Анализ микро- и макроструктуры готовых изделий из твердых сплавов
Анализ микроструктуры твердых сплавов показывает, что существует принципиальная связь между этой структурой и физическими и механическими свойствами сплава и стойкостью при резании. Так, на твердость и вязкость твердого сплава в известных пределах могут влиять форма образования, размеры, распределение и гомогенность карбидной фазы. Твердые сплавы с мелкозернистой структурой обладают большей твердостью, в то время как крупнозернистая структура большей частью связана с повышенной вязкостью. Аналогичные зависимости существуют также относительно стойкости при резании. Уже при исследовании макроструктуры излома (по мелкозернистости, окраске, блеску, отсутствию или наличию свободного графита и др.) можно сделать известное качественное заключение о механических свойствах и степени спекания сплава. Эта простая и очень быстрая оценка используется на заводах для текущего контроля производства твердых сплавов. Более точная оценка структуры может быть сделана только при наличии соответственно протравленного металлографического шлифа. Изготовить шлиф твердых сплавов не так просто вследствие исключительно высокой твердости материала и сравнительно трудной травимости структурных составляющих. Высокая дисперсность требует при рассмотрении шлифа максимальных увеличений (порядка 2000 раз), что создает дальнейшие трудности. Несмотря на это, техника металлографических исследований твердых сплавов в настоящее время настолько разработана, что можно, имея соответствующие средства и опыт, производить безупречный анализ микроструктуры. Этот анализ стал теперь неотъемлемой частью контроля производства твердых сплавов.
Технику изготовления и травления шлифов вольфрамокобальтовых твердых сплавов разработал еще Шретер. Кусочки твердого сплава монтируют в легкоплавкой металлической основе или пластмассе, предварительно шлифуют с помощью карборундовых кругов с мягкой связкой, затем на чугунном диске алмазным порошком и, наконец, на фетровом диске — тончайшей алмазной пылью, разведенной в оливковом масле. Полировку ведут до полного удаления царапин и рисок. Этот способ сохранился до настоящего времени; иногда применяют только другие шлифовальные круги и вместо алмаза используют карбид бора.
До травления при небольшом увеличении проверяют пористость. Для травления сплава BK (вольфрамокобальтовые) применяют преимущественно щелочные ферроцианистые растворы, для титановольфрамовых твердых сплавов (TK) и более сложных составов — смеси плавиковой и азотной кислот. Были предложены также другие реактивы для травления. Кифферу удалось, например, окрашиванием выявить фазы WC, твердого раствора WC-TiC и кобальтовую фазу в длительно спекавшихся сплавах TK. В настоящее время преимущественно используется электролитическое травление щелочами, при необходимости — с добавкой ферроцианистого калия. Во время второй мировой войны в Германии был разработан так называемый способ «теплового травления» твердых сплавов. Подробности были опубликованы после войны в английских работах. При нагревании шлифа на воздухе при температуре 400—500° отдельные структурные составляющие приобретают различную окраску. Этим способом можно очень рельефно выявить, в особенности у многокомпонентных твердых сплавов, наряду с кобальтом, также карбид вольфрама и твердый раствор TiC(TaC, NbC)-WC. Однозначно определяется также вредная фаза n в недоуглероженных твердых сплавах.
Для исследования микроструктуры твердых сплавов в последнее время используют также электронный микроскоп. С нормально протравленного образца при помощи органической пленки делают оттиск поверхности, который можно фотографировать или рассматривать визуально на экране электронного микроскопа. При увеличении 6000—8000 становятся видимыми даже мельчайшие карбидные зернышки и другие детали структуры.

При оценке структуры твердых сплавов следует различать сплавы BK, TK и более сложные (с карбидом титана, ниобия и т. п.). На рис. 148—152 показаны микроструктуры различных BK твердых сплавов. На рис. 148 представлен тип структуры, у которой преимущественным и характерным элементом является нерекристаллизованный карбид вольфрама (a1-фаза) имеющий в основном размеры и неправильные формы исходного порошка карбида вольфрама. Эта фаза крайне неустойчива, но может быть необратимо переведена при спекании в устойчивое состояние. Рассматриваемый микрошлиф относится к горячепреосованному твердому сплаву, характеризуемому высокой твердостью и особо высоким модулем упругости. Твердые сплавы, микроструктуры которых изображены на рис. 149—152, характеризуются уже рекристаллизованным карбидом вольфрама (а2-фаза); на рис. 149 в виде хорошо сформированных кристаллов средних и больших размеров; на рис. 150—152 — более мелкозернистая структура. Средние и крупные кристаллы а2-фазы значительно ближе к равновесному состоянию, чем кристаллы a1. Хорошо сформированные кристаллы а2-фазы, возникшие в результате собирательной рекристаллизации, имеют большей частью форму правильной призмы с равносторонним треугольником в основании.

Встречаются также кристаллы а2 в виде прямоугольных призм. В плоскости микрошлифа кристаллы а2 обнаруживаются большей частью в виде трапеций или равносторонних треугольников.
В горячепрессованных твердых сплавах кобальтовая фаза присутствует в виде многочисленных очень тонких (рис. 148) или более широких (рис. 149) включений в основной массе карбида вольфрама. Кобальт содержит некоторое количество карбида вольфрама в твердом растворе (у-фаза). При количественной оценке микроструктур с целью объемного определения доли металлической связки следует учесть, что поры и даже свободный графит могут обнаруживаться в виде темных мест. Кристаллы WC в твердых сплавах так плотно расположены (рис. 148—150), что касаются один другого, и только просветы карбидного каркаса заполнены металлической связкой.
На рис. 150, 151 и 152 видно, как изменяется структура твердого сплава с повышением содержания кобальта с 8 до 12 и 20 %. У твердого сплава с 12% Co (рис. 151) металлическая связка проникает между зернами карбида вольфрама и разрывает их связь. У твердого сплава с 20% Co (рис. 152) зерна карбида большей частью разрознены в общей массе металла.
Многокомпонентные твердые сплавы, например WC-TiC-Co или WC-TiC-TaC (NbC)-Co, характеризуются иной структурой. В структуре этих твердых сплавов наряду с карбидом вольфрама и связующим металлом появляется новая фаза, а именно, твердый раствор TiC-WC или TiC-TaC (NbC)-WC, с большим или меньшим содержанием карбида вольфрама. При помощи теплового травления можно очень хорошо различать отдельные фазы и определять их количество. На рис. 153 и 154 показаны соответствующие микроструктуры твердых сплавов WC-TiC-Co с 5% карбида титана и 6% (или 8%) кобальта. Светлые плоские многогранники в сечении шлифа представляют собой почти чистый карбид вольфрама (а2); серая кругловатая структурная фаза — твердый раствор TiC-WC (в-фаза); темное промежуточное вещество — связующий металл (у-фаза). В сплаве с 76% (вес.) WC (рис. 154) карбид вольфрама должен был бы занимать 53% по объему, если бы не образовывался твердый раствор. Однако, как это можно установить планиметрическими измерениями, карбид вольфрама занимает только 32% (объемн.), а остальное представляет твердый раствор TiC-WC, образующий связанный каркас. Иногда в твердом растворе карбида титана (в-фаза) можно видеть еще включения TiC (в'-фаза).
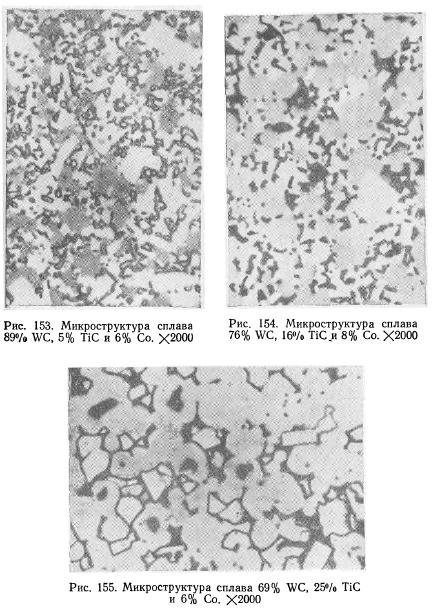
На рис. 155 показана микроструктура твердого сплава с более высоким содержанием карбида титана. Доля твердого раствора здесь значительно выше, чем на рис. 153 и 154.
Картина становится еще более сложной, когда к титановольфрамовым твердым сплавам добавляют другие карбиды, например, тантала и ниобия. Карбиды титана и тантала образуют непрерывный ряд твердых растворов, а растворимость карбида вольфрама в карбиде тантала, так же как и в карбиде титана, сильно зависит от температуры. Следовательно, при структурном равновесии в твердом сплаве должны появляться карбид вольфрама (а1 и а2-фазы), кобальтовая фаза и гомогенный твердый раствор TiC-TaC-WC. В промышленных условиях при спекании, однако, не всегда достигается равновесие, и таким образом в микроструктуре можно обнаружить чистый карбид вольфрама, кобальтовую фазу и часто два неоднородных твердых раствора TiC-TaC-WC: один богатый карбидом титана, другой — карбидом тантала (рис. 156 и 157).

В структуре твердых сплавов, например из TiC, VC, ZrC, а также из твердых растворов этих карбидов (безвольфрамовые твердые сплавы; жаропрочные и окалиностойкие твердые сплавы), присутствуют, так же как и в структуре WC-Co твердых сплавов, карбидная фаза, твердый раствор карбидов и связующий металл (никель-кобальт, кобальт-хром-никель и др).
Описанные структуры можно отчетливо наблюдать также при среднем увеличении у сплавов, подвергнутых продолжительному спеканию. Кифферу удалось очень продолжительным спеканием вырастить крупные зерна карбида и твердого раствора, особенно пригодные для кристаллографических и других определений их свойств (микротвердость и т. п.).
На рис. 158 показана микроструктура твердого сплава 85% WC, 5% TiC и 10% Co после длительного спекания. Светлая фаза — карбид вольфрама, темноокрашенные зерна — твердый раствор TiC-WC.
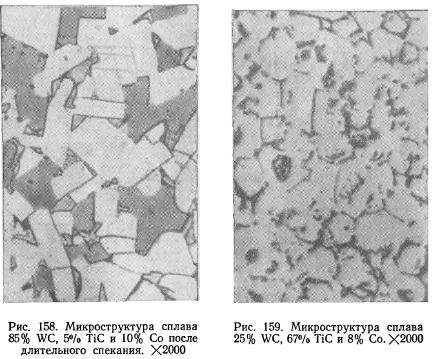
На рис. 159 показана микроструктура продолжительно спекавшегося твердого сплава 25% WC, 67% TiC и 8% Co. На этом микроснимке отсутствует карбид вольфрама как самостоятельная фаза; 67 частей TiC полностью растворили 25 частей WC и образовался твердый раствор TiC-WC.
Исследования микроструктуры представляют далее удобное средство обнаружения брака в твердых сплавах. Кроме уже упомянутого образования грубозернистой структуры из-за чересчур высокого и слишком продолжительного спекания и выявления недопустимых пор и трещин, металлографически можно обнаружить также выпадение графита, образование двойных карбидов (фазу Ti), скопление кобальта и вообще различные другие включения — примеси исходных материалов или загрязнения, внесенные в ходе технологического процесса.
Металлографические исследования твердых сплавов на основе других твердых металлических соединений, например боридов или силицидов, должны быть разработаны в соответствий со свойствами этих материалов; в особенности это относится к методам травления. При шлифовании твердых, без связующего металла, материалов может происходить выкрошивание. Согласно весьма практичному предложению Вахтеля, подобные изделия, например горячепрессованный борид циркония без связки, шлифуют на стеклянной плите, поверхность которой делают шероховатой при помощи мельчайшей карборундовой муки. На рис. 269 и 270 показаны микроструктуры изготовленных подобным образом препаратов.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!