Основные понятия о резании с учетом особенностей твердосплавных инструментов
Рабочие движения, главные плоскости
Из схемы рис. 205 становятся ясными следующие понятия процесса точения.
Главное движение (т. е. вращение главного шпинделя) токарного станка определяет направление резания обрабатываемого изделия. Продольная подача (s мм/оборот) параллельно оси обрабатываемого изделия, а также поперечная подача (перпендикулярно к его оси) вместе с направлением резания дают в результате рабочее движение. Скорость резания (V м/мин) — это перемещение в единицу времени обрабатываемого изделия относительно режущей кромки инструмента. В большинстве случаев скорость подачи принимает в этом весьма малое участие и может быть оставлена без внимания. Скорость резания можно поэтому определить также как путь, проходимый режущей кромкой на обрабатываемом изделии в направлении резания в единицу времени. При обтачивании детали диаметра d (мм), вращающейся со скоростью n об/мин, скорость резания составляет:

Глубина резания (а мм) — это толщина снимаемого слоя материала (рис. 206). Если d1 и d2 — диаметры изделия до и после обработки, то глубина резания составляет:

Для вычисления скорости резания пользуются средним диаметром:

При малых и средних глубинах резания расчет ведется по наружному диаметру резания (d1).
Для определения составляющих усилия резания пользуются следующими тремя главными плоскостями: первой главной плоскостью в направлении продольной подачи, второй главной плоскостью в направлении поперечной подачи и движения резания и третьей главной плоскостью перпендикулярно первым двум (см. рис. 205). Опорная поверхность токарного резца параллельна третьей главной плоскости.

На обрабатываемой детали различают: а) поверхность, подлежащую резанию, т. е. обрабатываемую поверхность; б) обработанную поверхность, полученную после снятия стружки; в) поверхность резания, образующуюся непосредственно под режущей кромкой инструмента.
Углы и грани режущей кромки
Углы на лезвии должны быть в каждом случае приспособлены к соответствующему процессу резания. Данные о необходимых углах лезвия служат руководящим указанием при изготовлении режущих инструментов. В большинстве индустриальных стран существуют стандарты резцов, определяющие положение главной режущей кромки, а также передней грани посредством определенных измерительных плоскостей или систем координат.
В германских промышленных стандартах (DIN) углы резца определяют посредством тех основных плоскостей, которые вытекают из направлений движения при обработке резанием (см. рис. 205). Согласно рис. 207, на резце различают главную режущую кромку, т. е. ту режущую кромку инструмента, которая непосредственно осуществляет процесс резания, и вспомогательную режущую кромку, которая примыкает к закруглению вершины лезвия и в зависимости от величины закругления вершины и толщины стружки способствует отделению стружки от обработанной поверхности. Среди поверхностей различают переднюю грань, т. е. поверхность схода стружки, и заднюю грань (главной и вспомогательной режущей кромки), обращенную к поверхности резания и соответственно к обработанной поверхности изделия.
На резце различают следующие углы:
Задний угол а — угол между поверхностью резания и задней гранью. Для достижения хорошей опоры задний угол у твердосплавных инструментов должен иметь по возможности малую величину. Однако слишком малый задний угол повышает (в зависимости от обрабатываемого материала) трение. Как правило, при обработке стали а равен 4—5°, при обработке мягких металлов от 6 до 8°, меди — от 10 до 15°.

Передний угол у — угол между перпендикуляром, опущенным на плоскость резания, и поверхностью схода стружки. Чем больше передний угол, тем легче отделяется стружка от обрабатываемого изделия. Однако ввиду опасности выкрошивания существует определенный предел этого, угла, зависящий как от обрабатываемого материала, так и от материала твердосплавной пластинки. При обработке твердым сплавом меди и мягкой стали у лежит в пределах от 20 до 18°, при обработке легких металлов передний угол может быть еще больше. С увеличением твердости обрабатываемого материала передний угол делают все меньше и меньше. Для обработки особо твердой стали и материалов самой высокой прочности успешно применяют даже отрицательный передний угол.
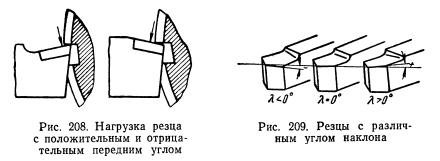
Чем больше а и особенно у, тем меньше заключенный между ними угол заострения резца в и тем большей опасности подвергается режущая кромка. Так как твердые сплавы сравнительно хрупки, то следует выбирать по возможности небольшие углы а и у, в первую очередь при обработке твердых материалов и особенно при прерывистом резании, конечно, при условии, что станок в состоянии справиться с повышенным расходом энергии. Если передний угол у отрицательный, то угол заострения резца превышает 90°, и твердосплавная пластинка подвергается в основном напряжению сжатия (рис. 208).

Главный угол в плане н — угол между первой главной плоскостью и проекцией режущей кромки на третью главную плоскость. Он определяет толщину стружки h и длину дуги резания и поэтому оказывает влияние на сопротивление резанию и на плавность процесса резания. Как правило, н составляет от 30 до 60°. Чем больше склонно вибрировать обрабатываемое изделие, тем больше должен быть этот угол. У резца для торцевой обработки н, как правило, равен 90°, у широкого резца 0°.
Угол наклона Л — угол, образуемый режущей кромкой с линией, проведенной через вершину резца параллельно основной плоскости. Когда режущая кромка опускается по мере приближения к вершине, угол наклона положительный. Для твердосплавных инструментов угол наклона Л имеет очень большое значение. У сравнительно хрупких твердых сплавов следует по возможности избегать нагрузки вершины режущей кромки, возникающей в начале процесса, особенно при прерывистом резании. Если резец выполнен так, что вершина режущей кромки образует самую низкую точку (справа на рис. 209), т. е. если выбирают положительный угол Л, опасность выкрошивания уменьшается. Необходимо, однако, учесть, что при больших углах наклона усилия резания больше.
Что касается радиуса закругления вершины резца, то оправдал себя радиус r, в 2,5 раза больший величины подачи, если только нет необходимости применять меньшие радиусы (при нежестких обрабатываемых изделиях) или большие радиусы (для достижения при чистовой обточке более высокого качества обрабатываемой поверхности).
Стружка
Поверхность стружки, лежащая в воображаемой плоскости, перпендикулярной к направлению резания и идущей через вершину резца, называется поперечным сечением стружки F = hb, где h — толщина, b — ширина стружки (см. рис. 206). Практически поперечное сечение стружки вычисляется как произведение подачи на глубину резания: F = as.
В зависимости от главного угла в плане н или от того, имеет ли режущая кромка прямую или изогнутую форму, форма поперечного сечения стружки может быть при равной подаче и равной глубине резания весьма различна (рис. 210). Так как форма поперечного сечения стружки влияет на удельное давление резания, то она оказывает влияние и на стойкость резца. Лейензеттер предложил рассматривать форму поперечного сечения, площадь которого определена теоретическим поперечным сечением стружки as, в связи с шириной среза l (рис. 211). Для этой цели он вводит понятие коэффициента резания l/as и называет обратную величину этого коэффициента толщиной среза m = as/l.
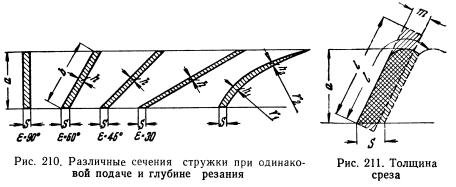
Толщина среза m представляет собою, следовательно, толщину стружки на единицу ширины среза, измеряемой вдоль режущей кромки. Значение m всегда меньше, чем подача s. Ширина среза l зависит от глубины резания, главного угла в плане и радиуса вершины. Чем больше толщина среза, тем меньше длина режущей кромки и тем меньше стойкость. Значения толщины среза, требующиеся при определении стойкости резцов, можно найти в таблицах.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!