Основы электротермического напряжения арматуры и очерк истории развития
Представим себе стержень с концевыми утолщениями-анкерами (рис. 1.1). Если нагреть этот стержень или его часть, то он в свободном состоянии удлинится, причем удлинение будет тем большим, чем длиннее нагреваемый участок стержня и чем выше температура нагрева. Величина удлинения при нагреве
?lт = ?(t2 - t1) lн,
где ? — коэффициент температурного расширения, который для стали колеблется от 10*10в-6 до 16*10в-6 в зависимости от се температуры нагрева и химического состава; t1 — температура стержня перед его нагревом; t2 — температура стержня в конце его нагрева; lн — длина нагреваемого участка стали.
Такое удлинение будет, если стержень удлиняется свободно, т. е. ничто не мешает его удлинению. Если прекратить нагрев, то стержень будет остывать и соответственно укорачиваться, стремясь возвратиться к своей первоначальной длине. При свободном укорочении в стержне не возникает напряжений.

Иная картина получится, если стержень не сможет свободно укорачиваться при остывании. Всякое препятствие свободному укорочению стержня приведет к возникновению в нем растягивающих напряжений. Представим себе, что нагретый стержень закреплен в упорах, расстояние между которыми lу больше, чем расстояние между анкерами стержня lз, но меньше длины нагретого стержня lт = lз + ?lт, что позволяет свободно уложить нагретый стержень в упоры, т. е. удовлетворяется условие lз < lу < lз + ?lт.
Тогда стержень при остывании вначале будет свободно укорачиваться, пока его анкеры не достигнут упоров, препятствующих его укорочению. При дальнейшем остывании стержня в нем возникнут растягивающие напряжения.
Если упоры не сближаются под воздействием усилий натянутого стержня, то после остывания стержень будет иметь длину, равную первоначальному расстоянию между упорами ly, т. е. станет длиннее на ?l = ly - lз и поэтому напряжения в нем будут
?0 = ?l/lз Еа,
где Ea — модуль деформации арматуры.
При податливых упорах, что соответствует действительным условиям, первоначальное расстояние между упорами несколько уменьшится под воздействием усилий натянутой арматуры и станет равным l. В этом случае действительное удлинение арматуры составит ?lд = l - lз = ly - ?lп - lз
и
?0 = ?lд/lз Еа.
Иными словами, часть удлинения ?l = ly - lз затрачивается на работу по погашению деформаций системы (?lп) и часть используется полезно для создания предварительных напряжений растяжения в арматуре (?lд).
Величина напряжения, полученного термическим методом, зависит не от температуры нагрева, а только от разности расстояний между упорами и между анкерами арматуры. Нагрев необходим для того, чтобы арматуру можно было уложить в упоры. Напряжение в арматуре возникает автоматически при ее остывании в условиях стесненных деформаций. В этом и заключается принцип современного метода термического натяжения арматуры. Так как в производственных условиях наиболее удобно нагревать арматуру электрическим током, то метод получил название электротермического.
Принцип электротермического натяжения изложен здесь для случая, когда арматура нагревается вне упоров и укладывается в них уже нагретой. Такой метод натяжения получил преимущественное распространение на производстве. Возможны и другие приемы термического напряжения, о которых говорится ниже.
Свойство металла удлиняться при нагреве и укорачиваться при остывании давно используют для создания предварительных напряжений, т. е. напряжений, выгодных для работы конструкции. Ярким примером такого использования является деревянное колесо телеги с металлической шиной.
Цельная стальная шина, опоясывающая деревянный обод, заготовляется с внутренним диаметром меньшим, чем наружный диаметр деревянного обода, т. е. в холодном состоянии нельзя свободно надеть шину на обод (рис. 1.2, а). Такую шину нагревают обычно в кузнечном горне, благодаря чему металл удлиняется и диаметр шины увеличивается. Нагретую шину надевают на деревянный обод, который препятствует ее свободному укорочению при остывании. Поэтому в шине при остывании возникают растягивающие напряжения, а в деревянной части колеса — сжимающие.

Растягивающие усилия, возникающие при вращении колеса и ударах, не приводят к появлению растяжения в отдельных его частях и между ними, а только уменьшают предварительное сжатие. Этим объясняется выносливость простого деревянного колеса телеги в условиях бездорожья при динамических воздействиях.
Интересным примером использования метода термического предварительного напряжения являются «скрепленные» орудия, принятые на вооружение русской армии в прошлом столетии (рис. 1.2, б).
В 1858 г. поручик артиллерии В. Семашко предложил делать орудийные стволы из чугунного сердечника с намотанными на него в горячем состоянии стальными («железными») прутьями, обжимающими сердечник при остывании. В. Семашко провел в 1859—1860 гг. испытания на артиллерийском полигоне, подтвердившие принципиальную правильность его предложения. Чугунный ствол ставился на две подставки, на которых были сделаны шарниры (цапфы). На некотором расстоянии от подставок находились мотки с прутьями, а между ними и чугунным стволом — два горна. При вращении орудийного ствола на его казенную часть наматывались горячие прутья. Затем проводилась стрельба из таких орудий. Так как чугунные орудийные стволы применялись и раньше, то предварительно напряженные стволы с намотанными прутьями стали называть «скрепленными».
В дальнейшем эти работы были теоретически обоснованы академиком А. Гадолиным, разработавшим расчет таких стволов. На Обуховском заводе было организовано производство «скрепленных» орудий.
Еще в начале развития железобетона и возникновения идеи его предварительного напряжения делались попытки использовать термический метод натяжения. В 1896 г. в работе австрийского ученого Мандля указывалось «... предварительные напряжения можно осуществлять механически и путем повышения начальной температуры арматуры, которая поддерживалась бы в ней до твердения бетона. При разности температур 40° можно получить начальные напряжения 1100 кГ/см2».
Спустя 30 лет эта идея нашла отражение в предложении Вильгельми, которому в 1928—1929 гг. в Германии был выдан патент на метод изготовления предварительно напряженных железобетонных конструкций с арматурой в виде стальных труб, в которых проходит теплоноситель, поддерживающий повышенную температуру такой арматуры в процессе твердения бетона. При таком методе натяжения не обеспечивается получение достаточно высоких начальных предварительных напряжений, кроме того, он сложен и не экономичен. Вследствие этого изобретение Вильгельми не нашло практического применения.
В 1928 г. в Братиславе (Чехословакия) братья Румль применили термический метод при производстве предварительно напряженных железобетонных труб. Так же как при изготовлении «скрепленных» орудийных стволов, на сердечник, представляющий собой в этом случае слабоармированную железобетонную трубу, при его вращении навивалась проволока, нагреваемая в нефтяной печи. В 1935 г. производство было прекращено.
Д.В. Офросимовым и И.Г. Ивановым-Дятловым в 1931—1933 гг. проводились экспериментальные работы по усовершенствованному ими методу намотки проволоки на сердечник трубы, при этом проволока нагревалась не в нефтяной печи, а электрическим током через контакты, между которыми скользила проволока при намотке (рис. 1.3, а).

Дальнейшее развитие этот метод нашел в опытном производстве па ленинградском заводе «Баррикада» в 1960 г. с нагревом проволоки токами высокой частоты при ее намотке с торможением на сердечник трубы (рис. 1.3, б). Применение токов высокой частоты позволяет обеспечить равномерный нагрев, трудно достижимый при подаче тока через роликовые контакты.
В 1937 г. в Германии и в 1942 г. в США были выданы патенты па метод предварительного напряжения путем нагрева в затвердевшем бетоне арматуры, покрытой перед ее укладкой в форму, т. е. до бетонирования, специальной обмазкой. В начале нагрева при температуре 90—110° C обмазка размягчается и нарушается сцепление арматуры с бетоном, вследствие чего арматура может свободно удлиняться в бетоне при ее дальнейшем нагреве. При 300—350° С обмазка необратимо затвердевает, восстанавливая сцепление арматуры с бетоном. Благодаря этому после выключения тока при остывании арматуры в ней возникают растягивающие предварительные напряжения, а в бетоне — сжимающие.
В России над этим методом работает С.Г. Фарбер, предложивший новую обмазку из термореактивного пластика. Он разработал режим нагрева, осуществил и испытал ряд опытных конструкций.
Термореактивная пластмасса, которой покрывают арматуру, состоит из смеси синтетических смол с неорганическим заполнителем, например смола № 214 + асбест + песок в соотношении 1 : 0,2 : 0,8. Размягченный нагревом термореактивный слой проникает в поры бетона, создавая сцепление, необходимое для передачи предварительных напряжений на бетон, для совместной работы арматуры с бетоном и для защиты арматуры от коррозии. При этом нужно подобрать режим нагрева таким образом, чтобы полное требуемое удлинение арматуры произошло за время, меньшее периода вязко-текучего состояния термореактивного пластика. Преждевременная анкеровка арматуры может привести к разрыву бетона под влиянием продолжающегося термического удлинения арматуры.
Однако обмазка арматуры пластиком и подведение тока к забетонированной арматуре сложны и не отвечают условиям заводского производства, в связи с чем этот довольно остроумный метод не получил распространения на предприятиях сборного железобетона.
Дальнейшая судьба электротермического метода натяжения арматуры с термореактивными обмазками зависит от правильного определения области его применения. В частности, представляется целесообразным использование этого метода для создания предварительных напряжений в монолитном железобетоне. Такая попытка делается для одноосного и двухосного обжатия аэродромных покрытий.
На возможность получения предварительных напряжений арматуры путем ее остывания после нагрева электрическим током на форме и закрепления в нагретом состоянии указывал В.В. Михайлов в 1939 г. Речь шла о термическом удлинении арматуры, которое фиксировалось только в зависимости от нагрева. Поэтому предварительное напряжение, зависящее в этом случае от условий нагрева, осуществить достаточно точно не представлялось возможным, о чем указывал автор. Так как этот прием к тому же еще и трудоемок, то и он не был реализован.
Термические методы натяжения арматуры, известные до 1957 г., не стали достоянием промышленности вследствие их сложности, трудоемкости и высокой стоимости.
В 1957 г., по предложению Ю.И. Лозового и Г.Я. Коменданта (Львовский политехнический институт), был применен электротермический метод натяжения стержневой арматуры на затвердевший бетон. Были изготовлены 24 составные стропильные балки длиной по 12 м. Арматурные стержни находились в каналах и имели концевые анкеры из приваренных коротышей. К концам стержней подводился ток, и они нагревались до получения ими удлинений, достаточных для установки мерных вилочных шайб, фиксирующих удлинение и имеющих толщину, обеспечивающую получение заданных предварительных напряжений (рис. 1.4, а). Затем ток отключали и в стержнях при остывании возникали требуемые предварительные напряжения. В Киевстрое по такому же принципу изготовляли ребристые плиты покрытий промышленных зданий с нагревом арматуры в формах и се натяжении при остывании до укладки и твердения бетона.
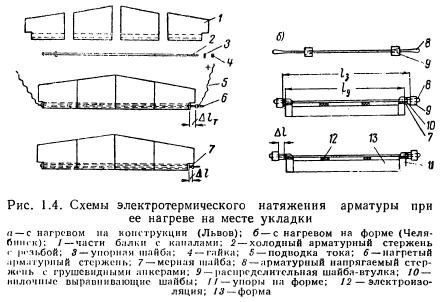
Примерно в то же время в Челябинске под руководством Б.Я. Рискинда проводились в производственных условиях опыты по натяжению стержневой арматуры электротермическим методом при изготовлении многопустотных настилов перекрытий. Здесь, использовали стержневую напрягаемую арматуру с концевыми технологическими анкерами в виде высаженных в горячем состоянии грушевидных головок. Для равномерной передачи давления от натянутой арматуры на упоры форм перед высадкой анкерных головок на стержни надевали распределительные шайбы-втулки (рис. 1.4, б). Нa бортах формы имелись неподвижные вилочные упоры. Арматурные стержни заготовляли большей длины, чем расстояние между упорами, и укладывали их свободно в упоры до нагрева, после чего расстояния между анкерами стержней выравнивались закладыванием между распределительной шайбой и упором формы выравнивающих вилочных шайб толщиной по 2—3 мм.
Выровненные стержни нагревают электрическим током, для чего к ним крепят кляммеры, подающие ток, и ставят временные изолирующие прокладки между напрягаемыми стержнями арматуры и стальной формой. Изолируются от остальной части формы также упоры, в которые укладываются концы арматуры. После достижения требуемого температурного удлинения арматуры, в образовавшиеся зазоры между выравнивающими шайбами и упорами закладывают мерные шайбы толщиной, равной удлинению стержня, необходимому для получения заданного предварительного напряжения арматуры. Затем ток выключают, и арматура при остывании напрягается.
Описанный метод электротермического натяжения, разработанный во Львове и в Челябинске, с нагревом арматуры на месте ее закрепления выгодно отличался от других известных тогда методов относительной простотой и доступностью осуществления в условиях заводов и полигонов. Он применялся некоторое время в гг. Челябинске, Миассе и Новокузнецке при производстве настилов перекрытий.
Однако на современных механизированных предприятиях сборного железобетона натяжение арматуры с ее нагревом на форме не дает возможности организовать рациональный технологический процесс. Работа с многочисленными шайбами, необходимость изоляции упоров и арматуры от формы, подключение и отключение токоподводящих устройств требуют больших затрат труда. Недостатком является и невозможность выполнения других работ на форме во время нагрева арматуры. Поэтому, хотя данный метод проще механического натяжения, он получил ограниченное применение.
Метод электротермического натяжения с нагревом арматуры вне формы, получивший наибольшее распространение, был создан в Москве коллективами работников ВНИИЖелезобетона и Главмоспромстройматериалов под руководством автора этой книги. Сущность метода описана в начале настоящей главы.
Так как при нагреве арматуры вне формы длина заготовки меньше расстояния между упорами на заданную величину удлинения, то мерные шайбы не нужны, и получается некоторая экономия металла благодаря меньшей длине арматурных заготовок. Заготовка арматуры производится по шаблонам, что обеспечивает требуемую точность, по шаблонам же ставят и упоры. Поэтому не нужны выравнивающие шайбы.
Большое значение для получения заданной величины предварительного напряжения арматуры в пределах допустимых отклонений имеет разработанная для этого случая автором теория допусков, позволившая увязать требуемую точность предварительных напряжений с точностью арматурных заготовок (расстояний между анкерами) и расстояний между упорами. Благодаря этому при нагреве арматуры вне формы можно отказаться от всех видов шайб, кроме иногда применяемых тонких распределительных шайб.
He нужна и изоляция нагреваемых стержней и упоров от стальной формы, так как ток через арматуру пропускают на нагревательных установках, не связанных с формой. Арматурный стержень или несколько стержней одновременно нагревают электрическим током в течение 1—5 мин и нагретыми укладывают в прорези упоров. Во время нагрева арматуры можно на форме производить любые работы: очистку и смазку формы, укладку ненапрягаемой арматуры и др.
Метод электротермического натяжения арматуры с ее нагревом вне формы технологически предельно прост, требует малой затраты труда и незначительных капиталовложений. Даже при ручном переносе нагретой арматуры с нагревательной установки в форму он значительно менее трудоемок, чем натяжение домкратами.
В то время как на Московском заводе ЖБИ № 12 был освоен электротермический метод натяжения арматуры для предварительно напряженных многопустотных настилов, на заводе ЖБИ № 5 еще некоторое время продолжали натягивать арматуру для тех же целей домкратами. В дальнейшем и этот завод, как и все остальные, также перешел на электротермическое натяжение. Одновременное использование разных методов натяжения позволило провести сравнение их экономичности.
Стоимость натяжения арматуры для одного настила при электротермическом натяжении (3, 4 коп.) оказалась в четыре раза меньшей, чем при домкратах (14 коп.), капиталовложения — меньше в 7 раз, а цикл натяжения — короче в 2 раза.
Известны отдельные попытки несколько изменить описанный метод натяжения, но они не имели успеха, так как неудовлетворительно решали задачу обеспечения требуемой точности натяжения. Например, в Эстонии применяют электротермическое натяжение стержневой арматуры с ее нагревом вне формы, но с несколько иным принципом фиксации напрягаемой арматуры и обеспечением точности натяжения.
На установке нагревается арматура с ограничением величины температурного удлинения, которое принимается с учетом остывания на 20° С при переносе и с учетом податливости упоров формы. При достижении заданного удлинения арматуры ток выключается, двое рабочих сразу снимают горячие стержни и укладывают их в упоры формы, где фиксируют полученное температурное удлинение при помощи вилочного клина, вставляемого между анкерной головкой и упором формы.
Точность предварительного напряжения в этом случае зависит от точности фиксации температурного удлинения.
Некоторая погрешность неизбежна в связи с трудностью достаточно точной фиксации удлинения, неизбежны также различия в скорости охлаждения и в величине усилий задвигания клина. Технологические неудобства представляют многочисленные клинья.
В последующие годы электротермический метод получил дальнейшее развитие. Были предложены и осуществлены методы натяжения отогнутой стержневой арматуры из прямых заготовок и армирование не по всей длине конструкции, которое практически не удается осуществить при механическом натяжении.
Электротермическое натяжение арматуры нашло применение не только для тяжелых, но и для легких бетонов.
Получили развитие различные теоретические и практические вопросы проектирования и производства предварительно напряженных железобетонных конструкций, имеющие значение при всех способах натяжения арматуры. Проведены изыскания рационального очертания предварительно напряженных железобетонных конструкций, которое не препятствует деформациям при передаче предварительных напряжений па бетон и облегчает распалубливание. Более углубленно исследовались свойства стали, зависящие от ее нагрева, способы защиты бетона от раскалывания в зоне передачи предварительных напряжений, вопросы выбора рациональной технологии и технологической схемы производства предварительно напряженного железобетона и способов контроля величины предварительных напряжений. Были разработаны приемы рационального конструирования ненапрягаемой арматуры с учетом удобства осуществления электротермического натяжения.
Распространение электротермического метода натяжения стержневой арматуры привело к возрождению попыток его использования для натяжения арматуры из высокопрочной проволоки и проволочных прядей. В ДонНИИ были разработаны приемы натяжения высокопрочной проволоки диаметром 5 мм в виде отдельных стержней (проволок), снабженных концевыми анкерами и нагреваемых вне формы, т. е. аналогично натяжению стержневой арматуры с нагревом вне формы. Такая технология натяжения проволоки освоена на ряде предприятий сборного железобетона.
Исследования, проведенные в 1960—1961 гг. во Львовском политехническом институте, показали принципиальную возможность натяжения электротермическим методом проволочных прядей.
Электротермический метод натяжения арматуры позволил улучшить работу машин непрерывного армирования. В связи с большими усилиями и динамическими перегрузками, возникающими в проволоке при работе этих машин с чисто механическим натяжением, проволока часто рвалась, что приводило к большим отходам металла и простоям. Поэтому для обеспечения надежной работы намоточных машин примерно половина требуемой величины натяжения обеспечивается нагревом проволоки во время намотки и только половина — механическим натяжением. Такой комбинированный метод назвали электротермомеханическим.
Электротермический метод успешно начали применять и для натяжения кольцевой арматуры сборных цилиндрических емкостей.
Электротермическое натяжение пучков высокопрочной проволоки было осуществлено при строительстве сборной железобетонной угольной башни Череповецкого металлургического завода.
Интересно применение электротермического натяжения кольцевой стержневой арматуры зерновых силосов, стены которых собирают из предварительно напряженных железобетонных колец с наружным диаметром 5,95 м и высотой 0,75 м. Каждое кольцо состоит из восьми тюбингов (криволинейных плит) длиной по 2,15 м. Плиты трех нижних ярусов гладкие, а верхних — ребристые. Напрягаемая кольцевая арматура ? 14 A-IIIв.
В первых силосах сборка и предварительное напряжение каждого кольца стены осуществлялись на кондукторе-стенде с гидравлической установкой. Наружные арматурные кольца (но два на кольцо стены), уложенные в пазах тюбингов, напрягались установкой из 16 домкратов, передающей давление через нажимные панели на тюбинги, которые в свою очередь натягивали арматуру.
В результате опытов было установлено, что трещины в тюбингах появлялись раньше погашения предварительного обжатия швов, что можно объяснить изгибом от неравномерного давления кольцевой арматуры и дополнительными растягивающими напряжениями по внешним граням тюбингов вследствие трения арматуры периодического профиля о бетон. В связи с этим перешли на электротермический метод натяжения, благодаря чему были устранены указанные недостатки и упростились сборка и предварительное напряжение колец.
При электротермическом натяжении вначале устанавливают тюбинги и фиксируют их на стенде струбцинами, которые, перемещают винтами с гайками, закрепленными на двухтрубных приспособлениях (рис. 1.5). Затем замоноличивают швы между тюбингами. Одновременно нагревается верхняя и нижняя кольцевая арматура, которая подключается параллельно к электрической сети через трансформатор.
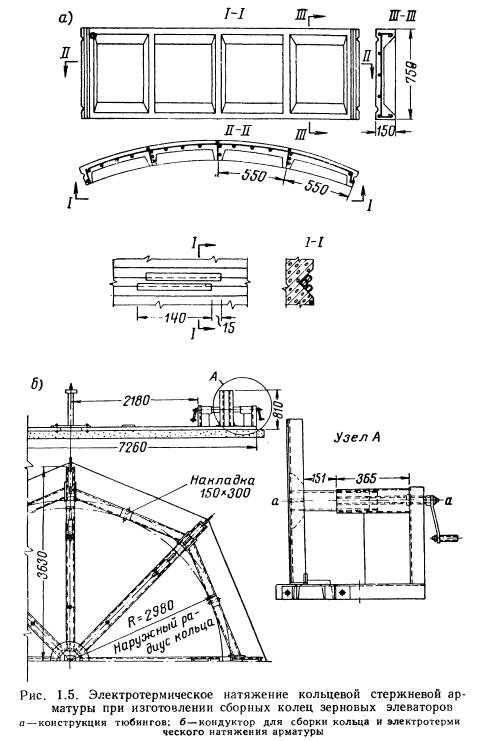
После достижения температуры 300° С ток выключают и вращением винтов стягивающих приспособлений выбирают температурные удлинения нагретой арматуры, после чего соединяют арматурные стержни болтом с гайкой. При остывании арматуры обжимаются тюбинги и в арматуре возникают предварительные напряжения.
Испытания таких колец, проведенные НИИЖБ и ЦНИЛ Гипрониисельхоза, показали, что при электротермическом методе натяжения трещиностойкость колец увеличивается по сравнению с кольцами, натягиваемыми домкратами.
Наконец упомянем об исследованиях по применению электротермического метода при монтаже неразрезных балок, выполненных во Львовском политехническом институте. Неразрезные балки получались из однопролетных элементов путем замоноличивания на опорах и применения надопорной арматуры, напрягаемой электротермическим методом, представляющем в этом случае особые удобства. Нагретые элементы надопорной арматуры с концевыми анкерами укладывались в упоры, заделанные в закладных деталях, закрепленных косыми стержнями (рис. 1.6).
В результате производственного освоения и проведенных исследований электротермический метод натяжения арматуры получил всестороннее развитие и в настоящее время обоснован теоретически и освоен практически.

В первый период освоения электротермического метода натяжения арматуры с ее нагревом вне формы ВНИИЖелезобетоном и заводом № 12 Главмоспромстройматериалы, на котором впервые применили этот метод, была разработана и издана в 1958 г. временная инструкция, а после накопления опыта и расширения области применения метода ВНИИЖелезобетон разработал постоянную ведомственную инструкцию.
В 1962 г. НИИЖБом, ВНИИЖелезобетоном и другими организациями было сделано более широкое обобщение и выпущена общая для России «Инструкция по технологии предварительного напряжения стержневой, проволочной и прядевой арматуры железобетонных конструкций электротермическим и электротермомеханическим способами». В дальнейшем ВНИИЖелезобетон разработал Указания по обеспечению и учету точности натяжения арматуры электротермическим методом и технологические требования, которые необходимо учитывать при проектировании предварительно напряженного железобетона с электротермическим натяжением арматуры. Советский метод электротермического натяжения арматуры вызвал большой интерес за рубежом.
Приведенный обзор различных аспектов электротермического натяжения арматуры показывает, что наиболее экономичным и технологичным является метод с нагревом арматуры вне формы.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!