Промышленные методы производства карбидов вольфрама
Получение монокарбида вольфрама. Карбид WC для промышленности твердых сплавов получают карбидизадией порошка металлического вольфрама сажей в токе водорода в индукционных или трубчатых угольных печах сопротивления, а также в больших муфельных печах, отапливаемых коксом или газом. Порошок металлического вольфрама получают из чистого ангидрида, вольфрамовой кислоты или паравольфрамата аммония. Величина зерен, свойства и насыпной объем исходных материалов оказывают большое влияние на свойства порошка вольфрама и карбида вольфрама. Величина зерен карбида вольфрама существенно влияет на твердость и вязкость готовых твердых сплавов. Измельчение же карбида вольфрама размолом — трудный и длительный процесс.
Получение вольфрама из ангидрида и других исходных материалов подробно описано в литературе. Ангидрид вольфрама восстанавливают, например, водородом в проходных печах с молибденовыми нагревателями или во вращающихся трубчатых печах при 750—900°. Режим восстановления также оказывает большое влияние на свойства металлического вольфрама и получаемого из него карбида. Кроме того, величина и структура частиц и насыпной вес исходных материалов существенно сказываются на качестве металла, карбида и конечного сплава.
Практика восстановления ангидрида вольфрама для получения ковкого вольфрама показала следующие особенности.
При использовании высокодисперсною ангидрида вольфрама применяют в начале процесса низкие температуры (с последующим медленным подъемом температуры) и, при подаче сухого водорода с большой скоростью, получают тонкий порошок вольфрама. Наоборот, при грубозернистом исходном продукте, влажном водороде и высоких температурах получают грубозернистый вольфрам.
Изменение величины зерен в процессе восстановления вольфрамовой кислоты или низших окислов вольфрама водородом детально исследовал Копельман. Влияние температуры и продолжительности процесса, а также влажности водорода может быть различным на разных стадиях восстановления. Здесь действуют два взаимно противоположных фактора. С одной стороны, при переходе от окисла к металлу значительно уменьшается объем; с другой — тонкие частицы проявляют склонность к росту. При восстановлении возможны измельчение и агломерация частиц.
Примеси исходного порошка вольфрама, пригодного для производства твердых сплавов, должны составлять .в сумме не более 0,2% (<0,05% Fe, <0,05% SiOa+Al2O3, <0,05% оснований и др.). В качестве карбидизатора чаще всего используют чистую сажу (например, 99% С, <0,1% золы; <0,5% летучих; <0,2% влаги).
Порошок вольфрама смешивают всухую в шаровых мельницах с 6,3—6,8% сажи в зависимости от содержания в вольфраме кислорода. Очень важно, особенно для грубозернистого вольфрама, следить за возможным расслаиванием смеси из-за значительной разницы в удельных весах. Полученную смесь (насыпью или в виде брикетов) прокаливают в трубчатой угольной или индукционной печи.
При применении угольных печей сопротивления смесь помещают в графитовые лодочки и постепенно продвигают через печь, нагретую до 1400—1600°. Медленно протекающий через печь водород сгорает у загрузочного конца. Температуру измеряют оптическим пирометром.
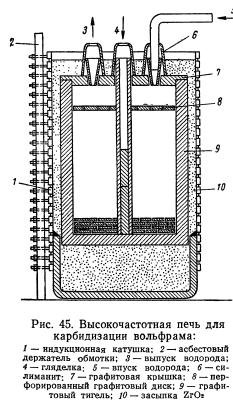
Схема индукционной печи показана на рис. 45. Шихта находится в графитовом тигле, закрывающемся графитовой крышкой с отверстиями. Для теплоизоляции тигля от индукционной катушки служит засыпка из окиси циркония. Через -отверстия в крышке тигля подают водород и удаляют отходящие газы; одно из отверстий служит для контроля температуры оптическим пирометром. После быстрого нагрева печь выдерживают в течение 2 час. при 1430—1500°, после чего ее охлаждают (при подаче водорода) в течение 10 час. На рис. 46 показано влияние температуры карбидизации на содержание связанного углерода; науглероживание начинается при 850° и практически заканчивается при 1400—1410°.
Охлажденный карбид в виде спекшихся светлосерых блоков обычным способом измельчают и просеивают. Он должен содержать 6,1—6,15% общего углерода, в том числе 0,05—0,1 % свободного.
Так же, как и при производстве технически чистого вольфрама, можно из ангидрида и углерода получить в больших количествах карбид WC в печах, отапливаемых газом или твердым топливом. Здесь также можно разделить процесс на две стадии, с тем чтобы проводить операцию карбидизации технического вольфрама в подходящих печах при высоких температурах.
Недавно было предложено получать карбид вольфрама из вольфрамовых руд, восстанавливая их углеродом при 1420° в присутствии железооловянистых лигатур. Этот метод может стать практически интересным; он несколько сходен с методом Киффера по непосредственному получению сплавов карбида вольфрама со связующим металлом из вольфрамовых руд.

Производство литого карбида W2C. Карбид вольфрама W2C — единственное металлическое тугоплавкое твердое соединение, получаемое в промышленных масштабах плавлением. Литой карбид используют в виде крупки, заполняющей сварочные электроды, служащие для наплавки бурового и другого инструмента износостойкими покрытиями. Можно отливать и детали определенной формы. Исходным материалом служит технически чистый вольфрам с размером частиц 50—500 ц, смешиваемый с 3% графита и железом (до 5%) и спрессованный в брикеты. В практике часто используют отходы производства (карбид вольфрама, вольфрам) в количестве до 60%, а для улучшения литейных свойств добавляют до 5% сложного карбида тантала и ниобия.

Смесь расплавляют при 3000—3250° в поворотных горизонтальных угольных печах сопротивления особой конструкции (рис. 47) или в вертикальных высокочастотных индукционных печах (рис. 48). Садку помещают в графитовый тигель с расположенной непосредственно возле него графитовой формой. В горизонтальных печах форма находится над тиглем и заполняется металлом при наклоне печи; в вертикальных печах форму помещают непосредственно под тиглем, в котором имеется специальное отверстие. Промышленное производство литого карбида вольфрама, требующее особо высоких температур, вызывает значительные трудности в отношении конструкции печей. Достаточно упомянуть теплоизоляцию плавильного пространства, охлаждение токовводов (при использовании токов большой силы), крепление и устройство форм для заливки готового сплава, измерение температуры и др.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!