Электрофоретические покрытия для защиты тугоплавких металлов
Если пропускать постоянный ток между двумя электродами, погруженными в дисперсию среды с частицами коллоидных или близких к ним размеров (0,2—40 мк), взвешенных в безводной жидкости, то возникает направленное движение частиц к одному из электродов, где их заряд нейтрализуется и они осаждаются. Это явление, названное электрофорезом, впервые наблюдал Рейс в 1809 г. И хотя электрофорез весьма перспективен как способ нанесения покрытий из электропроводящих материалов, его практическое использование в промышленных масштабах, начавшееся главным образом в последние двадцать лет, пока остается весьма ограниченным.
Этим способом осаждают термоэлектронные и изоляционные материалы на нити накала электронных ламп, латекс на форму при изготовлении резиновых перчаток и в последнее время алюминий на сталь и краски на поверхности крупных изделий из стали, например мебель и т. д.
Теоретические основы электрофореза пока остаются спорными и здесь не рассматриваются. По наиболее широко распространенной теории Штерна подвижность взвешенной частицы U есть функция напряженности наложенного поля Е, электрокинетического потенциала абсорбированного двойного слоя z, диэлектрической постоянной D и вязкости жидкой среды n, выражающаяся в виде

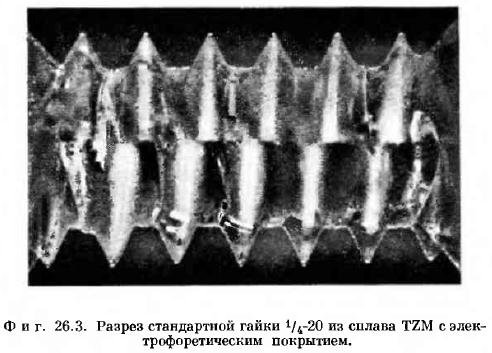
Надо отметить, что подвижность не зависит от размера, формы и состава частиц, поскольку электрокинетический потенциал и среда постоянны. Электрокинетический потенциал можно поддерживать постоянным белковыми добавками, равномерно абсорбируемыми всеми взвешенными частицами. Этот прием весьма важен, поскольку смесь двух или нескольких материалов станет осаждаться на поверхности подложки в той же пропорции, что и в ванне. Таким образом можно приготовлять сплавы, керметы и тугоплавкие композиции такого же состава, что и при обычных методах порошковой металлургии и керамического производства. Примеры разных покрытий, наносившихся на тугоплавкие металлы, приводятся в табл. 26.1. Снимки трех таких покрытий воспроизводятся на фиг. 26.1—26.3.

Наряду с возможностью осаждения сложных смесей регулируемого состава еще одной характерной чертой электрофоретического осаждения покрытий является очень высокая скорость их осаждения. Поскольку частицы электрофоретической суспензии огромны по сравнению с ионами в гальванических ваннах, масса на единицу заряда, переносимая на покрываемую поверхность, тоже очень велика. Обычно скорость осаждения покрытия изменяется в пределах от 0,005 до 0,05 мм/мин. Толщину покрытия при этом легко регулировать изменением прилагаемого напряжения, концентрации дисперсной фазы и длительности осаждения. Пример однородности электрофоретического покрытия дает разрезная гайка из молибденового сплава TZM с покрытием из MoSi2, показанная на фиг, 26.3. При нанесении покрытий этим способом на серийные резьбовые соединения из сплава TZM 99%-ные доверительные интервалы дали следующие средние значения прироста диаметрального шага и толщины покрытия: для диаметрального шага 0,145 ± 0,0028 мм\ для толщины покрытия 0,063 ± 0,0038 мм.

При электрофоретическом осаждении изоляционного или полупроводникового материала на неровную поверхность покрытие осаждается в первую очередь на выступающих участках, где напряженность поля высока. Ho по мере образования на этих участках покрытия электронапряженность здесь снижается благодаря изолирующему действию покрытия, так что в следующий промежуток времени углубления на поверхности заполняются с большей скоростью, чем уже покрытые участки.
Чтобы обеспечить равномерность покрытия на резьбе, обычно перед спеканием целесообразно покрытие уплотнить гидростатическим прессованием при давлении около 1400 кг/см2. Подобная операция сглаживает неровности, образовавшиеся в процессе осаждения покрытия, улучшает сцепление покрытия с подложкой и повышает прочность заготовки.
В настоящее время основное внимание уделяется раз работке покрытий для защиты тугоплавких металлов от окисления. В противоположность большей части других процессов нанесения, при которых на поверхности подложки образуются защитные алюминидные или силицидные покрытия благодаря длительной термодиффузионной обработке летучих соединений кремния (поверхностное диффузионное насыщение) или металлического алюминия (напыление, погружение в расплав, обмазка), при электрофорезе осаждается само защитное интерметаллическое соединение, прочно сцепляющееся с поверхностью подложки. В данном случае заметного диффузионного взаимодействия покрытия с подложкой, часто приводящего к охрупчиванию защищаемого сплава, не происходит.
Примеры электрофоретического покрытия из MoSi2 на фольге сплава TZM толщиной 0,152 мм, а также двух слойного покрытия NbCr2—MoSi2, образовавшегося путем диффузии Cr MoSi2 в листовой енлав Nb-752, приведены на фиг. 26.4. То что электрофоретическое покрытие почти не взаимодействует с подложкой, подтверждается хотя бы тем, что долговечность такого покрытия на ниобиевом сплаве в окислительной среде остается постоянной при изменении состава самого сплава. По сути дела такие покрытия обладают одинаковыми рабочими характеристиками при нанесении на такие разные сплавы, как D-43 (Nb—10W—1Zr), С 129 (Nb—10W—10Hf) и В-66 (Nb—5Мо—5W—1Zr). Предположительные сроки службы в статических и циклических условиях в окислительной среде электрофоретических покрытий из MoSi2 и NbCr2—MoSi2 при разных температурах указаны в табл. 26.2.

Проведенные недавно исследования влияния покрытия из MoSi2 на механические свойства сплава TZM показали, что сплав после нанесения покрытия сохраняет при комнатной температуре 70—80% исходной прочности, однако его пластичность резко снижается приблизительно до 11% исходного уровня.
В настоящей работе основное внимание уделялось применению электрофоретических покрытий на конструкционных соединениях из ниобиевых и танталовых сплавов, а также оценке свойств покрытых соединений при различных условиях (напряжение, температура, давление, скорость потока). В дальнейшем предполагается изучить возможность нанесения таких покрытий на изделия из сплава TZM.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!