Инструменты для ударного бурения
Долота для ударного бурения с твердосплавными пластинками. В то время как уголь, соли и мягкие горные породы бурят вращательными бурами или полыми буровыми коронками, бурение шпуров и всякого рода скважин в горных породах средней крепости и твердых горных породах осуществляют методом ударного бурения. Этот метод имеет огромное значение при всякого рода скальных работах, при проходке туннелей, при разработке руд и вообще в области глубокого бурения.
При ударном бурении режущая кромка в зависимости от сопротивления горной породы при каждом отдельном ударе молотка проникает более или менее глубоко в структуру горной породы, производя отчасти разрушающее, отчасти окалывающее действие. При последующем ударе лезвие вследствие перемещения бура уходит на доли миллиметра от места первого удара. Образовавшиеся частицы горной породы должны быть немедленно унесены промывной водой за пределы лезвия, чтобы не изнашивать его без нужды. Частицы горной породы, как правило, удаляют через канавки на окружности бура. Были сконструированы также головки буров без канавок на окружности с отводом бурового шлама через внутрилежащие сливные каналы.
Скорость проходки при ударном бурении зависит в первую очередь от крепости или сопротивления сжатию горной породы. Твердость горных пород чаще всего испытывают по Шору. Цифры твердости колеблются в весьма широких пределах. Табл. 147 содержит литературные данные о твердости разных горных пород.

Определение скорости бурения в зависимости от твердости горных пород показывает (рис. 189), что твердосплавные лезвия значительно превосходят обычные стальные лезвия, в особенности при бурении твердых горных пород и горных пород средней твердости. При применении твердосплавного крестообразного лезвия повышается производительность по сравнению с однодолотчатым лезвием.
При бурении мягких пород твердосплавные долота не всегда экономичны; в этих случаях и стальное долото имеет небольшой износ, причем угол резания стального лезвия может быть меньше, чем твердосплавного, что благоприятно влияет на скорость бурения. Далее, при ударном бурении мягких горных пород твердосплавными долотами буровая штанга вследствие усталости часто ломается гораздо раньше полного износа твердосплавной пластинки. На схеме рис. 190 показана производительность бурения горных пород различной твердости при применении стальных и твердосплавных буров. При твердости горных пород ниже определенной (максимальной для стальных инструментов) стальные буры и в настоящее время еще имеют преимущество перед твердошлавными.
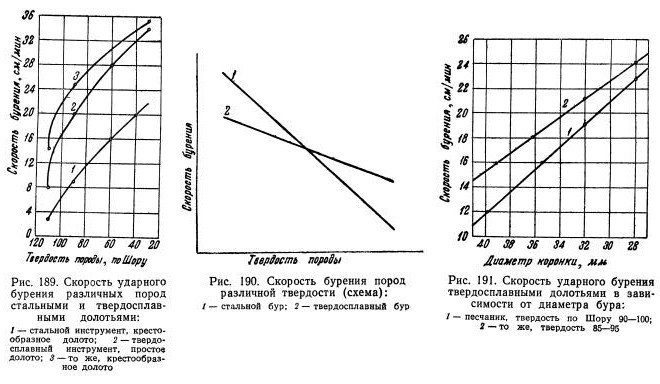
Как показывает рис. 191, скорость бурения сильно зависит от диаметра бура. Поэтому следует стремиться к возможно малому конечному диаметру буровой скважины, обусловливаемому размерами патрона взрывчатки. При применении стальных буров приходится ввиду их высокого износа начинать бурение буром большого диаметра. Так, например, при бурении шпура глубиною 2,40 м с конечным диаметром около 30 мм требуются шесть стальных буров, диаметры которых уменьшаются от номера к номеру, причем первый бур имеет головку диаметром 44 мм. При применении твердосплавных долотьев обходятся тремя бурами, в самых благоприятных случаях — даже одним буром, начальный диаметр которого (32 мм) незначительно изменяется но мере углубления. Легко понять, что твердосплавное долото особенно выгодно при бурении глубоких скважин в твердых горных породах; в этом случае не только значительно выше скорость бурения, но и гораздо меньше требуется буровых штанг и буровых долот, так что достигается также экономия средств на транспортировку этих инструментов к рабочему месту.
Известным недостатком твердосплавных долот по сравнению со стальными является большая хрупкость твердосплавных лезвий и опасность их поломки при выборе неправильного сорта твердого сплава, при неправильной форме лезвия, при применении слишком тяжелых бурильных молотков и др.
Длительные неудачи с твердосплавными долотами для ударного бурения в период до 1938 г. объясняются отчасти применением недостаточно вязких твердых сплавов и не рассчитанных на твердые сплавы бурильных молотков. Для ударных буров, армированных твердым сплавом, необходимо применять более легкие бурильные молотки, чем для стальных буров. Чтобы добиться при этом равной производительности молотка (произведение силы удара на число ударов), необходимо увеличивать число ударов и уменьшать их силу, т. е. необходимо применять быстроходные молотки с коротким ходом и умеренной силой удара. Взаимное согласование всех применяемых элементов — перфоратора, состава твердого сплава и буровых штанг, тщательное изготовление инструментов и надлежащая напайка твердого сплава — привело в конце концов к полному успеху. В настоящее время твердосплавные ударные буры при бурении горных пород незаменимы.
В ходе развития ударного бурения твердыми сплавами были испытаны самые различные формы головки бура — однодолотчатое, двухдолотчатое и крестовое лезвие, лезвие типа У; лезвие типа X и другие специальные формы. Благоприятные условия работы долот специальных форм с нерадиальным размещением лезвий приводят, кроме прочего, к получению равномернокрупной буровой мелочи; это уменьшает расход энергии на бесполезную работу разрушения.
Из многочисленных предложенных конструкций лезвий практически ценными оказались лишь лезвия простых форм (рис. 192). Только такие лезвия могут быть легко изготовлены даже в не очень хорошо оборудованных цехах и, что еще важнее, без труда поддаются переточке.

Буровое долото и буровую штангу можно соединить двумя способами: посредством съемной головки (насадной. — Ред.) либо непосредственным впаиванием твердосплавных пластинок в соответственно оформленную головку буровой штанги. Съемную режущую головку соединяют с штангой бура посредством конуса,, цилиндрической или специальной резьбы. Этот способ имеет тот недостаток, что ударная работа молотка не полностью передается: режущему лезвию. Для быстрого разъединения головки бура и штанги были разработаны практически удобные приспособления. Однако применение съемных головок имеет тот недостаток, что наименьший диаметр буровой скважины определяется резьбовым или конусным креплением с учетом уменьшения калибра головки при бурении вследствие износа. Поэтому при слишком малых диаметрах не получается безостаточного использования лезвия. У бурильных долот с резьбовым креплением минимальный все еще экономичный диаметр головки составляет примерно 38—40 мм. При конусном креплении этот диаметр равен примерно 36—38 мм.
Лезвия малых диаметров можно поэтому экономично применять только тогда, когда они впаяны непосредственно в штангу бура. Такие буры получили наиболее широкое развитие в Швеции. При применении 22-м шестигранной буровой стали можно уменьшить диаметр головки бура до 29 мм с износом ее до конечного диаметра в 26 мм. Скорость бурения обратно пропорциональна диаметру лезвия (см. рис. 191); легко видеть, какое увеличение производительности становится возможным при применении малых диаметров. Необходимо, конечно, учесть, что изготовление такого рода буров требует большого опыта, в особенности по припаиванию лезвия к легированной стали буровой штанги. Обращение с такого рода ударными бурами в высшей степени просто. Здесь нет соединения (резьбы), которое может быть причиной потери производительности и частых помех. Удачная форма коронки оставляет достаточно места для доступа промывной воды, и буровая мелочь удаляется беспрепятственно. Извлечение бура также легче. Конечно, в случае поломки буровой штанги весь бур выходит из строя. Однако и у съемных бурильных долот головка бура часто пропадает при поломке резьбы. Другой недостаток жесткого соединения — с износом твердосплавной пластинки чаще всего и штанга уже не пригодна для дальнейшего употребления вследствие усталости.
Вопрос о применении «насадной головки» или «цельного бура» еще окончательно не решен, хотя в последнее время преобладает явная тенденция к применению цельного бура.
Буровую мелочь при ударном бурении отводят чаще всего с промывной водой, которую подводят к месту бурения через отверстия и канавки в головке бура. Давление воды для промывки оказывает при этом известное влияние на производительность. Шлам удаляют через соответствующие сточные канавки. Если нет опасности силикоза, можно бурить также всухую, причем буровой штанге, армированной твердосплавной пластинкой, придают спиральную форму.
Решающим фактором производительности при ударном бурении твердосплавным буром является качество твердого сплава. Пластинки следует использовать до полного износа, не допуская преждевременного выхода их из строя из-за появления трещин или выкрошивания. Следовательно, требуются соответственно вязкие сорта твердых сплавов, выдерживающие ударную нагрузку. Для ударного бурения в настоящее время применяют почти исключительно твердые сплавы из карбида вольфрама с 8—15% Co, причем сплавы с более высоким содержанием кобальта, т. е. более вязкие, предусмотрены для тяжелых работ — бурения более крепких трещиноватых горных пород тяжелыми бурильными молотками.
Изменяя структуру сплавав BK, можно сделать их также износоустойчивыми. Хиннюбер указывает четыре сорта BK твердых сплавав для ударного бурения.
1. Сплавы, содержащие примерно 6% Co. Эти сплавы применяют с легкими молотками, работа удара которых равна примерно 1,5 кгм.
2. Сплавы с 7,5—9% Co, широко распространенные в Германии и применяемые для обычных здесь бурильных молотков с работой удара порядка 4 кгм. Эти сплавы обеспечивают повышенную производительность по сравнению со сплавами с более высоким содержанием кобальта и особенно целесообразны для бурения однородных горных пород при хорошем надзоре за буровыми работами.
3. Сплавы с 11—12% Co. До настоящего времени эти сорта применяли чаще всего. Они пригодны и для более крепких горных пород, и их можно рекомендовать для применения на рудниках, прежде всего на мелких, где надзор за буровыми работами обеспечен в меньшей степени.
4. Сплавы с содержанием примерно 15% Co. Новейший опыт показывает, что эта марка твердого сплава хороша при применении тяжелых бурильных молотков. Существовавшее ранее предположение, что для ударного бурения твердыми сплавами пригодны лишь легкие и быстроходные молотки, в настоящее время нельзя считать вполне правильным, поскольку появились весьма вязкие сплавы, выдерживающие ударную нагрузку. Молотки весом, например, 50 кг, армированные сплавом BK15, дают производительность вдвое больше, чем обычные легкие молотки весом около 18 кг. Надлежащая технология производства позволяет сделать сплавы ВК15 весьма износоустойчивыми.
В общем, как это показывает табл. 148, глубина буровой скважины при равном притуплении лезвия резко уменьшается с увеличением содержания кобальта в твердом сплаве.

Толщина применяемых в настоящее время твердосплавных пластинок для ударного бурения чаще всего 8—9 мм, высота у радиуса от 25 до 30 мм. От высоты пластинки зависит число возможных переточек. При этом следует учесть, что сталь, применяемая для головки и, конечно, для штанги, вследствие явлений усталости имеет ограниченный срок службы, который кладет предел использованию пластинки и делает нецелесообразным применение пластинок большой высоты.
Стальные лезвия применяют с углом резания в пределах от 75 до 100°; у твердосплавных лезвий эти углы в зависимости от твердости горных пород лежат в пределах от 95 до 110°. Некоторые производители твердосплавных инструментов рекомендуют даже 120°; однако слишком тупые углы вызывают повышение нагрузки пластинок. Углы меньше 95° пока что рекомендовать еще нельзя, хотя такие углы были бы весьма желательны, так как производительность бурения, как это показывает рис. 193, сильно возрастает с уменьшением угла резания, в особенности при бурении мягких горных пород. Здесь еще и в настоящее время стальные буры, допускающие меньшие углы резания, превосходят твердосплавные буры.
Большое значение для производительности и срока службы твердосплавных ударных буров имеет радиус кривизны режущей кромки лезвия («радиус кровли»). В настоящее время применяют «радиусы кровли» от 55 до 120 мм. Если существует опасность поломки, рекомендуется уменьшить этот радиус, изменяя его в зависимости от диаметра бура: меньшие лезвия требуют-меньших радиусов. Это правило следует особенно соблюдать при переточке изношенных буров. «Радиус кровли» должен быть равен примерно двойному диаметру бура.

Рис. 194 наглядно показывает, какое влияние оказывают угол и радиус лезвия на физические процессы, происходящие при ударном бурении. По этой причине угол и радиус лезвия твердосплавного бура должны быть соответственно подобраны.
Заточка лезвия никогда не должна давать острой кромки; напротив, всегда предусматривают фаску в 0,2—0,5 мм, а в особо трудных случаях даже 1 мм. На окружности фаску следует сделать меньше, чем в середине бура.
Для изготовления твердосплавного долота для ударного бурения твердосплавную пластинку впаивают в стальную державку с помощью медного или, еще лучше, низкоплавкого серебряного припоя. Эта операция требует известного опыта, так как напайка пластинок твердого сплава на легированную сталь более или менее высокой прочности (требующуюся в данном случае) не совсем простое дело. Гнездо в стали, паяльная фольга, всегда применяемая в таких случаях, и твердосплавная пластинка должны быть полностью, без пробелов, смочены припоем. Наличие неспаянных мест неизменно ведет при ударном бурении к поломке даже самых вязких пластинок.
При заточке твердосплавных бурильных долот необходимо соблюдать обычные меры предосторожности, хотя BK твердые сплавы не особенно чувствительны к шлифовке. Чаще всего применяют специальные заточные станки с соответствующими зажимными приспособлениями, которые особенно необходимы при заточке лезвий сложных конфигураций. He только при заточке новых лезвий, но и при переточке сработавшихся долот необходимо следить за тем, чтобы были выдержаны угол и радиус лезвия (рис. 194), причем радиус должен быть немного уменьшен соответственно уменьшению диаметра головки вследствие износа. Угол лезвия следует проверить с помощью угломера, и на лезвии до его посадки необходимо снова сделать соответствующую фаску. В общем однодолотчатая головка считается притупленной, когда образовавшееся на наружной режущей кромке закругление достигло ширины от 4 до 4,5 мм. Степень притупления Vв, т. е. ширина износа лезвия на высоте половины радиуса, должна составлять от 0,5 до 1 мм максимально. Для измерения ширины износа разработаны простые приборы. Так как твердосплавное бурильное долото можно употреблять лишь до тех пор, пока диаметр бурения еще достаточно велик, то лезвие нужно стачивать прежде всего сверху и по возможности мало на окружности. Само собой разумеется, не следует при этом идти так далеко, чтобы конус, имевшийся первоначально на долоте, исчез. В последнем случае инструмент защемляется на окружности в буровой скважине, и твердосплавная пластинка легко может получить трещины.
Как уже упоминалось, вначале для ударного бурения твердыми сплавами требовались несколько более легкие бурильные молотки, чем при бурении сталью. Для того чтобы все же добиться соответствующей производительности, необходимо было компенсировать несколько меньшую силу удара увеличением числа ударов. Бурильные молотки, широко применяющиеся для ударного бурения твердыми сплавами, характеризуются следующими примерными данными:

Новые, весьма вязкие сорта твердых сплавов позволяют применять при ударном бурений твердым сплавом бурильные молотки со значительно большим весом, например 28 кг и больше, и тяжелые ударные перфораторы. Поскольку твердосплавное лезвие способно выдержать большую ударную нагрузку, эти молотки при высоком числе ударов и большем давлении сжатого воздуха дают соответственно более высокую производительность. В будущем, пожалуй, главным образом будут применять молотки весом от 16 до 28 кг.
О производительности твердосплавных ударных буров по сравнению со стальными бурами имеются многочисленные литературные данные. Трудно сравнить эти данные, так как результаты в каждом случае сильно зависят от свойств горных пород. Кроме того, и теоретически неясна взаимосвязь многочисленных факторов, оказывающих влияние на результаты ударного бурения.
По данным фирмы «Демаг», одно твердосплавное лезвие может заменить следующее число стальных: при весьма крепкой горной породе 8, при крепкой горной породе 20, при горной породе средней крепости 50.
Штейнер, ссылаясь на имеющиеся в настоящее время сплавы, расценивает эти цифры как слишком низкие и дает следующие соотношения: при самой крепкой горной породе от 15 до 20, при крепкой горной породе от 20 до 50, при гарной породе средней крепости от 50 до 150 и при более мягкой горной породе свыше 150.
Так, например, при опытном бурении отношение составляло: для гранита 1:32, для твердого доломита примерно 1:200, причем при данных условиях работы имели место поломки буровых штанг вследствие усталости. Теоретически возможное значение лежит здесь, по всей вероятности, в пределах от 1:300 до 1:400.
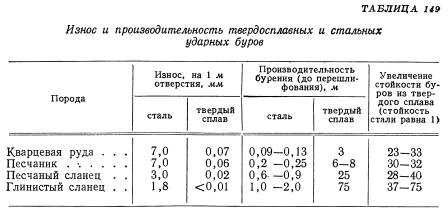
Зависимости между крепостью горной породы, износом на окружности головки, производительностью бурения и сроком службы при бурении различных горных пород твердосплавными и стальными ударными бурами приведены в табл. 149.
Новые данные по результатам опытного бурения с применением различных бурильных молотков см. у Дорштевица.
В начальный период применения твердых сплавов для ударного бурения часто ломались лезвия сравнительно дорогих твердосплавных ударных бурильных долот. Это привлекало особое внимание к вопросу о стоимости бурения. Экономичность применения твердых сплавов при ударном бурении изучена в многочисленных, часто весьма тщательных, исследованиях. Результаты этих исследований показали, что, несмотря на более высокую стоимость твердосплавных долот, все же их применение благодаря более высокой износоустойчивости и всем вытекающим отсюда преимуществам позволяет добиться значительной экономии.
В связи с особыми геологическими условиями в Швеции ударным бурам с твердосплавными лезвиями было уделено исключительное внимание и проведены обстоятельные исследования их экономичности. Многочисленные оригинальные работы дают картину современного состояния и рентабельности ударного бурения в Швеции. Шведский опыт применения напаянных на буровую штангу однодолотчатых лезвий (твердые сплавы из карбида вольфрама с 11—12% Co на часто весьма тяжелых ударных перфораторах) нельзя, конечно, безоговорочно обобщить; все же этот опыт ясно показывает, какие большие технические и экономические выгоды дает применение твердых сплавов при ударном бурении и особенно при ударном бурении крепких горных пород.
Преимущества, обеспечиваемые твердыми сплавами при ударном бурении крепких и средней крепости горных пород, могут быть подытожены следующим образом:
1. Более высокая скорость бурения даже при бурении самых крепких горных пород.
2. Меньший износ окружности головки с очень малым изменением диаметра буровой скважины. Уменьшение объема бурения благодаря применению долот меньших диаметров. Более легкое размещение патронов взрывчатки в ранномерно-круглых буровых скважинах.
3. Применение более легких бурильных молотков, требующих более простого обслуживания и более экономичных в эксплуатации. Уменьшение стоимости сжатого воздуха на 1 м буровой скважины благодаря более высокой скорости бурения и меньшему расходу воздуха у более легких молотков. Возможность применения бурильных молотков даже для глубоких буровых скважин.
4. Меньший расход взрывчатых веществ (благодаря возможности сооружения более глубоких и более узких скважин) и удешевление взрывчатых работ.
5. Ликвидация операций ковки и термической обработки, необходимых при стальных бурах. При наличии подходящих заточных станков заточка твердосплавных долот не требует квалифицированных рабочих.
6. Экономия значительных количеств буровой стали; более экономичное использование буровых штанг.
7. Экономия на транспортировке буров к рабочему месту и обратно в кузницу (бурозаправочную мастерскую). При применении съемных твердосплавных долот транспортировка инструмента практически не нужна.
8. Меньший выход танкой буровой мелочи и снижение расхода энергии на излишнее измельчение; уменьшение опасности силикоза.
9. Общее облегчение работы забойщика вследствие того, что отпадают частые смены буров, защемление бура и другие трудности, имеющие место при применении стальных долотьев.
Инструменты для глубокого бурения, наваренные твердым сплавом. При глубоком бурении вообще и в горном деле в частности, производительность бурения определяется в решающей мере стойкостью лезвия применяемого инструмента. Всякое повышение стойкости лезвия обеспечивает значительное увеличение скорости бурения. Следовательно, применение износостойких твердых сплавов здесь особенно выгодно.
У крупных буровых инструментов для глубокого бурения, например у долот типа «рыбий хвост», крупных долот для ударного бурения, долот типа «Ротари», крупных буровых коронок, крыльчатых и шарошечных коронок и т. п. напайка твердосплавных пластинок невозможна. В этом случае, а также для других инструментов и орудий, например ножей и зубцов для экскаваторов, щек дробилок, костылей самолетов, углепомольных мельниц, зубцов скребковых транспортеров, мельничных вальцев, шнековых мешалок для бетона, кулачковых валов, лопаток мешалок, ударных молотков, молотковых дробилок, скреперов, шнековых транспортеров для цементных мельниц и др., превосходно оправдал себя метод наварки.
Карбид вольфрама с добавкой более легкоплавких сплавов наваривают на местах, подвергающихся износу, например на концах долота типа «рыбий хвост», с обеих сторон. Литой карбид вольфрама, применяемый в виде крупки с разной величиной зерен или в виде пластинок различной формы, представляет собой в основном эвтектический сплав из WC и W2C. Этот сплав значительно более хрупок, чем монокарбид вольфрама, но зато еще тверже и износоустойчивее.
В зависимости от применения и специальных условий наварку твердым сплавом можно осуществлять различными способами.
Так, например, можно нанести несколько слоев мелко- или крупнозернистого карбида вольфрама на соответствующую рабочую деталь посредством электрической дуги с угольными электродами. Такое покрытие, состоящее в основном из чистого литого карбида вольфрама, отличается весьма высокой твердостью и очень малой вязкостью; следовательно, только инструменты, подверженные износу вследствие трения, могут армироваться этим способом.
Для инструментов, подвергающихся толчкам и ударам, в настоящее время чаще всего применяют сварочные прутки, в которые засыпана гранулированная смесь из вольфрама и углерода или вольфрамокарбидная крупка с добавочными металлами, чаще всего в виде ферросплавов. Слабовосстановительным газосварочным пламенем прутки наплавляют на соответствующий инструмент, в результате чего возникает износоустойчивый поверхностный слой, в котором очень твердые зерна карбида вольфрама с острыми гранями находятся в вязкой основной массе железного сплава. Размер карбида вольфрама определяется данным конкретным назначением. На практике применяют широкий диапазон — от прутков, содержащих равномерно-мелкозернистый порошок карбида вольфрама, до прутков с кусками литого или спеченного карбида величиной до 10 мм (рис. 195).

Наварка мелкозернистым карбидом пригодна для инструментов, служащих для ударного бурения, а также для деталей машин и орудий, у которых поверхностный слой при хорошей вязкости должен быть достаточно ровным и обладать точными размерами. Средние классы крупности можно применять для наварки как вращательного, так и ударного бурового инструмента. Крупные зерна примерно от 5 мм и больше применяют только при вращательном бурении; этим способом в настоящее время облицовывают в большом объеме долота типа «рыбий хвост», крыльчатые коронки, буровые и др. На рис. 196 показано долото типа «рыбий хвост», армированное твердым сплавом с помощью трубчатых сварочных прутков; на рис. 197 — буровая коронка, наплавленная этим же способом.

В обстоятельной работе Эвери исследованы свойства покрытий, нанесенных с помощью трубчатых сварочных прутков. Применялась газовая и дуговая сварка; определены структура, твердость в холодном и горячем состоянии и сопротивление истиранию. При дуговой сварке карбид вольфрама, особенно мелкозернистый, растворяется, образуя двойной карбид железа, что понижает износоустойчивость. При газовой сварке происходит науглероживание основной массы; вследствие этого возникает хрупкость. Тем не менее, покрытия, полученные газовой сваркой, более износоустойчивы, чем при дуговой сварке. При обсуждении результатов исследования отмечено, что можно получить безукоризненные покрытия и при дуговой сварке, применяя карбид вольфрама с соответствующим размером зерен.

Несколько иначе поступают при армировании инструментов для глубокого бурения твердосплавными вставками. Эти вставки представляют собой трех- или четырехгранные, слегка округленные на ребрах призмы правильной формы или пластинки неправильной формы, состоящие из литого карбида вольфрама или спеченного твердого сплава. Вставки приваривают обычной стальной сварочной проволокой (на определенных расстояниях одна от другой) на подверженных износу местах на буре. Можно также выдолбить или выфрезеровать углубления и приварить в них вставки. Свободную рабочую поверхность между твердосплавными вставками заполняют затем каким-нибудь износоустойчивым сплавом — сталью, стеллитом или, еще лучше, легкоплавким сплавом из железа, хрома и марганца. Для повышения износоустойчивости можно на всю поверхность нанести дополнительно слой мелкозернистого карбида вольфрама с помощью трубчатых сварочных прутков. Рис. 198 изображает разрез приготовленного этим способом слоя наварки.

Наконец, существуют также сварочные прутки без трубчатой оболочки, у которых зерна карбида вольфрама размещены в менее тугоплавкой основе из железа, марганца и хрома. При автогенной наварке такого рода прутков образуются, как и при применении трубчатых сварочных прутков, вязкие покрытия, в которых сопротивление износу обеспечивают размещенные в основной массе остроконечные зерна карбида вольфрама.
Табл. 150 содержит сводку важнейших наплавочных твердых сплавов с указанием состава, свойств и форм, в виде которых их продают. Приведены, кроме того, данные и об обычных стеллитах, износоустойчивость которых также базируется на высоком содержании карбида; однако в данном случае они отмечены лишь в качестве средства для приваривания твердосплавных вставок.
При глубоком бурении наваренными инструментами производительность в значительной мере зависит от подлежащих бурению горных пород. В зависимости от способа изготовления и условий бурения производительность буров, наплавленных твердым сплавом, выше производительности стальных буров в 5—20 раз. Наварка инструментов для глубокого бурения твердыми сплавами дает, следовательно, весьма высокие скорости бурения, и в настоящее время нельзя мыслить, например, бурение на нефть без инструментов, армированных твердым сплавом.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!