см-, d — ширина выпускной щели, см-, у — удельный вес материала, кг/см3-, u — коэффициент разрыхления, величина которого принимается равной 0,3—0,7.
Число оборотов вала, определяющее частоту качаний щеки, оказывает большое влияние на работу дробилки. Число качаний не должно быть велико, так как при этом время раскрытия щек будет небольшим и из аппарата станет выходить мало материала. Работать при небольшом числе оборотов вала тоже нерационально, потому что при этом успевают выпасть недробленые куски руды и уменьшается степень измельчения. Чаще всего вал совершает 150—450 об/мин. Продолжительность отхода щеки от одного крайнего положения до другого можно определить из уравнения

где k — число двойных качаний в минуту.
Для практических расчетов величина к может быть найдена из выражения

где S — ход щеки, см; ф — угол захвата, град.
Углом захвата называют угол между щеками дробилки. Обычно он составляет 15—25°. При дальнейшем увеличении ф куски руды начинают выскакивать из зева аппарата. С уменьшением угла захвата сокращается степень измельчения, так как щеки в этих условиях находятся близко друг от друга.
Для определения силы, раздавливающей кусок материала в щековой дробилке, можно использовать уравнение

где G — сила, поднимающая распорные плиты; L — длина распорной плиты, см; R — расстояние между осью подвижной щеки и местом соединения последней с распорной плитой, см; h — путь движения точки закрепления распорной плиты, см; r — радиус эксцентрика, см; х — расстояние от подвижной щеки до точки касания ее с куском материала, см.
Мощность электродвигателя щековой дробилки можно найти теоретически по формуле

где о — разрушающее напряжение, кг/см2; b — длина разгрузочной щели, см; Е — модуль упругости материала, кг/см2; D и d — ширина загрузочной и разгрузочной щели соответственно, см; n — количество полных качаний щеки в 1 мин.
При ориентировочной оценке мощности электродвигателя для щековых дробилок можно применять эмпирическую формулу

где В и D — длина и ширина рабочего пространства дробилки соответственно, см; Nдв — мощность электродвигателя, л. с.
Конусные дробилки. Измельчение материала в конусных дробилках осуществляется раздавливанием его при сближении поверхностей неподвижного и подвижного конусов. Внутренний подвижной конус то удаляется от наружного и захватывает материал, подаваемый сверху, то приближается и раздавливает материал. Крупные куски руды измельчаются в конусных дробилках не только раздавливанием, но и изгибом.
Внутренний конус дробилки обычно насажен на вертикальный вал, который при своем движении одновременно описывает коническую поверхность и поворачивается вокруг своей оси в результате трения о материал. Верхний конец вала обычно подвешивают, а нижний помещают в эксцентрик, который вращается в укрепленной в вертикальном подшипнике стальной втулке. Эксцентрик приводится в движение с помощью конической зубчатой передачи. Известны также дробилки, в которых качающее движение внутреннего конуса достигается не вращением эксцентрика, а помещенным в нижней части вала специальным неуравновешенным ротором (дебалансом).
Конусные дробилки для крупного дробления (рис. 1.3) имеют обычно очень крутой внутренний конус; в аппаратах для среднего и мелкого дробления внутрений конус более пологий. Известны также короткоконусные дробилки, отличающиеся специальной конфигурацией рабочего пространства. При уменьшении высоты дробилки уменьшается истирание измельчаемого материала и снижается расход энергии на дробление. Короткоконусные дробилки обычно используют для мелкого дробления руды.

Дробилки для крупного дробления характеризуются размером наибольшей ширины загрузочного кольцевого отверстия. Дробленый материал выходит в них из круговой щели под действием силы тяжести. Наружный конус таких аппаратов с конической или цилиндрической поверхностью отливают из чугуна. Внутреннюю рабочую поверхность верхней части неподвижного конуса футеруют сменными плитами из марганцовистой стали. Сменные стальные плиты крепят также на поверхности подвижного конуса. Поднимая или опуская вал, можно менять ширину круговой щели и регулировать степень измельчения.
Дробилки для среднего и мелкого дробления (рис. 1.4) характеризуются размером диаметра основания внутреннего конуса. Разгрузка дробленого материала в таком аппарате осуществляется под действием сил тяжести, инерции и трения. Наружный конус состоит из цилиндрического корпуса и укрепленной на нем стальной чаши с конической дробящей поверхностью. Корпус дробилки и кольцевой фланец чаши обычно связаны спиральными пружинами, которые позволяют чаше подниматься вверх, что предотвращает поломку аппарата в случае попадания в него недробящихся металлических тел. В некоторых случаях пружины заменяют воздушными цилиндрами. Чаша может перемещаться в вертикальном направлении с помощью специальных воротов.
Загрузка руды в конусные дробилки осуществляется по всей окружности аппарата или на часть ее. Материал при этом распределяется с помощью качающейся распределительной тарелки, которая укреплена на верхнем конце вертикального вала. Отверстия для выпуска дробленого продукта располагаются в нижней части дробилки против привода или под углом к нему.
Чтобы обеспечить устойчивую работу конусных дробилок, трущиеся поверхности в них следует регулярно смазывать. Для этого используют специальную установку, состоящую из системы труб, масляного бака и насоса, который приводится в движение вращающимся эксцентриком.
Производительность конусных дробилок для крупного дробления можно рассчитывать теоретически по формуле

где n — скорость вращения эксцентрика, об/мин; r — эксцентриситет дробящего конуса, см; D — диаметр нижнего основания дробящего конуса, см; d — ширина разгрузочной щели, см; a1 и а2 — углы наклона конических поверхностей неподвижного и подвижного конусов, град; у — удельный вес материала, кг/см3.
Расчет производительности конусных дробилок для среднего и мелкого дробления проводится по формуле

Для ориентировочной оценки производительности конусных дробилок можно использовать уравнение

Выбор конусных дробилок обычно производят при помощи табличных данных заводов-изготовителей (табл. 1.4 и 1.5).


При подборе электродвигателя для конусной дробилки крупного дробления его мощность можно вычислить по уравнению

где D — ширина загрузочной щели, см; а — разрушающее напряжение, кг/см2; N — мощность двигателя, л. с.; E — модуль упругости материала, кг/см2.
Молотковые дробилки. Молотковые дробилки со свободно вращающимися молотками можно применять на стадиях крупного, среднего и мелкого дробления, особенно при измельчении глинистых и вязких руд.
Молотковые дробилки отличаются сравнительно высокой производительностью, надежностью в работе, компактностью и высокой степенью измельчения, которая обычно лежит в пределах 15/40. Основные измельчающие усилия — удар и раскалывание.
Известны конструкции молотковых дробилок с одним и двумя роторами, вращающимися горизонтально (табл. 1.6). В последнем случае роторы вращаются навстречу друг другу на отдельных валах.
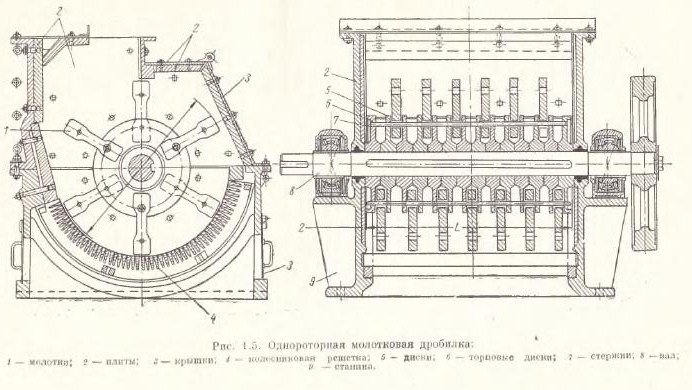
Однороторная молотковая дробилка (рис. 1.5) состоит из футерованного стальными плитами кожуха, внутри которого помещен вращающийся вал. На валу насажены диски, а в кольцевых пазах между ними укреплены молотки из марганцовистой стали. Материал поступает в аппарат сверху, измельчается под ударами молотков и разгружается через колосниковую решетку, находящуюся в нижней части дробилки.
Двухроторная молотковая дробилка (рис. 1.6) характеризуется тем, что в ней молотки подвешены между роторными пластинами, укрепленными радиально на двух параллельных валах, находящихся в футерованном стальными плитами общем кожухе. Исходный материал подается сверху через колосниковую решетку, измельчается молотками при их встречном движении, а затем разгружается через колосниковые решетки, находящиеся под каждым из вращающихся валов.
Производительность молотковой дробилки и мощность ее двигателя в первом приближении можно определить с помощью формул:

где Q — производительность дробилки, т/ч; N — мощность двигателя, квт; L — длина ротора, м; dм — диаметр наружной окружности вращения молотков, м; h — скорость вращения ротора, об/мин; i — степень измельчения; К — коэффициент, величина которого принимается равной 0,12—0,22, в зависимости от конструкции дробилки и твердости руды.

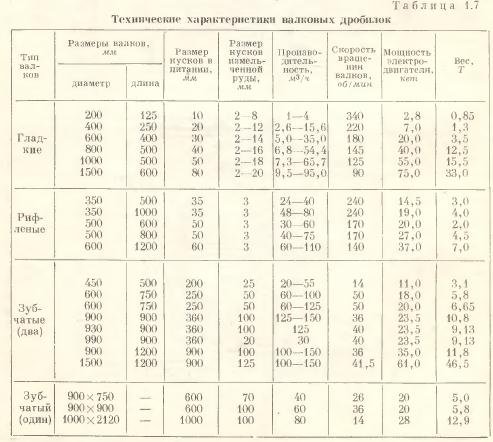
Валковые дробилки. Известны дробилки с гладкими и зубчатыми (рифлеными) валками (табл. 1.7). В первых дробление руды осуществляется раздавливанием при непрерывном нажатии валков на материал, а во вторых — раздавливанием в сочетании с раскалыванием и срезыванием. Материал поступает в валковую дробилку сверху, захватывается валками в щель между ними, где измельчается, и затем выходит с другой стороны. Чем больше ширина щели между валками, тем больше степень измельчения.
Валковая дробилка с гладкими валками обычно состоит из двух валков, вращающихся навстречу друг другу. Один валок устанавливают в неподвижных подшипниках, а другой — в подвижных. Разгрузочную щель между валками можно регулировать перемещением подвижной плиты, которая составляет одно целое с подвижными подшипниками. Валки заключены в кожух.
Дробилка с рифлеными валками отличается от вышеописанной только тем, что грани корпуса валков покрыты в ней рифлеными сегментами.
В валковых дробилках с зубчатыми валками последние выполняются из зубчатых сегментов или колес (рис. 1.7).
Если применение валковых дробилок с гладкими и зубчатыми валками позволяет проводить сухое и мокрое дробление, то при использовании дробилок с рифлеными валками материал должен быть обязательно сухим пли дробиться в сильной струе воды, так как влажная руда быстро забивает такие валки.
Известны конструкции валковых дробилок, в которых один валок подвижный а другой неподвижный. В этом случае подвижный валок перемещается возвратно-поступательно, причем к неподвижному его прижимают специальные пружины.
В некоторых случаях, особенно при дроблении мягких руд, успешно может быть использована одновалковая зубчатая дробилка, состоящая из зубчатого валка и колосниковой решетки, смонтированной на станине. Колосниковая решетка может иметь переменный угол захвата, что позволяет регулировать измельчение кусков руды различной крупности.
Наличие сильных раскалывающих усилий в зубчатых валковых дробилках позволяет использовать их на стадиях крупного и среднего дробления, в то время как дробилки с гладкими и рифлеными валками можно применять только для среднего и мелкого дробления.
При выборе валков большое значение имеет определение угла захвата, который должен быть менее 34°. Для определения угла захвата дробилки с гладкими валками можно использовать уравнение

где ф — угол захвата, град; D — диаметр валков, см; dp — диаметр куска руды, CM.
Зная величину угла захвата, можно определить зависимость диаметра валков от максимального размера кусков материала, втягиваемого валками:

Для гладких валков обычно соблюдается соотношение

а для зубчатых валков

Валковые дробилки, как правило, работают в условиях свободного питания, когда расстояние между валками поддерживается на 20—30% больше того размера, который должен иметь измельченный продукт. В этом случае производительность валков можно определить по формуле

где n — скорость вращения валков, об/мин; L — длина валков, см; у — удельный вес руды, кг/см3.
Правильный выбор скорости вращения валков имеет большое значение, так как при малом числе оборотов валков снижается производительность дробилки, а при очень большом — куски руды могут скользить, не втягиваясь в щель между валками. Оптимальное число оборотов валков можно найти из уравнения

где D — диаметр валков, см.
Шаровые мельницы. Тонкое измельчение, происходящее в шаровых мельницах, основано на ударе под действием падающих стальных шаров и на истирании материала между шарами и внутренней поверхностью корпуса мельницы.
При вращении заполненного шарами барабана мельницы шары под влиянием центробежной силы и силы трения поднимаются вверх, в направлении вращения, а затем под влиянием силы тяжести падают вниз, измельчая при этом материал.
Благодаря высокой производительности, надежности в работе и универсальности, позволяющей регулировать крупность измельчения в широких пределах, шаровые мельницы находят большое распространение в технологии урана.

Шаровая мельница (рис. 1.8) имеет барабан цилиндрической или конической формы, ограниченный торцовыми крышками с пустотелыми цапфами, с помощью которых он опирается на подшипники. Барабан мельницы обычно приводится во вращение с помощью зубчатого венца и шестерни, насаженной на приводном валу. Барабан и торцовые крышки футеруют стальными плитами, поверхность которых часто для уменьшения скольжения шаров делают волнообразной. Материал, поступающий на измельчение, загружается через пустотелую цапфу шнеком, а измельченный продукт выгружается также через пустотелую цапфу, но с другой стороны аппарата. Разгрузочная цапфа должна быть несколько большего диаметра, чем загрузочная, чтобы создать уклон, облегчающий движение материала через мельницу.
Разгрузка материала может быть центральной или через решетку. В первом случае измельченный продукт выпускают под давлением поступающего материала через патрубок в пустотелой цапфе, а во втором он проходит через решетку, установленную внутри мельницы перед разгрузочной цапфой. Использование решетки способствует быстрому прохождению материала через аппарат и получению необходимого измельчения с минимальными затратами энергии.
При разгрузке через решетку удельная производительность мельницы на 15—30% больше, чем при использовании мельниц с центральной разгрузкой. Применение решетки позволяет поддерживать низкий уровень пульпы в барабане и высокую степень заполнения его шарами. Низкий уровень пульпы способствует лучшей работе шаров, так как при этом их удары не смягчаются толстым слоем пульпы. Увеличение степени заполнения позволяет получить продукт измельчения меньшей крупности.
Диаметр мельницы и размер шаров выбирают в зависимости от крупности поступающего в аппарат материала и от заданной степени измельчения: чем больше размер кусков исходного материала, тем больше должен быть диаметр мельницы (табл. 1.8). Вес шаров должен обеспечивать измельчение максимальных кусков материала, но в то же время размеры шаров не должны быть велики, так как необходимо сохранять достаточную величину рабочей поверхности мельницы. Диаметр шаров может меняться в пределах 30—175 мм, хотя шары размером более 65 мм редко применяются. Обычно максимальный диаметр шаров в 18—24 раза меньше диаметра мельницы.

Для определения минимального размера шаров можно использовать формулу

где dмин.ш. — минимальный размер шаров, см; dмакс — максимальный размер кусков измельчаемого материала в питании мельницы, см; а — разрушающее напряжение, кг/см2; уш — удельный вес шаров, кг/см3; D — диаметр мельницы, см; E — модуль упругости материала, кг/см2.
Обычно шары заполняют 30—50% объема барабана мельницы. Степень заполнения мельницы шарами не должна быть большой, чтобы поднимающиеся шары не сталкивались с падающими.
На работу мельницы большое влияние оказывает длина ее барабана. При малой длине барабана трудно добиться необходимого измельчения, а увеличение длины барабана может привести к тому, что заданная степень измельчения будет достигаться уже в передней части аппарата, в то время как бесполезная работа шаров в остальной части мельницы приведет к ненужному расходу энергии. Чаще всего длина барабана в 1,5—1,7 раза превышает диаметр мельницы.
При цилиндрической форме барабана наблюдается равномерное распределение шаров по всей его длине, что нерационально, так как измельчающие усилия распределяются независимо от крупности материала в аппарате. В этом отношении удобнее мельницы с барабаном конической формы. В таком барабане действующие усилия можно распределить по его длине в соответствии с сопротивлением измельчению. Барабан конической мельницы состоит из двух конусов и короткой цилиндрической части между ними. При этом наиболее крупные шары помещаются в цилиндрической части, находящейся вблизи от загрузочного отверстия. В соответствии с изменением крупности материала в сторону разгрузочного отверстия убывает и угол подъема шаров, что позволяет снизить расход энергии на измельчение.
При выборе скорости вращения барабана можно использовать выражение

где n — скорость вращения барабана с учетом полезной работы всей массы шаров, об/мин; D — диаметр барабана, м.
Скорость вращения не должна быть больше некоторой предельной величины, при которой шары начинают вращаться вместе с мельницей и не измельчают материал. Это критическое число оборотов барабана можно найти из уравнения

Шары поднимаются вверх до тех пор, пока угол подъема не превысит угол их естественного откоса, а затем скатываются вниз. Чем больше скорость вращения, тем больше угол подъема шаров. Наибольший эффект измельчения обеспечивается в том случае, когда шары падают с наибольшей высоты с максимальной скоростью падения.
Производительность шаровой мельницы зависит от целого ряда факторов, а поэтому ее расчет связан с большими трудностями. При определении производительности мельницы можно использовать формулу

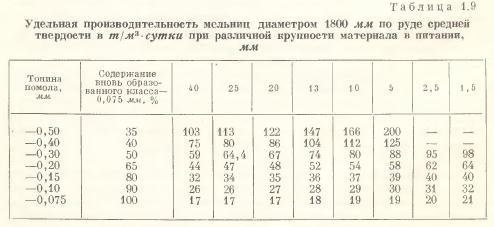
где K1 — коэффициент, учитывающий диаметр аппарата; K2 — коэффициент, учитывающий тип мельницы; K3 — коэффициент, учитывающий измельчаемость руды (для руд средней твердости равен единице); q — удельная производительность мельницы на 1 м3 ее объема, т/сутки; V — объем мельницы, м3.
Значения q для заданной крупности питания и помола приведены в табл. 1.9 для мельницы диаметром 1800 мм. Пересчет q для мельниц другого размера можно проводить с учетом K1.
Для определения производительности шаровой мельницы можно также использовать уравнение

где К — коэффициент, определяемый экспериментально; уш — насыпной вес шаров, т/м3; g — ускорение силы тяжести, м/сек3; L — длина барабана, м; ф — степень заполнения мельницы шарами; D — диаметр барабана, м; n — скорость вращения барабана, об/мин.
В первом приближении расход мощности на измельчение в шаровой мельнице можно найти из уравнения

где С — коэффициент, принимаемый равным 7—10 в зависимости от степени заполнения мельницы и твердости материала; G — вес шаров, кг.
Мощность электродвигателя шаровой мельницы с волнистой поверхностью брони можно определять по формуле

где N — мощность, квт; n1 и n2 — к. п. д. двигателя и приводного устройства; п — скорость вращения барабана, об/мин.
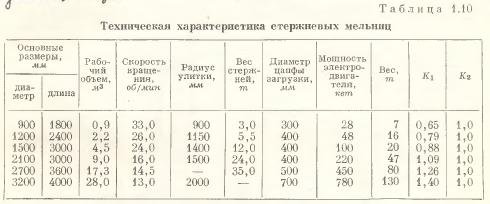
Стержневые мельницы. По конструкции стержневые мельницы близки к шаровым мельницам с центральной разгрузкой. Основное отличие состоит в том, что измельчающими телами в них служат стальные стержни диаметром 40—120 мм и длиной 25—50 мм (табл. 1.10).
Измельчение материала в стержневых мельницах (рис. 1.9) происходит вследствие удара и истирания при перекатывании стержней во вращающемся барабане. Скорость вращения здесь на 25—30% меньше, чем в шаровых мельницах, так как стержни перекатываются без свободного падения, но вся загрузка должна быть на 20—25% больше, чем в шаровой мельнице.
При измельчении материала в стержневой мельнице удается получить более равномерную крупность продукта, чем в шаровой. Это объясняется рядом причин. Во-первых, измельчающие усилия от стержней прежде всего воспринимаются наиболее крупными кусками, которые защищают более мелкие от переизмельчения. Во-вторых, при перекатывании стержней они образуют своеобразный грохот, который задерживает крупные куски материала, заставляя их двигаться вверх, в то время как мелочь проходит вниз, где меньше воздействие измельчающих усилий. Наконец, измельчению крупных кусков способствует их большая подвижность вдоль оси мельниц вместе со стержнями, которые зажимают их между собой.
Кроме шаровых и стержневых мельниц, известно много других типов аппаратов для тонкого измельчения, но в технологии урана они не применяются.
Мельницы-аэрофолл. В последнее время всеобщее внимание привлекают мельницы-аэрофолл, позволяющие при измельчении материала крупностью 100—600 мм сразу получать продукт, содержащий 60% материала крупностью 200 меш. Мельницы такого типа разрабатывает Хардинг с сотрудниками.
Основная особенность аэрофолла — непрерывное дробление и измельчение материала, основанное на ударе под действием собственного веса его кусков в сочетании с классификацией измельченного материала в потоке воздуха.

Измельчение осуществляется внутри барабана, футерованного стальными плитами, который на 30—50% заполняется материалом (рис. 1.10). В отдельных случаях допускается использование небольшого количества стальных шаров (не более 2,5% объема барабана).
Измельченный материал непрерывно выносится из барабана в токе воздуха. Выделение готового продукта достигается с помощью пылеулавливающей аппаратуры, которая работает в замкнутом цикле с мельницей. Регулируя поток воздуха, можно изменять степень измельчения материала.
Процесс измельчения в аэрофолле можно проводить в режиме саморегулирования. Схема установки такого типа приведена на рис. 1.11. Материал, поступающий на измельчение, предварительно сортируется на классы и затем подается в мельницу в определенном соотношении.
Питание мельницы контролируется и регулируется устройством с «электрическим ухом». Установка полностью автоматизирована.
Допустимое содержание влаги в исходной руде составляет 3,5—4%. Такая влажность практически не влияет на производительность мельницы и характеристики измельченного материала. Аэрофолл можно также успешно использовать и при повышении влажности материала. Однако в этом случае рекомендуется подогревать поступающий в барабан воздух.
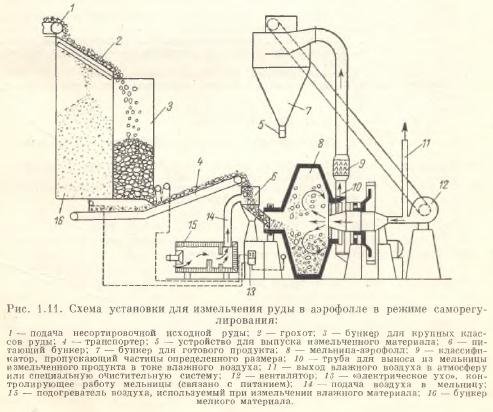
Влажный воздух удаляется из системы с помощью специальных отсасывающих устройств. Обычно установка имеет замкнутую вакуумную систему: 80% материала, уносимого воздухом из барабана мельницы, возвращается в нее через щель в днище классификатора и лишь 20% поступает вверх, проходя через сепаратор с отражательными перегородками.
В настоящее время известны мельницы-аэрофолл, обеспечивающие производительность по руде средней твердости до 4000 т/сутки при тонине помола 50%—200 меш. Расход энергии при этом составляет 4—5 ктч/т РУДЫ.
Об эффективности применения мельниц-аэрофолл для измельчения материалов свидетельствуют примеры, приведенные в работе Хардинга. Так, например, мельница диаметром 5,2 м и длиной 1,5 м обеспечивает измельчение кусков гематита железа размером 150 мм до крупности 50%—200 меш при производительности 1500 т/сутки. Более грубое измельчение (94%—10 меш) позволяет увеличить производительность мельницы в два раза.
Барабан мельницы диаметром 5,2 м вращался со скоростью 16,2 об/мин от электродвигателя мощностью 600 л. с. Вес мельницы 183 т. Для создания пневмотранспорта использовали воздуходувку, мощность электродвигателя которой составляет 600 л. с. при производительности 4000 м3/мин. Износ футеровки — 0,09 кг/т руды средней твердости. Таким образом, срок службы футеровки составляет не менее двух Лет.
При измельчении урансодержащих песчаников применение такой мельницы позволяет получить продукт 97%—200 меш при производительности 1000 т/сутки.
Возможность замены одной мельницей-аэрофолл нескольких дробилок и дополнительно шаровой или стержневой мельницы указывает на большую перспективность применения таких машин в технологии урана.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!