Заготовка напрягаемой арматуры
Конструкция арматурных элементов. Арматурным элементом мы называем арматурный стержень или соединенные между собой несколько стержней с установленными на них технологическими и конструктивными анкерами. Применяются арматурные элементы различной конструкции в зависимости от типов анкеров, их размещения по длине стержня и от количества стержней в арматурном элементе.
В отличие от анкеров конструктивных (АК), устраиваемых иногда на арматуре для улучшения ее анкеровки в бетоне, анкеры для временного закрепления напрягаемой арматуры в упорах будем называть анкерами технологическими (AT). На рис. 3.9 показаны примеры возможного размещения технологических и конструктивных анкеров на арматуре. Наибольшее распространение получили арматурные элементы с концевыми технологическими анкерами для закрепления на упорах, находящихся вне габаритов изделия (рис. 3.9, а и б) , или на внутренних упорах (рис. 3.9, в). Технологические анкеры могут располагаться не на концах стержней, а на некотором удалении от них, что имеет место при внутренних упорах и натяжении арматуры на части ее длины (рис. 3.9 г). Возможны также различные сочетания технологических анкеров с конструктивными (рис. 3,9, б, д и ё).

На производстве находят применение различные типы технологических анкеров напрягаемой арматуры (рис. 3.10 и 3.11). Кроме того, анкеры можно разделить на анкеры одноразового использования и инвентарные, т. е. используемые многократно. Такая классификация является условной, так как в анкерах, относящихся к одноразовым, некоторые детали (шайбы, колодки и др.) иногда используются многократно.

Анкеры одноразового использования для стержневой напрягаемой арматуры (рис. 3.10) делают в виде обжатых колец, высаженных головок, приваренных коротышей или приваренных петель.
Инвентарные анкеры (рис. 3.11) представляют собой цанговые или клиновые зажимы.
Для проволоки также используют разные типы анкеров (рис. 3.11,в): в виде высаженных плоских головок, упирающихся непосредственно в упоры силовой формы, высаженных плоских или грушевидных головок, упирающихся в упоры через колодки, или инвентарные цанговые анкеры НИИЖБ.
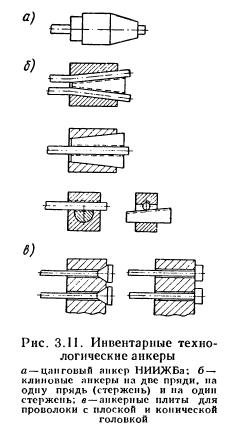
Прядевая арматура используется с одноразовыми анкерами в виде обжатой муфты, а также с инвентарными анкерами типа цангового зажима НИИЖБ или клинового на две пряди. Известны также случаи применения клиновых зажимов не на две пряди, а на одну или три.
На одном из Харьковских заводов ЖБИ при производстве панелей перекрытий в качестве технологических анкеров применяют инвентарные резьбовые захваты, вытачиваемые из круглого прутка диаметром 28—30 мм (рис. 3.12). Резьбовой захват представляет собой круглый штырь диаметром 19 мм с концевыми утолщениями. В одном утолщении нарезается внутренняя резьба, а другое утолщение делается в виде головки с поперечным отверстием диаметром 15 мм. На заготовках стержней напрягаемой арматуры с двух концов делается резьба длиной 12—15 мм. Затем на концы стержней навинчиваются по шаблону инвентарные захваты с обеспечением требуемого расстояния между опорными поверхностями захватов. Заготовки с инвентарными захватами нагревают обычным образом и укладывают в упоры формы. При натяжении арматуры во время ее остывания опорные поверхности захватов упираются в упоры формы. При этом со стороны резьбы каждый захват входит в бетон примерно на 10 мм.

Передача предварительных напряжений на бетон, после приобретения им достаточной прочности, производится путем свинчивания захватов с арматуры, для чего используют штырь с рукояткой, вставляемый в поперечное отверстие головки захвата. Арматура не обрезается и выступает из габаритов конструкции на 4—5 мм.
При изготовлении в одной форме панелей разных размеров используют инвентарные захваты разной длины.
Рациональным является анкер в виде обжатого кольца (рис. 3.10, а).
В табл 3.4 приводятся рекомендуемые размеры колец для анкеров в зависимости от диаметра и класса напрягаемой арматуры. Табличные значения получены по формуле H=Cd+2. Коэффициент С принимается равным 0,7 для стали класса A-IV; 0,85 для Aт-V; 1,0 для Aт-VI и 1,2 для Aт-VII.
В зависимости от величины начального предварительного напряжения арматуры, материала кольца и других местных условий размеры колец могут отличаться от приведенных в таблице.

Технологические анкеры стержневой арматуры в виде высаженных головок применяют без шайб, с плоскими черными товарными шайбами или с конической шайбой (рис. 3.10, б). Наибольшее распространение получили высаженные головки с топкими товарными шайбами. Внутренний диаметр шайбы принимается на 3—4 мм больше номинального диаметра арматурного стержня, а ее наружный диаметр равен 2,5 d. Ширина выступа головок должна быть не меньше 0,4 d с предельными отклонениями ±2 мм.
Обжатые кольца и высаженные головки должны быть перпендикулярны оси арматуры; допустим перекос не более 0,5 мм.
Анкеры в виде приваренных коротышей (рис. 3.10, в) выполняются путем приварки к заготовке напрягаемой арматуры коротких отрезков круглой, периодического профиля или полосовой стали.
Площадь поперечного сечения привариваемых коротышей определяется расчетом из условия работы торцов коротышей на смятие, когда арматурный стержень натянут и упирается коротышами в упоры.
При расчете коротышей на смятие учитывается наибольшее возможное начальное предварительное напряжение арматуры ?об=?0+P. При этом должно соблюдаться условие

В табл. 3.5 приводятся требуемые диаметры коротышей в зависимости от класса стали, из которой сделаны коротыши, и от диаметра напрягаемой арматуры класса A-IV, принимая ?об=Rнн=6000 кГ/см2.

Длина привариваемых коротышей для анкеров определяется из условия работы сварных швов на срез. Если приваривать каждый из двух коротышей к арматурному стержню одним швом, то длина сварного шва lп определяется из условия

откуда минимальная длина шва

Для ручной сварки, т. е. при ? = 0,7,

Учитывая временный характер работы технологических анкеров, принимаем полный провар сварного шва по всей его длине, т. е. lш=lк, и не прибавляем 10мм длины шва по п. 7.2СНиП II-B.3-62.
Для наиболее распространенного случая одного напрягаемого стержня класса A-IV с двумя привариваемыми коротышами из круглой стали, принимая ?об=Rнн=6000 кГ/см2, можно определить длину коротышей из разных классов стали.

В табл. 3.6 приведены расчетные значения относительной длины коротышей lк:d=lш:d.

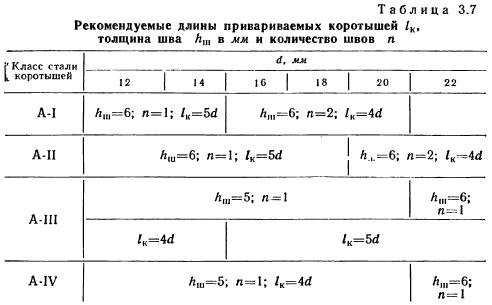
На основании данных табл. 3.6 в табл. 3.7 приведены рекомендуемые длины коротышей в зависимости от их материала для разных диаметров напрягаемой арматуры класса А-IV. В большинстве случаев рекомендуется приварка каждого коротыша одним швом, а при коротышах из стали класса A-I для арматуры диаметром 16 мм и более и из стали класса A-II для d=20 мм и более — двумя швами.
Во избежание местных перенапряжений коротышей и упоров нужно заготовлять и приваривать коротыши так, чтобы их торцы были ровными и перпендикулярными оси арматурного стержня. Перекос опорной поверхности коротышей по отношению к оси стержня не должен превышать 0,5 мм.
Приваренные петли, образующие петлевой анкер, выполняются из стальной полосы класса A-I, которой вначале придается требуемая форма. Затем электродной сваркой петля приваривается к арматурному стержню (рис. 3.10, г). Сечение полосы для привариваемых петель подбирается из условия работы ее при натяжении арматуры. При этом можно допустить, что при наибольшем возможном натяжении арматуры в материале петли достигается предел текучести.
Длина сварного шва для анкера из приваренной петли определяется так же, как и для привариваемых коротышей.
Изготовление арматурных напрягаемых элементов. Изготовление напрягаемых арматурных элементов для предварительно напряженных железобетонных конструкций является массовой операцией, которую следует по возможности механизировать. Кроме того, все применяющиеся технологические приемы должны обеспечивать точность размера lз, гарантирующую получение предварительных напряжений в пределах допустимых отклонений.
Анкеры типа «обжатое кольцо» устраиваются путем свободного надевания кольца на арматурный стержень и последующего обжатия кольца в поперечном направлении с удельным давлением на площадь его проекции, примерно в 2 раза превышающим временное сопротивление материала кольца растяжению. Это давление составляет от 80 до 120 кГ/мм2.
Кольца можно обжимать на различных механизмах типа прессов, создающих необходимое давление. Для обжатия колец используют гидравлические прессы и молоты, гидравлические ножницы и другие известные механизмы или пневматические опрессовочные машины, созданные специально для этой цели. Наиболее производительной является опрессовочная машина MO (рис. 3.13), выпускаемая опытным заводом ВНИИЖелезобетона в Москве.
Для обжатия колец требуется значительное усилие — до 150 Т, в то же время нужно, чтобы опрессовочная машина обладала высокой производительностью и надежностью в работе. Высокая производительность и надежность достигаются использованием сжатого воздуха. При этом для опрессовки кольца и возврата губок в первоначальное положение требуется всего 5—6 сек машинного времени.
Обычно пневматические цилиндры создают сравнительно небольшие усилия и поэтому для получения требуемого давления в опрессовочных машинах MO применена рычажная система, увеличивающая усилие, создаваемое пневматическим цилиндром, в 8—12 раз.
На рис. 3.13, б показан общий вид опрессовочной машины МО-3. Ось цилиндра расположена под некоторым углом к горизонту для удобства укладки колец и арматуры. В прессующих губках машины предусмотрено углубление для установки кольца.
При раскрытом положении губок в них укладывают арматуру с надетым на нее кольцом так, чтобы кольцо располагалось в углублении нижней съемной губки. Затем нажимают пусковую кнопку, в результате чего открывается вентиль и в пневматический цилиндр попадает сжатый воздух. При этом шток выходит из цилиндра и, перемещая рычаги, прижимает губки к кольцу, опрессовывая его на арматуре. По окончании опрессовки подача сжатого воздуха под поршни прекращается, и воздух поступает в противоположную часть цилиндра, перемещая поршень в обратном направлении. При этом опрессовочные губки раскрываются, и арматуру с обжатым кольцом, т. е. с готовым анкером, можно вынуть из машины. Машинное время от нажатия пусковой кнопки до раскрытия губок составляет 5—6 сек.

Обычно установка для устройства анкеров типа обжатого кольца состоит из двух опрессовочных машин с тем, чтобы одновременно создавать два анкера. Одну из машин монтируют неподвижно, а другую так, чтобы можно было ее перемещать. Это позволяет устанавливать и закреплять две машины так, что расстояние между ними соответствует требуемой длине арматурной заготовки.
Между опрессовочными машинами расположен стеллаж для арматуры и возле каждой машины ящик с кольцами (рис. 3.13, в). Установку обслуживают двое рабочих, по одному у каждой опрессовочной машины.
Полное время на устройство двух анкеров составляет 16—20 сек. Производительность установки из двух машин — около 1000 стержней (2 тыс. анкеров) в смену. Стоимость опрессовочной машины примерно 1500 руб.
Устройство анкерных высаженных головок. Анкеры в виде головок получаются путем горячей высадки после электроразогрева конца стержня. Арматурный стержень укладывают в зажимные губки и надевают на его выступающий конец товарную шайбу. Затем включают высадочный механизм. При этом вначале срабатывает пневматический цилиндр, зажимающий стержень в поперечных губках, и подводится высаживающий пуансон. Сразу после окончания сжатия губок включается ток, и конец стержня нагревается до 850—950°С, затем ток выключается и пневматический цилиндр высаживающего пуансона надавливает на конец стержня с его торца и совершает определенный путь, образуя высаженную головку. Губки и пуансон раздвигаются, возвращаясь в исходное положение. На современных машинах для высадки анкерных головок все эти операции выполняются в автоматическом цикле от одного нажатия кнопки и продолжаются 5—6 сек.
Обычно установка для высадки анкерных головок состоит из двух высадочных машин, одну из которых крепят к фундаменту неподвижно, а другую ставят на направляющие таким образом, чтобы ее можно было перемещать винтом и закреплять после перемещения, установив, таким образом, расстояние между машинами в зависимости от заданной lз. Между двумя высадочными машинами располагается рама, поддерживающая стержень и не допускающая его провисания при устройстве анкеров. Сзади размещают стеллаж для стержней, подготовленных к высадке головок.
Стержни с высаженными головками кладут в контейнер или вагонетку для отправки к посту зарядки форм напрягаемой арматурой. Возле каждой машины в удобном для оператора месте размещается ящик с шайбами. В таких спаренных установках, т. е. при одновременной высадке головок с двух сторон стержня, длина lз равна расстоянию между краями зажимных губок двух машин. Этот размер проверяется при установке машин при помощи жесткого шаблона, который используется также для периодических контрольных проверок.
В случае отсутствия двух машин и относительно небольшой потребности в напрягаемой арматуре можно использовать установку с одной высадочной машиной. На раме со стороны, противоположной машине, устраивают вилочный упор для ранее высаженной головки. Недостатком таких установок является необходимость переворачивания стержней на 180° после высадки головки с одной стороны. Рекомендуется после высадки головок с одной стороны 50—100 стержней сразу перевернуть краном весь пакет, уложить его на стеллаж и приступить к высадке головок с другой стороны.
В качестве примера рассмотрим установку для высадки анкерных головок, изготовленную и эксплуатируемую на московском заводе ЖБИ № 4 (рис. 3.14). В установку включены две высадочные машины. Каждая машина смонтирована на сварной станине, внутри которой установлен трансформатор мощностью 75 или 100 ква с переключением ступеней. Сверху на сварной станине расположены контактные зажимы и пуансон. Контактный зажим состоит из двух губок: неподвижной, к которой подключен один конец шинопровода от трансформатора, и подвижной, которая прижимает арматурный стержень к неподвижной губке. Прижим подвижной губки осуществляется пневматическим цилиндром диаметром 150 мм через рычаг.

Медный пуансон предназначен для прогрева конца стержня и высадки головки. К нему подключен второй конец шинопровода от трансформатора. Пуансон перемещается также пневматическим цилиндром диаметром 150 мм.
При одновременной высадке головок с двух сторон установку обслуживают двое рабочих, которые за смену устраивают анкеры на 800—1000 стержней длиной до 6 м.
Для получения головки правильной формы нужно, чтобы конец стержня, выступающий за грань зажимных губок, не был слишком длинным или слишком коротким. При слишком длинном конце горячий стержень при движении пуансона теряет устойчивость и головка получается резко смещенной относительно оси стержня. При слишком коротком конце головка получается недостаточных размеров и с трещинами. Обычно удовлетворительной является длина выступающего конца стержня 2,5 d ± 5 мм.
К плохому качеству анкерных головок может привести резко косой срез стержня, так как при этом во время высадки головка может перекоситься. Поэтому не допускается перекос торца стержня больше 5 мм.
Анкера из зажимов НИИЖБ. Наиболее употребительными из инвентарных технологических анкеров являются цанговые зажимы конструкции НИИЖБ.
Ранее известные и применявшиеся зажимы (ЦНИЛ-3, НИИСтройнефть и др.) основаны были на схеме, состоящей из обточенных по контуру зажимных губок, расположенных в коническом отверстии корпуса зажима. При натяжении арматуры губки смещаются относительно корпуса, и поэтому контакт между губками и корпусом происходит по поверхностям разной кривизны. Это приводит к очень большим напряжениям, поломке губок и раскалыванию корпуса.
В конструкции зажима НИИЖБ сделана попытка избежать этих недостатков. Губки с цилиндрическими опорными поверхностями, а не с коническими, перемещаются в наклонных цилиндрических каналах корпуса. При взаимных перемещениях губок и корпуса условия контакта не меняются (рис. 3.15).
Зажим состоит из трех зажимных губок, корпуса, хвостовика, пружины толкателя и шайбы. Зажимные губки выполняются в виде клина с цилиндрической опорной поверхностью и зубчатой зажимной плоскостью.
Цилиндрический корпус зажима имеет четыре цилиндрических отверстия. Три наклонных отверстия расположены по окружности на одинаковых расстояниях друг от друга, в четвертом, центральном отверстии проходит напрягаемая арматура. Центральное и наклонные отверстия в поперечном сечении пересекаются. Это создает условия для зажима арматурного стержня между губками. Когда губки смещаются в сторону напрягаемой арматуры (вперед), они сближаются, а при перемещении в обратном направлении расходятся. Кроме того, благодаря пружине, захват арматуры осуществляется без ее смещения. На корпус инвентарного зажима НИИЖБ навинчивается хвостовик, в котором размещается толкатель. Толкатель фиксирует губки в рабочем положении и используется для оттягивания губок при необходимости освобождения арматуры от зажима.
Для закрепления арматурного стержня зажим упирают губками в торец арматуры и продвигают вперед на нее. Губки при этом подаются назад и расходятся, а пружина сжимается, и арматура зажимается между зубчатыми плоскостями трех губок. По мере натяжения арматуры ее заклинивание в зажиме непрерывно возрастает.
Толкатель, размещенный в хвостовике, имеет сквозное отверстие, через которое арматура при необходимости проходит сквозь зажим, или же заканчивается пуговкой. Чтобы снять зажим с арматуры, пуговку оттягивают. Если применяют зажим без пуговки, то его освобождают от арматуры при помощи кольцевой трехпальцевой втулки.
Зажимы для стержневой арматуры выпускают двух размеров: для стержней диаметром от 10 до 18 мм и от 16 до 25 мм. Каждый размер выполняется в виде двух моделей — четвертой и шестой, соответственно с толкателем со сквозным отверстием или с пуговкой.
Для выяснения условий защемления натягиваемой арматуры в зажиме были проведены испытания по схеме, показанной на рис. 3.15, б.
Так как при натяжении арматуры электротермическим методом, т. е. при ее остывании, корпус зажима упирается в упор формы или стенда, то смещение губок относительно корпуса равносильно увеличению длины заготовки lз и соответственному уменьшению удлинения ?l=lу-lз, что может привести к недостаточным предварительным напряжениям. Поэтому в случае применения зажимов НИИЖБ при назначении lз следует учитывать указанное смещение и добавлять к величине технологического удлинения величину подвижки в зажимах.
На рис. 3.15, в показана полученная из опытов зависимость смещения губок с арматурой относительно корпуса зажима от напряжений в арматуре периодического профиля диаметром 14 и 18 мм.
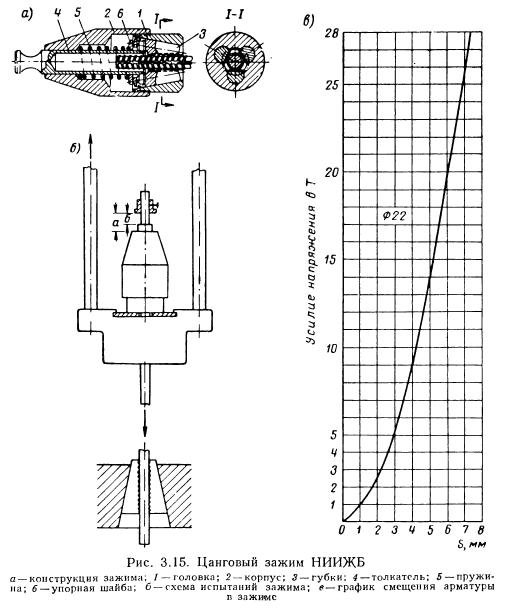
При наиболее употребительных величинах контролируемых напряжений в арматуре ?0=4000/6000 кГ/см2 смещения губок относительно корпуса составляют 4—6 мм, а с двух сторон стержня 8—12 мм, т. е. существенную величину, учет которой обязателен. При этом, естественно, возникает вопрос, является ли смещение губок по графику рис. 3.15, в устойчивой величиной или оно на практике сильно колеблется.
В описанных выше опытах этот вопрос был исследован, и по опубликованным данным смещение губок является устойчивой величиной, мало изменяющейся при разных натяжениях и разных экземплярах зажимов. Отклонение величины смещения губок от полученных из рекомендуемой кривой в 70% случаев не превысило 0,15 мм и в редких случаях достигло 1 мм.
К преимуществам инвентарного зажима НИИЖБ относится простота его установки и снятия с арматуры. При этом отпадает необходимость в специальных установках и механизмах для устройства одноразовых технологических анкеров. Тем не менее инвентарные зажимы НИИЖБ применяют мало. Объясняется это, в частности, сравнительно большими габаритами зажимов, что затрудняет или исключает их применение при густом расположении арматуры в балках, стропильных фермах и в других сильно армированных конструкциях.
Технологические анкеры на арматуре необходимо систематически испытывать, используя для этого разрывные машины для металла. К верхним губкам разрывной машины прикрепляют приспособление в виде серьги, в которую вставляют концы испытываемого стержня с анкером. Нижний конец стержня захватывается губками машины, как обычно при испытании образцов арматуры на растяжение.
Усилие, разрушающее анкер, Pа.р должно превышать наибольшее возможное натяжение арматуры не менее чем на 15%, т. е. должно соблюдаться условие
Pа.p?1,15?обFa.
Контрольную испытательную нагрузку Pа.р устанавливают к каждом случае но данным рабочих чертежей, принимая ?об=?0+Р.
Сравнение разных типов технологических анкеров. При организации производства предварительно напряженных железобетонных конструкций с электротермическим натяжением арматуры в каждом случае выбирают тип технологического анкера с учетом местных условий.
Анкеры в виде приваренных коротышей можно быстро освоить. Для этого нужны ножницы, токарный станок и оборудование для электродной электросварки, имеющееся на всех заводах. Поэтому в первый период внедрения электротермического метода натяжения широко применяли приваренные коротыши. В настоящее время их применяют обычно при относительно небольших сериях железобетонных изделий и для напрягаемой арматуры длинных конструкций, в которых стоимость анкера имеет меньшее значение, чем в относительно коротких.
Еще реже применяют анкеры из приваренных нетель. Появление этих анкеров было в свое время вызвано использованием на заводах с конвейерной технологией поддонов со штыревыми упорами, предназначенными ранее для намотки на них напрягаемой проволочной арматуры. Петлевые приваренные анкеры относительно дороги.
Наибольшее распространение получили технологические анкеры в виде высаженных головок, в частности с товарной шайбой. В последнее время их начали вытеснять анкеры из обжатых колец.
При массовом производстве и при дешевых шайбах анкеры из высаженных головок экономичны в основном благодаря высокой механизации их изготовления. Эти анкеры занимают мало места и их можно применять при внешних и при внутренних концевых упорах. Недостатком высаженных головок является возможность ослабления арматуры вследствие высокой температуры высадки.
Обжатые кольца являются «молодыми» анкерами, они появились значительно позднее других. Основным их преимуществом является отсутствие горячих процессов, благодаря чему арматура вблизи анкеров не ослабляется. Анкеры в виде обжатых колец могут быть концевыми и промежуточными, технологическими и конструктивными.
Иногда сравнивают различные варианты конструкций или технологических приемов по расходу основного материала, например металла, или по трудоемкости. Такое сравнение не позволяет сделать правильный выбор анкера, так как не отражает всего комплекса затрат.
Для правильного сравнения стоимости разных видов технологических анкеров, используемых при электротермическом натяжении, следует составлять калькуляцию себестоимости, в которой найдет отражение весь комплекс затрат, включающий заработную плату, стоимость материалов, электроэнергии, содержание и эксплуатацию оборудования и т. д.
В целях сравнения различных типов анкеров стержневой арматуры ВНИИЖелезобетоном в 1966 и 1967 гг. были обследованы пять заводов сборного железобетона в Москве и один завод в Ленинграде. На московских заводах №3 и № 5 и на ленинградском заводе им. 40-летия Ленинского комсомола изготовляют анкеры из опрессованных колец, на заводе №8 и в одном из цехов завода № 5 — в виде высаженных головок с тонкими шайбами, на заводе № 6 используют анкеры в виде приваренных петель, а на заводе № 18 — приваренные коротыши. На всех перечисленных предприятиях применяется стержневая арматура класса A-1V, напрягаемая электротермическим методом.
В расчетах себестоимости принята следующая методика определения расходов.
Стоимость материалов для анкера определялась по их фактическому расходу с учетом влияния типа анкера на отходы арматуры.
В расходы по содержанию и эксплуатации оборудования входят материалы, заработная плата рабочих и оплата услуг по содержанию оборудования, текущий ремонт оборудования, расходы по содержанию и эксплуатации транспорта и амортизация оборудования. Амортизация определялась прямым расчетом, а остальные расходы, на основании анализа расходов ряда арматурных цехов, принимались равными 200% амортизации. Расходы по содержанию и эксплуатации оборудования определяли по формуле

где О — расходы по содержанию и эксплуатации оборудования;
Ц — стоимость оборудования;
А — коэффициент ежегодных отчислений на амортизацию, величина которого зависит от количества смен в сутки;
Д — количество рабочих диен в году;
? — коэффициент суточного использования оборудования для данной работы;
П — суточная производительность.
В цеховые расходы входят содержание цехового персонала, содержание зданий и сооружений, расходы по охране труда, а также амортизация зданий и сооружений.
Анализ фактических данных за 1965 г. по ряду предприятий показывает, что содержание цехового персонала и расходы по охране труда пропорциональны основной заработной плате и составляют соответственно 13,4 и 8,2% ее, а содержание и текущий ремонт зданий и сооружений пропорциональны их амортизации, составляя соответственно 12,5 и 6,4% ее. Поэтому цеховые расходы можно определить путем прямого расчета стоимости производственной площади, пользуясь формулой (с округлением)
Ц = 0,22 P + 1,19А,
где P — заработная плата на единицу продукции;
А = 3660*0,032/282П Fп = 0,415 Fп/П коп. на единицу продукции;
Fп — производственная площадь в м2.
Стоимость 1 м2 производственной площади принята 36 р. 60 к.
Результаты экономических расчетов себестоимости анкеров по обследованным заводам приведены в табл. 3.8.
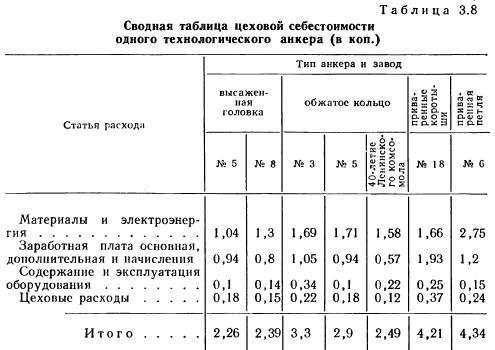
Самыми дешевыми на обследованных заводах являются анкеры в виде высаженных головок, они обходятся по 2,26 коп. за штуку. Близки к ним по стоимости (2,49 коп.) анкеры из обжатых колец на Ленинградском заводе, где кольца изготовляют на автомате для производства гаек.
Колебания в стоимости анкеров одного типа на разных заводах объясняются степенью использования оборудования (в одну, две или три смены). Для анкеров типа «обжатое кольцо» существенное различие в их стоимости вызвано также способом изготовления колец, стоимость которых включена в расходы по статье «материалы и электроэнергия».
Наиболее экономичным в конечном итоге следует признать анкер «обжатое кольцо», так как несколько большая его стоимость по сравнению с высаженной головкой с избытком компенсируется полным отсутствием случаев обрыва арматуры или анкера при натяжении.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!