Процессы при спекании вольфрамокобальтовых твёрдых сплавов (BK)
Спекание твердых сплавов на основе монокарбида вольфрама производится при температурах выше 1350°, следовательно, выше температуры плавления эвтектики вольфрам + кобальт + углерод. Уже давно предполагалось, что металлургические процессы, происходящие между твердыми кристаллами карбида вольфрама и жидкой фазой, возникающей во время спекания, имеют большое влияние на свойства готового продукта. Для выяснения условий спекания вольфрамокобальтовых твердых сплавов необходимо сначала изучить трехкомпонентную систему вольфрам — кобальт — углерод.
Трехкомпонентная система вольфрам — кобальт — углерод. Твердые и жидкие фазы, возникающие в системе вольфрам — кобальт — углерод в процессе спекания, были исследованы сравнительно недавно. Явления спекания в псевдобинарной системе монокарбид вольфрама — кобальт оказались весьма сходными с процессами спекания керамических материалов при наличии жидкой фазы. В качестве примера здесь можно указать на классическую систему Al2O3—SiO2.
Систему вольфрам—кобальт — углерод исследовали Такеда, Браунли и, в последнее время, Раутала и Нортон. Строение WC-Co сплавов исследовали еще раньше Хойт, Виман и Келли, Сайкс и русские исследователи Корольков и Зарубин.
Разрез WC—Co. Наибольший практический интерес представляет разрез WC—Co. Ниже поясняются процессы спекания типичного твердого сплава с 6% Co на основании этой псевдобинарной системы, согласно Такеда (рис. 132). Если нагревать тонкоизмельченную спрессованную смесь 94% WC и 6% Co (вертикальная пунктирная линия на диаграмме состояния, рис. 132) до температуры 1400° (здесь для упрощения не учитываются процессы диффузии при предварительном спекании между 600 и 1200°), то связующий металл еще не будет жидким, так как чистый кобальт плавится только при 1490°. Однако кобальт растворяет карбид вольфрама еще в твердом состоянии, так что температура плавления кобальта постепенно снижается и он начинает медленно плавиться в точке а при растворении около 1,5% WC. (Согласно новым исследованиям, область гамма при этой температуре распространяется до значительно более высокого содержания WC; это, однако, ничего не меняет в построении нашей модели процесса спекания.)

С увеличением продолжительности спекания растворяются другие мельчайшие частицы карбида вольфрама как в образовавшемся расплаве, так и в твердой фазе, и таким образом приблизительный состав смещается от точки а к точке b. В этой точке связующий металл полностью исчезает: образовавшаяся жидкая фаза имеет состав 81% Co и 19% WC.
Спеченное изделие состоит приблизительно из 91,5% карбида вольфрама и 8,5% жидкой фазы состава точки b (количественная доля этой жидкой фазы вычисляется по правилу рычага, по соотношению 100 ef/bf). Если после этого короткого спекания охладить спеченные изделия, то, согласно Такеда, в фазе связующего вещества должны быть найдены бинарная эвтектика (у плюс графит или у + n) и метаетабильная тройная эвтектика (у + n + графит), так как при малом содержании углерода и вольфрама фаза n несколько более стабильна и легче возникает, чем стабильная фаза монокарбида вольфрама. Однако фактически очень трудно или почти невозможно доказать наличие упомянутой эвтектики у слабо или низко спеченных образцов. Вероятно, в тонкодисперсной системе «твердое соединение — связующий металл» при небольшом избытке твердого соединения образование эвтектической структуры в очень тонких пленках связующего металла подавляется.
При продолжении спекания расплав растворяет новые частицы WC и состав жидкости смещается от точки b к точке d (40% WC), где устанавливается состояние равновесия между твердым WC и расплавом.
Жидкий расплав составляет теперь примерно 11 % общей массы, так что количество связующего, вещества почти удвоилось. Если бы в точке b температура спекания сильно колебалась, например между 1375 и 1500°, то соответственно кривой ликвидуса могло бы еще более раствориться WC или, наоборот, первичный карбид вольфрама был бы вновь выделен из расплава. Однако при достижении точки d усадка почти полностью заканчивается. Если спеченное изделие быстро охлаждать с точки d, то, согласно Такеда, из расплава должны выпадать первичные кристаллы фазы ч, двойная эвтектика (фаза n + графит) и тройная эвтектика (у + n + графит). Однако при умеренном или медленном охлаждении образуется устойчивая фаза WC, а не фаза ч, если сплав содержит достаточное количество углерода. Следовательно, должны выпадать сначала кристаллы WC, а затем двойная эвтектика (у + WC), причем выпадение должно полностью, закончиться при 1280°. В большинстве случаев, однако, WC кристаллизуется на нерастворенных частицах карбида вольфрама, вызывая их рост. Поэтому в обычных твердых сплавах образование указанной эвтектический структуры не наблюдается. Это подтвердили также Берг и Крайнер. у-фаза содержит при затвердевании приблизительно 4%WC в твердом растворе. Однако растворимость становится значительно меньше с падением температуры, и таким образом в твердом состоянии выделяется еще больше карбида вольфрама, у-фаза содержит в твердом растворе при низкой температуре меньше 1 % WC.
Такеда не приводит данных о растворимости кобальта в монокарбиде вольфрама при высоких температурах.
На основании микроскопических исследований образцов, спеченных в угольнотрубчатых печах, кобальт может в твердом состоянии растворять до 15% WC при 1320°. Эвтектика при 35% WC должна возникать только при температуре 1320°. Рентгенографическими исследованиями спеченных образцов установлено, что эвтектика образуется при 37% WC и температуре 1235°. При этой температуре кобальт должен в твердом состоянии растворять около 12% WC. Эдвардс установил гомогенность структуры твердого раствора при изучении шлифа литого образца с 20% (вес.) WC, отожженного при 1250° в течение 24 час. и затем закаленного. Растворимость WC в кобальте в твердом состоянии должна быть при этой температуре даже еще выше [22% (вес.)].
При обычной продолжительности спекания от 1 до 4 час. ниже температуры появления эвтектического расплава почти не приходится рассчитывать на высокую растворимость WC в кобальте. Различные результаты исследований, без сомнения, объясняются недостигнутым равновесием. При микроскопических исследованиях спеченных и литых сплавов WC-Co с содержанием меньше 40% WC были установлены три вида эвтектической структуры, а именно: игольчатая, скелетная («рыбьи кости») и дендритная. Подробные данные об этих фазах отсутствуют.
Согласно Такеда скелетная структура соответствует метаcтабильной эвтектике (у + n), дендритная фаза — метастабильной тройной эвтектике (у + n + графит) а игольчатая структура представляет стабильную двойную эвтектику (у + WC).
Авторы предположили даже большую растворимость кобальта в WC при более высоких температурах.
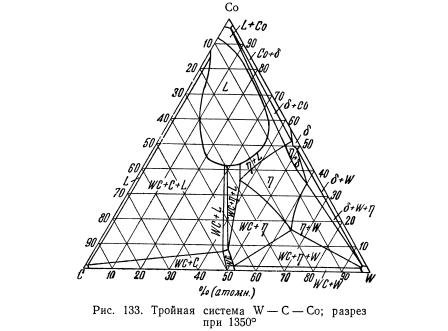
Разрез диаграммы W—Co—C при 1350°. Исследования Браунли привели к диаграмме, разрез которой при 1350° показан на рис. 133. Бинарные системы вольфрам — углерод, углерод — кобальт и кобальт — вольфрам исследованы в ряде работ.
Браунли исследовал прессованные образцы, которые с различной продолжительностью спекал в вакуумных печах. После медленного охлаждения с печью или после закалки в ртути или в вакуумном масле было произведено рентгенографическое исследование при комнатной температуре. Интересно отметить вывод: Браунли, что монокарбид вольфрама, область существования которого лежит между 50 и 52% (атомн.) W, в состоянии растворять некоторое количество кобальта при температурах, превышающих 1350°. Эта растворимость более явно выражена у карбидов IV и V групп периодической системы и у твердых растворов, с карбидами VI группы, согласно металлографическим исследованиям Киффера.
При не слишком резком охлаждении растворенный кобальт вновь очень быстро выпадает из твердого раствора. В присутствии свободного углерода, а также при недостатке углерода появление насыщенных твердых растворов WC и Co практически подавляется либо в результате выпадения графита, либо в результате появления фазы n.
Для фазы n Такеда приводит формулу CosW3C, Берг к Крайнер сообщают также составы Co2W4C или Co2W2C, Браунли установил область существования этой фазы при 1350° в следующих границах ,% (атомн.):

Фаза n, усиливающая хрупкость и очень нежелательная в промышленных твердых сплавах, была найдена еще Сайксом и др. и принята за двойной карбид переменного состава. Она возникает при недостатке углерода, а также при слишком быстром охлаждении. Металлографически она легко обнаруживается благодаря быстрой протравливаемости щелочным железосинеродистым калием, причем она окрашивается в темный цвет. Бабич, Гарянов, и Кислякова считают, что установили наличие фазы n1 и n2. Кислякова индицировала фазу n1 (13,6% Co, 1,4% С, 85% W) как Co2W4C, а фазу n2 (24,1% Co, 0,8% С, 75,1 % W) как Co6W6C. Карбид вольфрама W2C, по данным Браунли, у спеченных сплавов в присутствии кобальта не образуется, так как он быстро превращается при температуре 1350° в WC + W или WC + W + n.
По данным Такеда, в зависимости от содержания углерода и условий охлаждения может возникнуть стабильное или метастабильное состояние системы WC—Co. Для выяснения свойств связующей металлической фазы в твердых сплавах этой системы Берг и Крайнер исследовали металлографически и рентгенографически литой сплав с 33,3% W, 63,4% Co и 2,3% С, соответствующий стабильной тройной эвтектике, и параллельно сплав с меньшим содержанием углерода (35,2% W, 62,9% Co и 1,4% С). После термической обработки производились также магнитные измерения и измерения твердости. Результаты исследований совпадают с практическим опытом.
На основании рентгенографических, микроскопических и термических исследований Раутала и Нортон составили полную диаграмму стабильного состояния системы вольфрам — кобальт — углерод и определили изотермический разрез диаграммы при 1400°. Наряду с известной фазой n, были рентгенографически найдены два других соединения, а именно, фаза в, соответствующая составу Co3W6C, и фаза х с составом C03W10C4. Благодаря работе Раутала и Нортона с учетом результатов прежних исследований система вольфрам — кобальт — углерод сейчас достаточно широко выяснена.
Процессы спекания технических сплавов WC-Co. Предварительно следует остановиться на одной работе Франсена. Он обратил внимание, что неполностью спеченные или спеченные при низких температурах твердосплавные пластинки характеризуются скоплениями кобальта, и принял их за эвтектику кобальт + углерод. При мокром размоле кристаллы карбида вольфрама покрываются тонкой пленкой кобальта, что легко обнаруживается при испытании магнитом. Однако незначительное количество кобальта вследствие сильного ударного воздействия мельничных шаров соединяется в образования — чешуйки, которые при спекании являются причиной местного возникновения большого количества эвтектического расплава и значительных участков у-фазы. Если отшлифовать изделие, предварительно спеченное при высокой температуре, то эти кобальтовые чешуйки приобретают металлический вид. Если температуру предварительного спекания повысить, например, до 1200° (оставаясь при этом на температуре ниже температуры тройной эвтектики вольфрам + кобальт + углерод 1280° и двойной эвтектики кобальт + углерод 1315°), то ставший пластичным кобальт образует благодаря объемной самодиффузии в плоском сечении двухмерную связанную пористую сетку, а в пространстве — оболочку вокруг зерен карбида вольфрама, на которые эта оболочка «натягивается» благодаря поверхностной диффузии. На поведение кобальтовой фазы при спекании не влияет карбид вольфрама и углерод, -поглощаемый кобальтом в результате диффузии в твердом состоянии. Если поднять температуру до 1315°, то сначала -возникает двойная эвтектика кобальт + углерод, если только в изделии содержится достаточное количество свободного углерода или науглероживающая среда доставляет его при достаточно продолжительной диффузий. Большинство твердосплавных шихт WC-Co и WC-TiC-Co содержит несколько десятых процента свободного углерода; при смешивании карбида вольфрама с 5% Co достаточно поэтому около 0,5% свободного углерода для образования эвтектики кобальт + углерод с содержанием 2,6% C и, соответственно, образования жидкой фазы уже при температуре 1300°. Если в твердосплавной шихте нет достаточного количества свободного углерода, то безусловно сначала возникает тройная эвтектика вольфрам + кобальт + углерод (температура плавления 1280°), так как газовое науглероживание кобальта требует много времени и цементация происходит с заметной скоростью только при наличии жидкой фазы.
Даже при некотором недостатке углерода (слегка недоуглероженный карбид вольфрама) сначала при несколько более высокой температуре образуется жидкая фаза. После охлаждения подобных сплавов возникает значительное количество фазы n. При спекании в науглероживающей атмосфере (угольные трубчатые печи с сухим водородом или высокочастотные вакуумные печи с угольной засыпкой пластинок при незначительно пониженном давлении водорода) жидкая фаза, конечно, быстро поглощает углерод и легко отдает его ненасыщенным карбидам. Благодаря этому при спекании пластинок с недостаточным содержанием углерода в науглероживающих условиях получаются сплавы, у которых карбидная фаза содержит стехиометрическое количество углерода, в то время как при вакуумном спекании вследствие раскисления обычно происходит слабое обезуглероживание и легко возникает более или менее значительное количество фазы n.
Учитывая растворимость углерода в кобальте при 1000°, следует скорее предположить образование эвтектики кобальт + углерод при наличии свободного углерода, чем тройной эвтектики вольфрам + кобальт + углерод, вследствие сравнительно малой скорости диффузии карбида вольфрама в кобальте. Авторы не склонны разделять мнение, что при отсутствии свободного углерода кобальтовая фаза поглощает в результате диффузии углерод из монокарбида, который позднее вновь науглероживается, а также не разделяют взгляд, что спекание всегда проходит через фазу n.
Состав образующейся при 1350° жидкой фазы в зависимости от содержания кобальта и углерода совершенно однозначно определяется по диаграмме, составленной Браунли. При температуре 1300° область жидкого сплава несколько сужается, а при температурах спекания от 1450 до 1500° соответственно несколько расширяется.
Кобальтовые чешуйки Франсена являются, по-видимому, местным образованием эвтектики, зависящим от подходящей концентрации. В зависимости от присутствия свободного углерода и науглероживающих газов и, в особенности, от продолжительности нагревания состав этой эвтектики меняется в широкой области от эвтектики кобальт + углерод до вольфрам + кобальт + углерод.
Образование жидкой фазы можно легко проверить по кривым нагревания и охлаждения при помощи термопары, введенной в отверстие спекаемой пластинки. По результатам исследований Киффера при образовании эвтектических расплавов изменяется также отражательная способность твердосплавных пластинок, что можно легко проследить, наблюдая за спекаемым изделием через кобальтовое стекло.
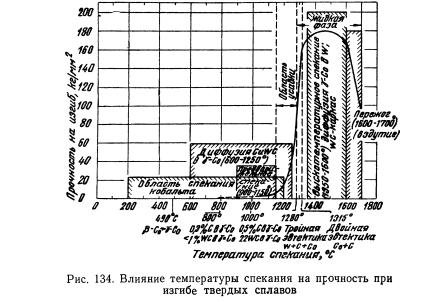
На рис. 134 показана прочность при изгибе твердого сплава 94% WC — 6% Co в зависимости от температуры спекания. Спекали заготовки, спрессованные при 300 кг/см2; размеры зерен карбида вольфрама после мокрого размола 1—2 u. При нагревании прессовок до температуры выше 400° начинается превращение в-кобальта в у-кобальт независимо от того, состоял ли кобальтовый порошок из чистого в-кобальта или смеси в- и у-кобальта. Область 200—1200° обозначена как область спекания кобальта, хотя здесь, кроме того, начиная с 800—900°, заметны также явления спекания карбида вольфрама в местах контакта. В способе так называемого двукратного спекания упрочнение прессованной заготовки при нагреве при 800—1100° практически используют для возможности механической обработки твердосплавных пластинок.
При повышении содержания кобальта необходимо снижать температуру предварительного спекания; повышение содержания карбида титана при более низком содержании кобальта требует, наоборот, более высоких температур спекания. В температурном интервале 600—1250° (т. е. в области диффузии) параллельно упрочнению кобальта происходит растворение свободного углерода и мельчайших твердых частиц карбида вольфрама. Растворимость в у-кобальте углерода составляет при 800° около 0,3%, при 1000° около 0,5% С; соответствующая растворимость WC в кобальте составляет при 800° меньше 1%, при 1000° около 2% (рис. 132). Эти диффузионные процессы облегчаются в результате мокрого размола и тонкодисперсного распределения компонентов. В настоящее время нет достаточных данных о скорости диффузии карбида вольфрама и углерода в кобальте. Некоторое количество кобальта и диффундирует по поверхности кристаллов карбида вольфрама в капилляры, щели и по границам зерен вторичных кристаллов карбида вольфрама. Объемная диффузия кобальта в карбиде вольфрама при этих температурах еще невозможна.
При температуре тройной эвтектики вольфрамф + кобальтф + углерод (1280°) или двойной эвтектики кобальтф + углерод (1315°) резко возрастает прочность спеченного изделия. Жидкая фаза смачивает карбиды и, проникая в промежуточные поры и капилляры основной массы, до известной степени пропитывает ее. В первую очередь происходит своеобразная «пайка кобальтом» первичных кристаллов; при повышении же температуры весьма небольшое количество кобальта внедряется также и в решетку рекристаллизованного карбида вольфрама. В изменении высокоактивных первичных кристалликов карбида вольфрама по направлению от реального кристалла к идеальному Киффер видит одну из причин резкого роста прочности при связывании кобальтом карбида вольфрама. Нортон указывает также, что влияние надреза на снижение прочности пропитанных кобальтом кристаллов карбида вольфрама значительно меньше, чем обычно у твердых и хрупких металлических соединений.
Жидкая фаза растворяет также слабые связи («мостики») между исходными кристаллами карбида вольфрама и кристаллическими агломератами, уже образовавшиеся при предварительном спекании. Силы поверхностного натяжения приводят к усадке и образованию пропитанных кобальтом карбидных агломератов с плотной структурой, причем линейная усадка составляет 20—30%, а объемная 40—50%. Компактность слегка рекристаллизованных а1-WC кристаллов (из агломерированных первичных частиц образуются небольшие многогранные кристаллики) значительно больше, чем у прессовки, так что кристаллы карбида могут расти в новых местах контакта, образуя в зависимости от продолжительности спекания более или менее пористый вольфрамо-карбидный каркас. В области высокотемпературного спекания между 1350 и 1600° (практически используется только область от 1375 до 1550°) наступает сильный рост зерен твердого раствора а1-WC. Вследствие общей рекристаллизации из круглых а-кристалликов выкристаллизовываются частицы а2. При продолжительном спекании а2-кристаллики могут достигать размеров 50 u и больше. В то время как у однофазных систем термодинамически наиболее стабильное конечное состояние с минимальной энергией представляет монокристалл, у гетерогенной системы WC—Co структурное равновесие наблюдается при температуре 1500° при размерах зерен а2-твердого раствора 50—100 u. Технологически при приготовлении твердых сплавов стремятся устранить усиленную рекристаллизацию a-фазы, так как с этим связано падение твердости, правда, при некотором увеличении вязкости. Ниже, в табл. 93 приведены данные о соотношении различных фаз в технических твердых сплавах.
Нежелательное образование крупных зерен a-фазы при температурах выше 1500° — результат чрезмерного спекания. При температурах выше 1500° начинается вспучивание спекаемой массы карбида и связки. Все более и более обогащаемые кобальтом кристаллики a-твердого раствора распадаются на параллельные пластинки. До сих пор не выяснено, какую роль играет при этом давление паров кобальта или давление паров над образовавшейся жидкостью кобальт—углерод, вольфрам — кобальт — углерод или кобальт — углерод—кислород. Во всяком случае у WC-Co-пластинок после чрезмерного спекания в вакууме в холодных местах печи наблюдается значительное образование на-углероженных кобальтовых капель. На рис. 135 изображено изменение размеров образцов сплава WC-Co и монокарбида вольфрама в процессе спекания.
При охлаждении спеченного изделия выпадает избыточная WC-фаза, которая осаждается на поверхности уже имеющихся кристаллов карбида вольфрама, как на зародышах. При избытке углерода одновременно выпадает графит; при недостатке углерода и обусловленном этим метастабильном затвердевании выпадает хрупкая фаза n.
Металлургические и химические процессы при высокотемпературном спекании необратимы. Структурное изменение возможно только по направлению а —> a1 —> а2. Углерод и карбид вольфрама могут вновь выпадать из у-твердого раствора вплоть до остаточного количества, обусловленного равновесием. Выпадение графита можно в значительной степени устранить последующим прокаливанием в атмосфере влажного водорода, в образование фазы n — дополнительным спеканием в науглероживающей атмосфере по возможности выше 1500°. Дальнейшему упрочнению способствует сетка у-кобальта, «припаивание» кобальтовой прослойкой и напряженное состояние, в котором она находится. Вследствие большой разницы коэффициентов расширения твердых металлических соединений и связующего металла возникают так называемые объемные «разностные» напряжения, так что кобальтовая связка сильно напряжена и деформирована. Эти данные, основанные на магнитных измерениях, были недавно подтверждены Нортоном, указавшим на неизбежность высоких напряжений в связующем металле.
Обобщая металлургические процессы спекания и рассмотрение структуры спеченного WC-Co твердого сплава, мы не можем теперь удовлетвориться обычным объяснением, что кристаллы карбида вольфрама, образующие слабый каркас, включены в вязкую, затвердевшую основную массу, представляющую собой сплав вольфрам-углерод-кобальт. Согласно исследованиям Киффера, твердые WC-Co сплавы в зависимости от содержания кобальта, температуры и продолжительности спекания состоят из более или менее хорошо образованного каркаса кристаллов а1 и а2-твердого раствора (растворимость кобальта в карбиде вольфрама при комнатной температуре очень мала), «опаянного» кристаллами твердого раствора у-Co (раствор WC в кобальте), находящегося в высоконапряженном состоянии.

При таком понимании структуры находит объяснение сильное повышение прочности при изгибе в процессе спекания WC-Co твердых сплавов. В то время как чистый монокарбид вольфрама после спекания при 1800—2000° обладает прочностью при изгибе максимум 50—60 кг/мм2, добавка 5—6% Co повышает эту величину до 140—180 кг/мм2. Такой прирост прочности нельзя объяснить только наличием кобальтовой сетки, напряженным состоянием, количеством кобальта или относительно низкой прочностью каркаса. Удаляя кобальт из твердого сплава ВК6 растворением, получаем каркас с объемом пор около 12%, который при остаточном содержании кобальта 0,4% обладает еще прочностью при изгибе порядка 45 кг/мм2, несмотря на высокую пористость (табл. 90).
Если бы удалось из здоровых кристалликов каркаса создать компактное тело, например горячим прессованием (но без разрушения отдельных кристаллов карбида вольфрама), мы подошли бы очень близко к истинной прочности карбида вольфрама. Известно, что прочность спеченного изделия при увеличении его относительной плотности от 85 до 100% растет по крайней мере в два с половиной раза. Следовательно, беспористые WC изделия должны обладать прочностью при изгибе порядка 110—120, а не 50—60 кг/мм2, как это обычно бывает. Приближаясь к такому идеальному случаю, можно достигнуть фактической прочности при изгибе порядка 100—110 кг/мм2, добавляя 0,5—1% Co и спекая карбид вольфрама с особой тщательностью. Обычно все же получают лишь 60—80 кг/мм2.

Для подтверждения предыдущих выводов следует еще заметить, что многие твердые растворы карбидов металлов IV группы периодической системы с карбидами металлов V—VI групп растворяют при комнатной температуре 1—4% Nii или Co; подобные спеченные изделия часто не имеют связующей фазы и практически представляют почти гомогенный однофазный сплав. Включение металла группы железа в кристаллическую решетку сложных карбидов существенно улучшает реальные кристаллы, а следовательно, повышает прочность при изгибе в три — четыре раза по сравнению с изделиями без связующего металла. Авторы считают, что при нагревании прессованных тел WC-Co образуется тройная эвтектика вольфрам + кобальт + углерод. Растворимость кобальта в карбиде вольфрама и карбида вольфрама в кобальте определяется при температуре спекания и при комнатной температуре диаграммой состояния или для спеченных изделий типичными равновесными состояниями в зависимости от спекания.
Представления о структуре и механизме спекания твердого сплава WC-Co можно перенести также на другие сплавы из карбидов и связующих металлов и (принципиально) на все системы из твердых соединений тугоплавких металлов и металлической связки, если существуют такие же указанные Нортоном металлургические предпосылки.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!