Точность натяжения арматуры электротермическим методом
Предельные отклонения величин предварительных напряжений. Технология электротермического натяжения заключается в заготовке арматуры, в ее нагреве и укладке в упоры. Само натяжение не является специальной технологической операцией, оно происходит автоматически при остывании арматуры.
Точность электротермического натяжения полностью зависит от правильности выбора технологического удлинения арматуры и от точности его осуществления. При натяжении арматуры и ее закреплении в упорах необходимо получить определенную величину начальных предварительных напряжений ?0. При всех известных методах натяжения фактические начальные предварительные напряжения арматурных элементов в той или иной степени отличаются от заданных номинальных величин. Эти отклонения не должны выходить за определенные пределы, характеризующие возможную и допустимую точность натяжения.
Возможные и допустимые пределы отклонений фактических начальных предварительных напряжений от заданной величины могут быть заранее определены с учетом применяемой технологии натяжения.
Технолог, изготовляющий предварительно напряженные железобетонные конструкции, должен знать требования, предъявляемые к точности натяжения арматуры, и обеспечить их соблюдение. Если, например, заданы номинальные начальные предварительные напряжения ?0 и предельные отклонения ±Р, то необходимо так организовать технологический процесс, чтобы ни в одном арматурном элементе предварительные напряжения были не меньше ?0м = ?0 — P и не превышали ?об = ?0 + Р, т. е. чтобы соблюдалось условие ?ом < ?0 < ?об.
Конструктор, проектирующий предварительно напряженную железобетонную конструкцию, в свою очередь должен так рассчитать и сконструировать ее, чтобы в случае возможных отклонений фактических предварительных напряжений от номинальных конструкция обладала достаточной прочностью, трещиностойкостью и жесткостью.
В настоящей главе рассмотрены вопросы, связанные с назначением допусков и предельных отклонений величин начальных предварительных напряжений арматуры, а также методы обеспечения заданной точности натяжения арматуры.
При электротермическом натяжении арматурный элемент заготовляется с расстоянием между технологическими анкерами lз, меньшим, чем расстояние между упорами ly, на величину Al = lу-lз. Чтобы можно было уложить арматурный элемент в упоры, его нагревают электрическим током до температуры,обеспечивающей удлинение арматуры на величину ?lт??l. Уложенный в упоры нагретый арматурный элемент при остывании вначале свободно укорачивается, затем дальнейшему укорочению препятствуют упоры, благодаря чему на участке арматуры между упорами возникают предварительные растягивающие напряжения.
При остывании арматуры и ее натяжении возможно некоторое сближение упоров силовой формы в результате их поворота, деформации форм и др. Кроме того, возможно смятие металла под анкерами арматуры, скольжение анкеров и пр. В конечном итоге, после остывания арматуры и проявления указанных деформаций, в ней создаются начальные предварительные растягивающие напряжения ?0, называемые контролируемыми. При этом расстояние между упорами или, что то же, расстояние между технологическими анкерами на арматуре становятся равными l.
Таким образом, точность величины начальных предварительных напряжений зависит от ряда факторов и в первую очередь от точности размеров lз и ly, в особенности от точности достижения величины ?l=ly-lз.
Устройство упоров и их установка, определяющая размер ly, так же как и устройство технологических анкеров, определяющее размер lз, являются операциями обработки металла, и поэтому здесь уместно использовать принципы теории допусков при обработке металла.
В дальнейшем для краткости расстояния между внутренними поверхностями технологических анкеров будем условно называть «длина заготовки», а расстояние между наружными поверхностями упоров «расстояние между упорами».
Действительная длина заготовки колеблется от наименьшего своего значения lз.м до наибольшего lз.б. Разность между этими величинами является допуском длины заготовки и обозначается Дlз = lз.б-lз.м.
При заданной номинальной величине длины заготовки lз ее наибольшее значение
lз.б = lз-вlз.
и соответственно
lз.м = lз - нlз,
где вlз и нlз — верхнее и нижнее отклонения длины заготовки.
Следовательно,
Дlз = вlз + нlз.
Все приведенные рассуждения можно повторить и для расстояния между упорами ly, тогда получим аналогично:
lу.б = lу + вlу; lу.м = lу - нlу
и
Дlу = вlу + нlу.
В соответствии с возможными колебаниями длины заготовки lз и расстояния между упорами ly может изменяться и удлинение арматуры ?l, а следовательно, и величина предварительного напряжения ?0.
Наибольшее удлинение ?lб будет при сочетании наибольшей длины упоров lу.б с наименьшей длиной заготовки lз.м:
?lб = lу.б - lз.м = (ly + вly) - (lз - нly) = ?l + (вly + нlз);
Наименьшее удлинение ?lм получится при совмещении наименьшей длины упоров lу.м с наибольшей длиной заготовки lз.б и поэтому
?lм = ly.м - lз.б = (ly - нlу) - (lз + вlз) = ?l - (нlу + вlз).
Здесь вly + нlз — верхнее предельное отклонение удлинения ?l, а нly + вlз — нижнее предельное отклонение. Допуск удлинения в соответствии с принятыми обозначениями
Д?l = ?lб - ?lм = [?l + (вlу + нlз)l - [?l - (нlу + blэ)],
откуда
Д?l = Дly + Дlз.
Из последнего равенства видно, что допуск удлинения ?l = ly - lз зависит не от верхних и нижних предельных отклонений размеров ly и lз, а только от допусков, этих размеров. Этот важный вывод аналогичен таковому для зазора в системе отверстие — вал, где, как известно из теории допусков, допуск зазора равен сумме допусков отверстия и вала.
Требования к допуску удлинения, равно как и к допуску предварительного напряжения, должны соответствовать технологическим возможностям производства и должны быть экономически целесообразными.
В общесоюзной системе допусков принята следующая зависимость допуска Дl от размера l:

где l — размер в мм;
Дl — допуск в мк;
а — коэффициент, характеризующий класс точности;
i — единица допуска;
i = 0,45 ?l + 0,001l.
На основании опыта применения электротермического натяжения арматуры установлено, что для длины заготовки lз=6 м при использовании жестких шаблонов обеспечивается допуск 2 мм = 2000 мк, так же как и для расстояния между упорами ly=6 м.
Если в формуле (ЗЛ) для допуска Дl принять l=6000 мм и Дl=2000 мк, то можно определить коэффициент класса точности

Пользуясь этим коэффициентом, можно вычислить величины допусков для разных значений l. Результаты таких расчетов приведены во второй графе табл. 3.1.
На основании этих расчетных данных установлены с некоторым округлением допуски размеров Дly и Дlз, приведенные в третьей и четвертой колонках таблицы. В пятой колонке показаны величины допуска удлинения, равного, как было показано выше, сумме допусков сопрягаемых длин.

О увеличением длины возрастает н допуск удлинения, но в меньшей степени, чем длина.
Так, если для длины 6 м допуск удлинения составляет 4 мм, то при длине 18 м, т. е. в три раза большей, допуск равен 9 мм или больше допуска при 6 м только в 2,25 раза. Такой характер возрастания допусков длины с ее увеличением позволяет сделать важный вывод о том, что с увеличением длины напрягаемого участка арматуры уменьшается допуск величины контролируемого предварительного напряжения.
Допуск величины предварительного напряжения

где К — коэффициент, учитывающий отклонение диаграммы стали от примой линии, значение которого приведено в главе 2.1; m — коэффициент, учитывающий сближение упоров, скольжение анкеров и пр.
Для назначения допуска предварительного напряжения принимаем Km=1, т. е.

Полученные таким образом величины допусков контролируемых предварительных напряжений для отдельных арматурных элементов, деленные на два, в виде предельных отклонений приведены в табл. 3.1.
Принятое допущение о том, что Km=1, приводит к некоторому увеличению допуска, так как обычно Кm?1. Как было показано в главе 2.1, К=1 для сравнительно небольших предварительных напряжений и K?1 для напряжений, близких к условному пределу текучести стали. Коэффициент m учитывает главным образом сближение упоров вследствие деформации форм и обычно m=1,1.
Учитывая современное состояние технологии производства предварительно напряженного железобетона, представляется нецелесообразным дифференцировать допуски предварительных напряжений в зависимости от конструкции форм, величины напряжений и пр. Снижение величин допусков возможно при наличии для этого достаточных оснований.
Данные табл. 3.1 обязательны для руководства при изготовлении предварительно напряженных железобетонных конструкций с электротермическим натяжением арматуры.
В тех случаях когда обеспечено получение ?0??0м и ?в?0,9Rан, предельные отклонения начальных предварительных напряжений могут превышать указанные в табл. 3.1.
Если по расчету многопустотной панели длиной около 6 м необходимо обеспечить ?ом?3000 кГ/см2, то в соответствии с табл. 3.1, можно принять ?0=3800±800 кГ/см2. Для удобства работы на заводе можно также принять, например, ?0=4200±1100 кГ/см2. При этом обеспечивается ?ом?3100?3000 кГ/см2 и ?об?5300?0,9*6000 кГ/см2.
Назначение величины технологического удлинения. Чтобы обеспечить соблюдение допусков контролируемых предварительных напряжений в арматуре, указанных в табл. 3.1, вначале нужно расчетным путем определить величину необходимого технологического удлинения ?l = ly - lз. Назначив эту величину, проводят пробные натяжения арматуры, и в случае необходимости уточняют величину технологического удлинения для массового производства.
Обычно расстояние между упорами ly задано и поэтому назначение технологического удлинения Al равносильно назначению длины заготовки lз. Длина арматурной заготовки, т. е. расстояние между технологическими анкерами
lз = ly - ?l,
где
?l = ?l0 + ?lc + ?lф.
Здесь ?l — полное технологическое удлинение, равное разности между длиной упоров и длиной заготовки;
ly — расстояние между внешними гранями упоров, замеряемое до натяжения арматуры;
?l0 — эффективное удлинение арматуры, создающее в ней начальные предварительные напряжения;
?lc — величина, компенсирующая сближение технологических анкеров в результате смятия шайб под высаженными головками, смещения губок инвентарных зажимов относительно корпуса, смятия анкеров и т. п.;
?lф — сближение упоров в результате деформации формы или силовой рамы под действием натянутой арматуры, замеряемое на уровне напрягаемой арматуры.
Длина напрягаемого участка арматуры до ее натяжения lз и после натяжения l = ly - (?lc + ?lф). Следовательно, эффективное удлинение напрягаемого участка арматурного элемента
?l0 = l - lз = ?lз.
Подставляя сюда значение lз, ly, ?l0, (?lc - ?lp), получаем

Так как величина ?lc+?lф незначительна по сравнению с ly (обычно она составляет доли процента), а величина ? незначительна по сравнению с единицей, то можно этими величинами в круглых скобках и в знаменателе пренебречь без ущерба для точности и определять эффективное удлинение но приближенной формуле

где ?0 — относительное удлинение арматуры, соответствующее принятому значению предварительных напряжений.
Если при установке упоров на форме или на конструкциях стенда отклонение фактической длины упоров от ее номинального значения ly равновероятно в обе стороны, то ?0 определяют исходя из значения ?0 (случай 1).
Такое положение возможно тогда, когда при установке упоров замеряют расстояние стальной лентой или рулеткой. Если же при этом пользуются охватывающими шаблонами, а анкеры устанавливают по охватываемому кондуктору, то фактические размеры ly получаются меньше номинальных, a lз — больше номинальных. В этом случае величину ?0 следует определять по напряжениям ?0+P (случай 2).
Относительные удлинения ? рекомендуется определять из диаграммы зависимости напряжений арматуры от ее удлинений, полученной в результате испытаний на растяжение образцов применяемой арматурной стали. В случае отсутствия результатов испытаний для определения величины ? можно пользоваться приведенными ниже формулами и графиками.
Если бы вплоть до заданных величин начальных предварительных напряжений сохранялась прямая пропорциональность между напряжениями и удлинениями металла, то при заданной величине начальных предварительных напряжений ?0 необходимое эффективное удлинение можно было бы определить по формуле

В действительности, для некоторых марок стали уже при относительно небольших величинах напряжений деформации неупруги и не соблюдается прямая пропорциональность между напряжениями и удлинениями. На рис. 3.1 показана в общем виде зависимость между напряжениями и удлинениями арматуры.

Относительное удлинение ?0, соответствующее начальному предварительному напряжению ?0, можно представить в виде суммы упругого относительного удлинения ?оу = ?0/Ea и пластической части относительных удлинений ?0п, возникающих при увеличении напряжений выше предела упругости, т. е. при изменении напряжений от ?у до ?0.

От нулевых напряжений ? = 0 до предела упругости зависимость деформаций от напряжений выражается прямой линией. При дальнейшем возрастании напряжений ?у????т эта зависимость в общем случае выражается кривой, которую можно приближенно принять в виде кривой второго порядка:

Коэффициент а определим из краевого условия, что при напряжении, равном пределу текучести ?0=?т, относительное удлинение ?0=?т. Подставляя эти значения в (3.7), получим
Подставляя полученные значения ?т.у и ?т.п в основное уравнение (3.10), будем иметь

Полученная формула (3.12) применима от предварительных напряжений, равных пределу упругости ?0??у, до предела текучести ?0=?т.
На основе экспериментальных исследований установлено, что стержневая арматура класса A-IV марки 80С, а также термически упрочненная классов Ат-IV, Aт-V и Aт-VI работает практически упруго при реальных значениях предварительных напряжений. Поэтому для первоначального выбора величины удлинения для этих марок можно принять К=1 и определять эффективное удлинение по формуле (3.5).
В арматуре класса A-IV марок 20ХГ2Ц и 30ХГ2С, а также класса A-IIIb марок 25Г2С и 35ГС, упрочненных вытяжкой, неупругие деформации существенны и их следует учитывать. По данным опытов, можно принять ?=?у/? т=0,5 и ?=?т.п/?т.у=0,5. Тогда формула (3.12) примет вид

Величину ?lc, учитывающую податливость технологических анкеров на арматуре и смятие упоров, лучше всего определять опытным путем при пробных натяжениях. Для предварительного выбора величины ?lc можно принимать:
а) податливость анкеров в виде обжатых колец, податливость шайб под головками и выпрямление петель ?lc=1 мм;
б) смещение инвентарных клиновых зажимов ?lc1 мм;
в) смещение инвентарных цанговых зажимов — по их характеристикам. На основании проведенных экспериментов можно рекомендовать определять смещения цанговых зажимов НИИЖБ по графику рис. 3.15.
Величину сближения упоров ?lф в результате деформации формы или рамы лучше всего определять по опыту, измерив расстояние между упорами до натяжения и после натяжения всей арматуры. Для предварительного определения величины ?lф, в случае отсутствия опытных данных, можно принять, что сближение упоров соответствует напряжениям в стали формы 700 кГ/см2, т. е.

Чтобы можно было предварительно задаться величиной технологического удлинения без вычислении, составлены графики (рис. 3.2 и 3.3), построенные но формуле

При построении графика (рис. 3.2) принято ?l0=?0/Ea iy, где Ea=2*10в6 кГсм2. Этот график предназначен для арматуры класса A-IV марки 80С и для термически упрочненной арматуры.
При построении графика (рис. 3.3) эффективное удлинение определялось с учетом пластических деформаций по формуле (3.13).


Если применяются инвентарные цанговые анкеры со смещением более 1 мм, то при пользовании указанными графиками следует к полученному значению технологического удлинения добавить смещение анкера минус 1 мм, учтенный в графиках.
После предварительного назначения величины ?l в соответствии с изложенной методикой необходимо провести пробное натяжение арматуры, заготовленной по этим данным, и измерить полученные при этом напряжения в остывшей арматуре при помощи описанных ниже приборов. Во время пробного натяжения следует замерять напряжения по возможности во всех арматурных элементах изделий. Если организуется производство относительно небольших изделий, например многопустотных настилов, в каждом из которых натягивается 2—4 арматурных элемента, то нужно сделать пробное натяжение на четырех формах или поддонах, замеряя усилия в каждом натянутом арматурном элементе. Если же предполагается изготовление крупных балок, то можно сделать два пробных натяжения с измерением напряжений в 6—7 элементах каждой балки.
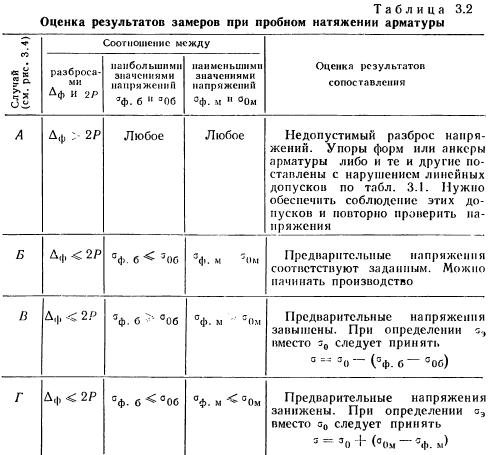
Для оценки результатов замеров пробных натяжений арматуры, а следовательно, и для оценки правильности назначенной величины ?l следует сравнить полученные фактические наибольшие напряжения ?ф.б с проектными ?0б=?0+Р, наименьшие напряжения ?ф.м с наименьшими проектными ?0м=?0-P и фактический разброс напряжений ?ф=?ф.б-?ф.м с допустимым разбросом напряжений (допуском ) 2Р.
В зависимости от результатов сопоставления этих величин можно определить причины недопустимых отклонений, если они есть, и наметить пути их устранения (табл. 3.2).
Рассмотренные возможные случаи при сопоставлении результатов пробных замеров с проектными данными графически представлены на рис. 3.4, на котором жирными линиями показаны области фактических значений напряжений в натянутой арматуре.

Обеспечение и контроль точности величины начальных предварительных напряжений. Требуемое технологическое удлинение ?l должно обеспечиваться в процессе производства так, чтобы не были превышены предельные допустимые отклонения, приведенные в табл. 3.1. Это в первую очередь обеспечивается соблюдением размеров ly и lз в пределах установленных для них предельных отклонений вlу; нly; вlз и нlз, приведенных в той же таблице для разных случаев замеров и способов обеспечения величин lу и lз.
Для соблюдения размера lз при устройстве технологических анкеров применяют жесткие шаблоны и кондукторы. То же относится и к размеру lу.
На заводах железобетонных изделий элементы напрягаемой арматуры заготовляют обычно обезличенно — не для какой-либо определенной силовой формы, а для любой из форм, находящихся в работе. Поэтому, чтобы обеспечить необходимую точность натяжения арматуры, нужно провести нормализацию упоров форм, заключающуюся в приведении расстояний между упорами форм одного назначения к одному размеру. При этом пользуются одним жестким шаблоном и, если расстояние между упорами окажется больше требуемого, срезают лишнюю толщину (обычно счищают карборундом), а если меньше, то прикрепляют к упорам снаружи выравнивающие пластины.
Причиной погрешности величины начальных предварительных напряжений может явиться большое начальное искривление арматуры перед устройством анкеров. Расстояние lз окажется больше, чем требуется, и начальные предварительные напряжения будут ниже допустимого минимума. He следует устраивать анкеры на арматурных стержнях, имеющих выгиб перпендикулярно оси больше 1:200 волны искривления. Необходимо систематически контролировать точность натяжения арматуры путем проверки размеров ly, lз и ?l и непосредственного контроля усилий натяжения. При этом следует принять определенную систему и режим контроля применительно к конкретным условиям предприятия.
В качестве примера приведем следующий режим.
Контроль размера ly проводится в начале производства и затем после 6—8 циклов изготовления предварительно напряженных железобетонных конструкций, а впоследствии один раз в 2—3 месяца. При длине изделия до 12 м размер ly проверяют единым жестким шаблоном, предназначенным для контроля как размера ly, так и размера lз. При длине больше 12 м можно пользоваться стальной лептой или рулеткой.
Кондукторы, по которым устраивают технологические анкеры па арматуре, нужно проверять каждые 7—10 дней. Размер lз контролируют на двух-трех одинаковых стержнях каждую смену. Для этого у места заготовки должен находиться контрольный шаблон. Каждую смену нужно непосредственно контролировать величины технологического удлинения, уложив холодный арматурный элемент в упоры шаблона.
При всех указанных проверках осматривают поверхности упоров, и обнаруженные дефекты устраняют.
Контроль усилий натяжения N0 или начальных предварительных напряжений ?0 в натянутой арматуре производится вначале при организации производства для уточнения величины задаваемого технологического удлинения и при изготовлении первых нескольких изделий по возможности во всех арматурных элементах. В дальнейшем такой контроль должен производиться систематически выборочно в трех-четырех арматурных элементах каждую смену. При контроле натяжения следует обращать внимание на то, чтобы натягиваемая арматура ко времени измерений полностью остыла.
Для крупных конструкций число контролируемых арматурных элементов нужно увеличить. При большой номенклатуре изготовляемых предварительно напряженных железобетонных конструкций объем контроля должен быть таким, чтобы в каждой партии были проверены напряжения не менее чем в 10 арматурных элементах. Объем партии изделий принимается по техническим условиям, но не больше 100 шт. для конструкций третьей категории трещиностойкости и не более 20 шт. для второй и первой категории, а также для конструкций длиной 12 м и более.
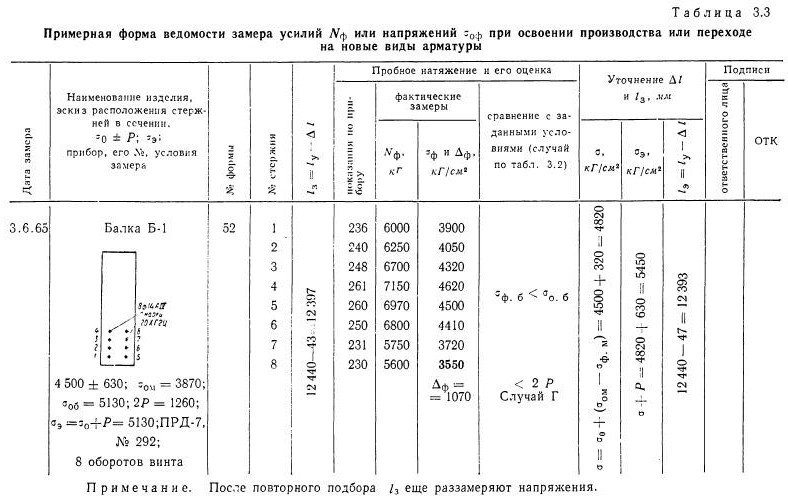
По операциям обеспечения и контроля величины начальных предварительных напряжений рекомендуется вести записи. Примерная форма ведомости для замеров усилий или напряжений ?оф при освоении производства приведена в табл. 3.3.
Контроль натяжения производится при помощи специальных приборов.
Ряд приборов основан на том, что чем сильнее натянута арматура, тем меньше она отклоняется в сторону от оси при приложении одного и того же усилия или тем большее нужно приложить усилие для смещения натянутой арматуры на одну и ту же величину. К таким приборам относится пружинный динамометр ВНИИЖелезобетона (ПРД) и различные проволочные динамометры.
При работе с ПРД (рис. 3.5) оттягивают натянутый стержень в середине его длины так, чтобы суммарная величина оттяжки и перемещения пружины прибора была определенной, заранее заданной. Замеряя деформации прибора при помощи индикатора часового типа, определяют величину оттяжки у арматуры как разность между заданной полной оттяжкой и укорочением пружины прибора упр. Замеренной величине оттяжки пружины соответствует определенное усилие оттяжки х, зная которое можно найти усилие натяжения арматуры.
Чтобы измерить усилие натяжения арматуры, прибор ПРД ставят «лапами» на дно формы и подхватывают арматуру крюком, находящимся в нижней части подвижного штыря. Поворачивая винт при помощи расположенной сверху рукоятки, вначале слегка оттягивают крюк, выбирая слабину, чему соответствует перемещение стрелки индикатора на 5 делений. Затем делают заданное количество оборотов ходового винта (обычно 5 или 8).

Если усилия в арматуре определяются по расчетной формуле, то точность прибора составляет ±5%. Если же протарировать прибор и усилия определять по графику или таблице тарировки, то точность прибора повышается до ±2%. Прибор ПРД весит 3 кг. Производство таких приборов организовано на опытном заводе ВHИИЖелезобетона.
На принципе зависимости поперечной оттяжки от усилия натяжения стержневой арматуры основан прибор ПН-1 (рис. 3.6). Прибор представляет собой раму на трех ножках, на которой закреплены две опорные призмы. На призмы опирается рычаг с отношением плеч 1:10,5. На одном конце рычага повешен крюк на дужке, а на другом находится груз, обеспечивающий постоянное усилие поперечной оттяжки арматуры в 13 кГ. Между передними двумя ножками, ближе к одной из них, прикреплен индикатор часового типа с ценой деления 0,01 мм, измеряющий величину оттяжки арматуры. Точность работы прибора зависит от его тарировки. Для тарировки устанавливают груз на рычаге путем уравновешивания его грузом 13 кг, который подвешивают к крюку, захватывающему арматуру. Когда груз закреплен в правильном положении, прибор ставят посредине длины эталонного арматурного стержня и захватывают стержень крюком. После этого начинают натягивать стержень, создавая в нем определенные растягивающие напряжения (усилия) и замеряя их каким-либо силоизмерителем, например динамометром или манометром домкрата или пресса. Так повторяют 10 раз, после чего строят тарировочный график по средним значениям показаний по каждому уровню усилия натяжения.
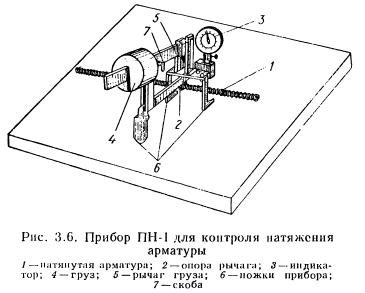
Для определения усилий в натянутой арматуре прибор ставят на форму в середине длины стержня так, чтобы на индикаторе появился отсчет в несколько делений. После этого стрелка индикатора ставится в нулевое положение. Когда прибор готов к работе, подводят под арматуру крюк-захват и плавно опускают рычаг с грузом. По показаниям индикатора определяют усилие или напряжение натянутой арматуры, пользуясь тарировочным графиком или тарировочной таблицей.
Прибор ПН-1 весит около 3 кг, он предназначен для контроля величины натяжения в арматуре диаметром от 8 до 20 мм.
Другая группа приборов основана на том, что с изменением усилия натяжения арматуры изменяется частота ее собственных колебаний. Следовательно, работа этих приборов сводится к замеру частоты собственных колебаний натянутой арматуры.

Наиболее простым из приборов этой группы является «резонансный индикатор напряжения» научно-исследовательского института строительных материалов БССР (рис. 3.7). Прибор основан на явлении резонанса механических колебаний, он имеет небольшие размеры. К скобам основания прибора прикреплены балочки из упругого немагнитного материала, например из нихромовой ленты сечением 0,1x2,5 мм. Длина лепестка-балочки 50 мм. На конце каждой балочки имеется небольшой груз от 16 до 60 мг, создающийся отгибанием концов лепестков или напайкой олова.
Так как все балочки на приборе имеют разные грузы, то каждая балочка имеет свой, отличный от других период собственных колебаний. Если прибор с лепестками прикрепить к арматуре и сообщить ей поперечные колебания, то вследствие резонанса начнет резко колебаться тот лепесток, период собственных колебаний которого равен периоду собственных колебаний арматурного стержня. Таким образом, период собственных колебаний арматуры можно определить, посмотрев, какой лепесток резонирует.
Для стержневой арматуры класса A-IV следует предусмотреть диапазон напряжений, например от 3000 до 5600 кГ/см2 с градацией через 200 кГ/см2. В этом случае понадобится 14 лепестков.
Нижние скобы прибора снабжены установочным винтом для закрепления прибора на арматуре.
Для измерения усилия натяжения на арматурный стержень вблизи его середины прикрепляют прибор лепестками вверх. Легким отдергиванием или ударом сообщают арматуре поперечные колебания. Резонирующий светлый лепесток хорошо виден на темпом фоне. Усилие пли напряжение в арматурном стержне определяют по тарировочной таблице в зависимости от номера резонирующего лепестка.
Несколько приборов основаны на измерении частоты собственных колебаний натянутой арматуры при помощи электроиндукционных датчиков. Наиболее совершенным из них является «измеритель натяжения арматуры», сокращенно ИНА-3.
Известно, что если ряд импульсов, имеющих одинаковую форму и амплитуду, последовательно подавать на гальванометр, то сила тока в цепи гальванометра будет прямо пропорциональна частоте следования импульсов. Датчик прибора, представляющий собой магнит, подносят к свободно колеблющейся натянутой арматуре на расстояние 5—10 мм. Колебание арматуры создается путем легкого удара по ней или резким оттягиванием и отпусканием. Стержень, колеблясь, пересекает магнитное поле и возбуждает электродвижущую силу в катушках датчика.
Прибор содержит два каскада: усилитель напряжения, увеличивающий амплитуду синусоидального колебания, подаваемого на вход прибора, и ограничитель сигнала, преобразующий синусоидальный сигнал и импульсный, заряжающий конденсатор. При этом сила тока в цепи гальванометра пропорциональна частоте следования импульсов. Поэтому обычно гальванометр градуируют на частоту собственных колебаний арматуры.
Для повышения точности показаний прибора полный диапазон измеряемых частот 3—500 гц можно разделить па пять диапазонов: 3—25, 25—50, 50—100, 100—250 и 250—500 гц. Весит прибор 2 кг, питание автономное от батареи карманного фонаря.
Прибор ИНА-3 создан бывшим Уральским филиалом Академии строительства и архитектуры России.
Очень важным вопросом при измерении периода собственных колебаний арматуры является правильное установление связи между напряжениями в натянутой арматуре и се периодом собственных колебаний. Возможность теоретической оценки этой связи осложняется тем, что закрепление натянутого стержня нельзя отнести ни к полному защемлению, ни к шарнирному креплению.
При жестком защемлении концов стержня

и при шарнирном креплении

Для стального стержня круглого или периодического профиля с диаметром d мм и напряжением ? кГ/см2 эти формулы приобретают вид:
при жестком защемлении концов стержня

и при шарнирном креплении

По формулам (3.16) и (3.17) построена номограмма для определения напряжений по собственной частоте поперечных колебаний, приведенная на рис. 3.8.
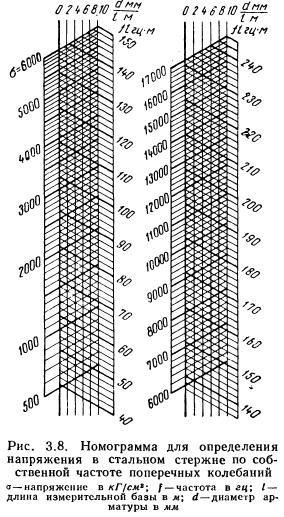
Чтобы можно было учесть фактические условия закрепления натянутой арматуры в упорах, в формулу (3.16) введен безразмерный коэффициент К, из которой при K=0 получается формула (3.17).
Единая формула имеет вид

Коэффициент К для определения практических условий закрепления можно вычислить. Для этого нужно измерить частоты f1 и f2 при двух разных базах соответственно l1 и l2 и при одинаковом напряжении натянутой арматуры. Подставляя значения f1, f2, l1 и l2 в формулу (3.18), получаем два уравнения для ? и К, из которых

Номограмма (рис. 3.8) составлена для E = 2,1*10в6 кГ/см2. Однако ею можно пользоваться и при несколько иных значениях модуля, так как изменение модуля упругости до 15% принятой величины приводит к отклонению величины определяемого напряжения до 1% при ??3000 кГ/см2 и Кd/l?1 мм/м. Пользование номограммой в диапазоне от 1000 до 15 000 к Г/см2 обеспечивает точность результатов при измерениях прибором ИНА-3 порядка ±5%. Точность может быть повышена при тарировке прибора в реальных условиях производства.
При пользовании прибором ИНА-3 нельзя допускать соприкосновения арматуры с другими предметами.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!