Конструирование предварительно напряженных железобетонных конструкций
При проектировании предварительно напряженных железобетонных конструкций, кроме обеспечения требуемой прочности, жесткости и долговечности, следует учитывать технологию их производства для получения минимальной трудоемкости изготовления, минимального веса и стоимости форм и другого оборудования. Кроме того, конструирование должно способствовать получению изделий высокого качества.
От проектирования в большой степени зависит экономичность железобетонных конструкций, причем на экономичность влияет не только расход материалов, но также затраты на оборудование, трудоемкость изготовления, использование производственных площадей и другие факторы. Во многих случаях удается усовершенствовать, механизировать и автоматизировать технологические процессы только при условии изменения конструкции или коренной ее переработки.
Если расход бетона и металла является основным показателем проекта железобетонных изделий, то соответствие их условиям изготовления, как правило, не учитывается. Это приводит к большой трудоемкости изготовления конструкций и, часто, к необходимости изменения ее в процессе производственного освоения.
К сожалению, в литературе, как правило, не уделяется внимания технологичности железобетонных конструкций и работы, в которых отражаются условия производства, являются исключением. Специальные труды, посвященные технологичности железобетонных сборных деталей, выполнены только в самое последнее время.
Для промышленности железобетона технологичность конструкций играет не меньшую роль, чем, например, для машиностроения, где ей уделяется большое внимание. Очертание конструкции влияет на металлоемкость и стоимость форм и другого оборудования, на точность получаемых размеров изделия и на технологичность арматуры. От конструкции арматуры зависит использование оборудования, трудоемкость ее изготовления, длительность технологического цикла, а следовательно, и себестоимость продукции.
Особые требования к конструкции предварительно напряженных железобетонных изделий предъявляются при электротермическом натяжении арматуры. Нужно обеспечить возможность укладки нагретой арматуры в упоры и последующую или предшествующую укладку ненапрягаемой арматуры. Размещение напрягаемой арматуры должно соответствовать расположению и конструкции упоров силовых форм и т. д.
Очертание конструкций и их габариты. Одним из основных условий промышленного производства, в том числе производства железобетона, является выпуск однотипной продукции, при котором возможно наиболее полное использование оборудования. В частности, для разных марок железобетонных конструкций одного типа следует стремиться к возможности изготовления наибольшего количества разных марок в одних формах.
Приведем пример набора типовых стропильных форм, включающий фермы для семи нагрузок — от ФС-18-1 до ФС-18-7 для пролета 18 м и одиннадцати марок от ФС-24-1 до ФС-24-11 для ферм пролетом 24 м.
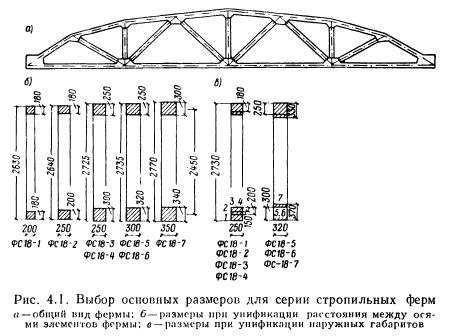
Семи маркам фермы ФС, различающимся по нагрузкам, соответствует пять типоразмеров с разной высотой фермы, шириной поясов, высотами поясов и размерами сечений решетки. Каждой марке ферм отвечает определенное армирование. Одиннадцать марок фермы ФС имеют шесть типоразмеров. Основные размеры ферм приведены на рис. 4.1. Все пять типоразмеров ферм пролетом 18 м имеют разную высоту — от 2630 до 2770 мм. Вызвано это тем, что при проектировании серии ферм был принят один осевой размер в середине пролета — 2460 мм. Это при разных высотах поясов привело к разным габаритам ферм.
Как было показано ранее, один из бортов силовой формы целесообразно выполнять неподвижным, а противоположный — из откидных частей. На заводах, где окажется необходимым изготовлять фермы разных марок, понадобятся разные формы, часть которых значительное время не будет использована.
Представляется целесообразным принять для всей серии ферм одного пролета одинаковую полную высоту, например для ферм ФС-18 принять H = 2730 мм, вместо пяти разных высот, а для ФС-24 принять H = 3280 мм. Верхние и нижние пояса могут быть приняты шириной 250 и 320 мм и разной высоты в зависимости от нагрузки. Это даст возможность использовать одинаковые силовые поддоны форм с неподвижными бортами для марок ферм ФС-18 от 1 до 4 и от 5 до 7 и для марок ферм ФС-24 от 1 до 7 и от 8 до 11.
Изменение размеров поясов достигается использованием сменных вкладышей формы. Если учесть, что форма для фермы весит от 10 до 14 т, а вес вкладышей составляет только 15—16% веса формы, то станет ясным, какое большое значение имеет правильно спроектированный набор типовых конструкций для производства.
Унификация внешних размеров стропильных ферм улучшит их увязку с другими частями зданий. Она будет способствовать и унификации арматуры в фермах разных марок.
Основой индустриализации строительства является высокая степень заводской готовности сборных деталей, т. е. выполнение наибольшего объема работ на заводе и наименьшего на строительной площадке. В качестве примера можно привести производство предварительно напряженных стропильных ферм пролетом 24 м. Несмотря на наличие соответствующего транспортного и монтажного оборудования для изготовления, перевозки и монтажа цельных ферм, в ряде случаев изготовляют полуфермы длиной 12 м (рис. 4.2) с последующей укрупнительной сборкой на месте монтажа, заключающейся в устройстве сварных стыков верхнего и нижнего поясов фермы и их замоноличивании бетоном с его твердением до монтажа. Ho сравнению с цельными фермами применение половин приводит к перерасходу до 150 кг металла для каждой фермы, к дополнительной затрате труда на строительстве. Кроме того, на заводе потребность в производственной площади увеличивается на 10—15%.

Интересен пример укрупнения плит перекрытий. В течение ряда лет для перекрытий пулевых циклов жилых домов в Москве применяли предварительно напряженные ребристые плиты НРУ-59-8 и НРУ-59-12 шириной 0,8 и 1,2 м при длине 5,86 м. Объем бетона в таких плитах по сравнению с многопустотными панелями па 20— 25% меньше и обходятся плиты дешевле на 15—18%.
После полной амортизации парка стальных форм были спроектированы новые плиты аналогичного назначения и аналогичной конструкции, но шириной 1,6 и 2 м, что было увязано с расположением плит в перекрытиях и с оборудованием завода. В результате указанного укрупнения плит только в Москве ежегодно количество выпускаемых и монтируемых плит НРУ снизилось с 75,7 до 46,6 тыс. шт., т. е. более чем на 29 тыс. монтажных единиц, или на 38,5%. Длина швов, подлежащих заделке, сократилась на 166 км, а количество раствора, укладываемого в швы на строительстве, снизилось на 1280 м3 в год. При переходе па производство более широких плит производительность технологических линий увеличилась больше чем на 30%.
Большим достижением является переход на плиты покрытий для промышленных зданий шириной 3 м вместо 1,5 м и длиной 12 м вместо 6 м.
Иногда изготовляют конструкции не сразу в один прием, а в несколько, что обычно закладывается еще на стадии проектирования. Двух- и трехстадийная технология в большинстве случаев приводит к большей трудоемкости, чем одностадийная, и к худшему использованию производственных площадей, поэтому при проектировании предварительно напряженных железобетонных изделий следует предпочитать конструкции, изготовляемые за одни прием.
Например, неудачным является изготовление стропильных ферм с закладной решеткой и заранее изготовленным предварительно напряженным нижним поясом. Использование закладной решетки и элементов верхнего пояса приводит к необходимости предварительного изготовления линейных элементов с арматурой, выступающей из торцов, что усложняет технологию.
При добетонировании и омоноличивании узлов фермы требуется такая же производственная площадь и такое же время, как при изготовлении фермы целиком за один прием без предварительного изготовления отдельных ее частей. В то же время качество во втором случае получается более высоким благодаря отсутствию сопряжения бетонов разных возрастов.
Учитывая преимущества одностадийной технологии, не следует делать фермы или балки из отдельных частей по длине с последующим их объединением на заводе или на строительной площадке путем протаскивания напрягаемой арматуры в каналы, ее натяжения и инъецирования каналов.
Учет технологии имеет особое значение при конструировании изделий, намечаемых к изготовлению на действующем предприятии.
При проектировании новых общественных зданий повышенной этажности в Москве нужно было увеличить толщину защитного слоя бетона в многопустотных панелях и учесть несколько большую нагрузку по сравнению с изготовляемыми в массовом масштабе многопустотными панелями для жилых домов. Потребность в новых настилах относительно невелика, и не требует полной загрузки технологической линии. Предполагалось в течение некоторого времени выпускать эти панели на одной из технологических линий специализированного завода, а затем вернуться к производству обычных панелей.
Учитывая эти обстоятельства, нужно было при конструировании новых панелей сохранить неизменными расстояния между пустотообразователями и высоту их над виброплощадкой. Тогда переналадка оборудования сведется к отключению одних и установке других пуансонов в месте их шарнирного крепления к лебедке. Однако настилы были спроектированы без учета производственных условий и хотя рабочие чертежи отвечали требованиям норм, они оказались непригодными в силу их нетехнологичности.
При проектировании нужно добиваться возможно более простого очертания изделия по фасаду и в поперечном сечении, не допуская необоснованных усложнений.
В балках нужно избегать устройства вертикальных ребер (рис. 4.3, а) в стенке, так как для них требуются арматурные каркасы и сложные борта формы. В большинстве случаев стенка устойчива и без вертикальных ребер. Для того чтобы получить арматуру и формы простой конструкции не рекомендуется также конструировать верхнюю полку балки переменной толщины по длине. В ребристых плитах относительно небольшой ширины лучше не делать промежуточных поперечных ребер (рис. 4.3, б), что упрощает форму и арматуру, снижая трудоемкость изготовления. Часто целесообразно даже несколько утолстить плиту, но отказаться от поперечных ребер.

В типовых плитах покрытий 3х6 м промышленных зданий крайние поперечные ребра выше промежуточных. При одинаковой высоте всех поперечных ребер конструкция становится более технологичной, так как уменьшается количество типов сварных арматурных каркасов (рис. 4.3, в).
Сложное очертание узлов стропильных ферм, имеющее по фасаду вид трапеции, вызывает сложное армирование с большим числом разных типов арматурных заготовок. В то же время можно сделать узлы прямоугольными по фасаду и армировать их простыми сварными арматурными изделиями (рис. 4.3, г).
Естественно, что простота очертаний конструкции не должна приводить к снижению се качества, к перерасходу материалов, вызывающему удорожание, превышающее экономию от упрощения технологии.
Специфической особенностью предварительно напряженного железобетона является его укорочение при передаче предварительных напряжений на бетон. Если есть препятствия укорочению бетона, то в нем возникают неучтенные дополнительные напряжения и часто появляются трещины.
Одной из причин, создающих препятствия свободным деформациям конструкции при передаче предварительных напряжений на бетон, являются поперечные ребра в плитах и панелях (рис. 4.4). Усилие предварительного напряжения, сжимая бетон, прижимает поперечные ребра конструкции к соответствующим выступам формы. Так как предварительно напряженная арматура находится в продольных ребрах, то часто появляются трещины между продольными и поперечными ребрами плиты. Во избежание появления таких трещин при проектировании предварительно напряженной конструкции должны быть предусмотрены достаточно пологие уклоны поверхности поперечных ребер, обращенные в сторону форм. При пологих уклонах передача предварительных напряжений на бетон не приводит к появлению трещин и даже способствует нарушению сцепления бетона изделий с формой, т. е. создаются условия для «самораспалубливания».
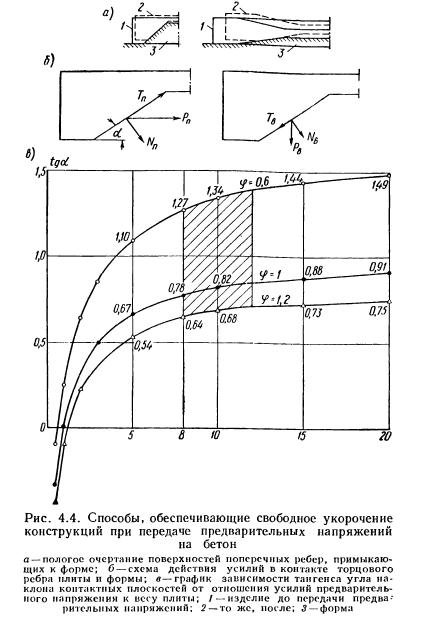
На выбор уклона внутренней поверхности поперечных ребер влияет много факторов, в том числе малоизученных (сцепление бетона с формой, величина предварительного напряжения, вес конструкции и пр.). Тем не менее путем анализа основных усилий, действующих по контактным поверхностям поперечных ребер изделия и выступа формы, можно определить примерную величину угла наклона, при которой будет происходить беспрепятственная деформация бетона при передаче предварительных напряжений.
Горизонтальное усилие предварительного напряжения Pп, передаваемое на бетон, разложим на нормальную составляющую к внутренней грани ребра Nп и касательную Tп. Усилие Nп прижимает изделие к форме, препятствуя распалубливанию, а усилие Tп стремится оторвать изделие от формы, т. е. способствует распалубливанию.
На выступ формы, образующий внутреннюю грань поперечного ребра, действует также часть веса железобетонного изделия, которую обозначим Pв, направленная вертикально вниз. Разложим это усилие на те же два направления: перпендикулярно внутренней грани ребра Nв и параллельно Тв. Обе эти составляющие препятствуют распалубливанию — первая прижимает изделие к форме, а вторая стремится сдвинуть его вниз.
Для отрыва изделия от формы при передаче предварительных напряжений нужно, чтобы разность между касательными составляющими усилий предварительного напряжения и веса изделия была больше суммы нормальных составляющих от усилий предварительного напряжения и веса изделия, умноженных на условный коэффициент трения ? между контактными поверхностями.
При обозначениях, указанных на рис. 4.4,б, это условие, которое мы назвали «условием самораспалубливания», может быть выражено следующим образом:

Обозначим через а угол наклона стенки формы к направлению предварительного напряжения, получим из (4.1):
На рис. 4.4,в приведен график зависимости tg? от ? для ?, равного 0,6; 1,0 и 1,2.
Величина ? не может быть принята с большой степенью точности, так как она отражает не только коэффициент трения, но также влияние сцепления между бетоном изделия и сталью формы, величина которого колеблется в больших пределах в зависимости от состояния поверхности формы, качества смазки, условий твердения бетона и т. д. He может быть также достаточно точно задано отношение ?=Pп:Pв. Тем не менее полученная зависимость (4.2) позволяет установить практические пределы целесообразного угла наклона внутренней грани поперечного ребра.
Коэффициент трения ? не бывает меньше 0,6, так как он равен этой величине при трении бетона по стали без сцепления, и не бывает больше 1,0. Поэтому мы с некоторым запасом рассматриваем область 0,6???1,2.
Что касается отношения Pп:Рв, то оно обычно составляет 8—10. Для указанных границ ?=0,6/1,2 и ?=8/10 из графика рис. 4.4 следует, что tg?=0,5/2,1. Хорошие результаты дает угол 45°, т. е. при tg?=1.
При сравнительно низких ребрах, например в плитах и панелях общей высотой 220 мм, указанное ограничение уклона поперечных ребер не приводит к существенному перерасходу бетона. Если же проектируемая конструкция имеет высокие ребра, то уклон 45° может явиться причиной недопустимого утяжеления изделий, как, например, в панелях покрытий длиной 12 м. В этих случаях целесообразно принять более крутой уклон поперечного ребра при условии, что при разработке конструкции форм будут приняты меры, исключающие сопротивление формы укорочению конструкции. Достигается это устройством специальных компенсаторов.
Все сказанное относительно поперечных ребер плит и панелей сохраняет значение и для перехода от утолщенной части двутавровых балок у опор к более тонкой стенке. Эти переходные участки также нужно делать пологими, если есть препятствия свободному укорочению бетона при передаче предварительных напряжений. При двух откидных бортах силовой формы можно делать и более крутые переходные участки, так как во время передачи предварительных напряжений на бетон эти участки уже освобождены от формы.
Появление трещин при передаче предварительных напряжений и освобождении изделия из формы может вызывать также концентрация напряжений в местах резкого изменения направления сопрягаемых поверхностей конструкции и в углах отверстий. Поэтому при конструировании железобетонных изделий следует по возможности избегать таких резких переходов. В стропильных фермах узлы должны быть скруглены или скошены, без острых и прямых углов между примыкающими элементами (рис. 4.5). По этим же причинам нужно делать плавные переходы от поперечных ребер к продольным и от ребер к плите. Отверстия в стенках балок лучше делать с закруглениями в углах.

Следует иметь в виду, что плавные переходы иногда усложняют конструкцию формы и поэтому к ним следует прибегать лишь в случае действительной необходимости. Закругления и фаски, образующие плавные переходы, лучше делать небольшими, чтобы не потребовалось специальной наклонной арматуры.
Напрягаемая арматура. Арматура, напрягаемая электротермическим методом, может иметь различное очертание, которое выбирается так, чтобы получить наиболее экономичную железобетонную конструкцию. Виды напрягаемой рабочей арматуры показаны на рис. 4.6.
Наибольшее распространение получила арматура, напрягаемая по всей своей длине, проходящая через всю конструкцию и закрепляемая при натяжении на упорах, расположенных вне изделия (рис. 4.6,а). В изгибаемых конструкциях, а их большинство, такая рабочая арматура приводит к избыточной несущей способности участков с относительно небольшими изгибающими моментами, что обычно наблюдается вблизи опор. Кроме того, при этом получаются значительные отходы стали в виде отрезков арматуры за пределами изделия. Отсутствие отгибов рабочей арматуры приводит к большому расходу стали на поперечную арматуру. Доведение напрягаемой арматуры до торцов предварительно напряженной железобетонной конструкции создает опасность раскалывания бетона на торцах и часто требует дополнительного местного армирования, предотвращающего раскалывание торцов.

Можно применить различные приемы конструирования напрягаемой арматуры, исключающие эти недостатки и позволяющие получить более экономичные конструкции. Сюда относятся: а) натяжение арматуры па внутренние упоры; б) напряжение арматуры не по всей ее длине, т. е. с оставлением ненапрягаемых участков, имеющих сцепление с бетоном; в) отгибание напрягаемой арматуры с непапрягаемыми участками и г) размещение арматуры в соответствии с эпюрой изгибающих моментов, т. е. не по всей длине конструкции.
При натяжении арматуры домкратами применение перечисленных конструктивно-технологических приемов затруднительно, при электротермическом натяжении арматуры их осуществление не встречает серьезных затруднений.
Применение внутренних упоров, расположенных в непосредственной близости от торца предварительно напряженной железобетонной конструкции (рис. 4.6,б), исключает отходы арматурной стали. При этом создаются и определенные технологические преимущества, так как отпадает необходимость в торцовых диафрагмах, снабженных прорезями для пропуска напрягаемой арматуры, и в перерезании напрягаемой арматуры при передаче предварительных напряжений на бетон.
Внутренние упоры, расположенные вблизи торцов конструкции, успешно применяют при производстве многопустотных настилов, плоских плит и других конструкций, описанных ранее. В этих изделиях внутренние упоры размещены так, что небольшие выемки, образующиеся в местах размещения упоров, оказываются на опорах и их не нужно заделывать.
Может оказаться целесообразным разместить внутренний упор на некотором расстоянии от торца конструкции с тем, чтобы часть арматуры между упором и торцом не натягивать (рис. 4.6,в). Тогда при передаче предварительных напряжений на бетон напрягаемый участок арматуры стремясь укоротиться, частично вовлечет в предварительное напряжение и часть арматуры, которая не была натянута, так как она также имеет сцепление с бетоном. Передача предварительных напряжений осуществляется более плавно, чем в случае отсутствия ненапрягаемого участка. Отсутствие предварительных напряжений вблизи торцов конструкции исключает опасность раскалывания бетона.
В ряде случаев, например, когда отдельные балки при монтаже объединяются в неразрезную конструкцию, предварительные напряжения бетона возле опоры в нижней части балки вообще нецелесообразны, так как эта зона сжимается внешними нагрузками. Здесь также рационально напрягать арматуру не по всей ее длине.
Используя внутренние упоры, можно часть напрягаемой рабочей арматуры не доводить до торцов, а располагать в соответствии с эпюрой изгибающих моментов (рис. 4.6, г). При таком армировании на участках, где заканчивается напрягаемая арматура возникают местные напряжения, могущие вызвать трещины в бетоне, вследствие чего рекомендуется дополнительное армирование, этих мест ненапрягаемой арматурой. Этого можно избежать, если арматура, располагаемая по эпюре моментов, будет иметь ненапрягаемые концевые участки (рис. 4.6, д).
Значительного улучшения конструкции можно достичь при устройстве отогнутых участков рабочей арматуры. На рис. 4.6, е показана схема отогнутой арматуры при внешних упорах и внутренних огибаемых штырях, а на рис. 4.6, ж — то же, но с внутренними упорами. При конструировании такой арматуры не нужно придавать косым ее участкам большие уклоны, так как это приводит к технологическим затруднениям. Уклоны должны быть сравнительно пологими 1:2—1:4.
Отгибаемую арматуру также можно выполнить напрягаемой по всей ее длине или с ненапрягаемыми участками. На рис. 4,6, з показан ненапрягаемый участок на отогнутой части арматуры, а на рис. 4.6, ж — полностью ненапрягаемый косой участок.
При электротермическом натяжении арматура, остывая, приобретает заданное очертание. Во избежание значительных местных напряжений радиус закругления стержневой арматуры в месте перегиба не должен быть меньше 15 d.
Возможно устройство напрягаемой арматуры, являющейся частью сварного арматурного каркаса (рис. 4.6, к).
На рис. 4.6 показаны отдельные напрягаемые арматурные элементы, которые при проектировании предварительно напряженных железобетонных конструкций применяются в определенном сочетании. Примеры использования разных видов напрягаемых элементов имеются далее.
В последние годы находят применение не только отдельные, но и спаренные стержни, т. е. расположенные вплотную один к другому (рис. 4.7). В ряде случаев такое расположение удобно, в особенности для арматуры класса A-1V, которая выпускается сравнительно небольших диаметров, обычно до 22 мм. При диаметрах до 20—22 мм спаренные стержни периодического профиля по условиям работы в бетоне не уступают отдельным стержням, площадь которых равна двум спаренным.
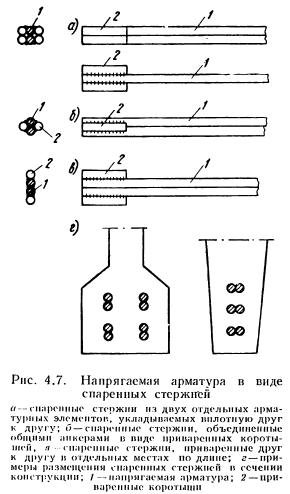
В расчете два спаренных стержня учитывают как один стержень с суммарной площадью поперечного сечения и с суммарным периметром.
Спаренные арматурные элементы могут выполняться в виде двух самостоятельных стержней, каждый из которых снабжен технологическими анкерами (рис. 4.7, а) или из двух стержней, объединенных общими анкерами в виде коротышей (рис. 4.7,б и в). Примеры размещения спаренных стержней в сечении железобетонной конструкции показаны на рис. 4.7, г.
Расстояния между напрягаемыми элементами зависят от расположения прорезей упоров, от наличия и размеров ребер упоров и от размеров технологических анкеров.
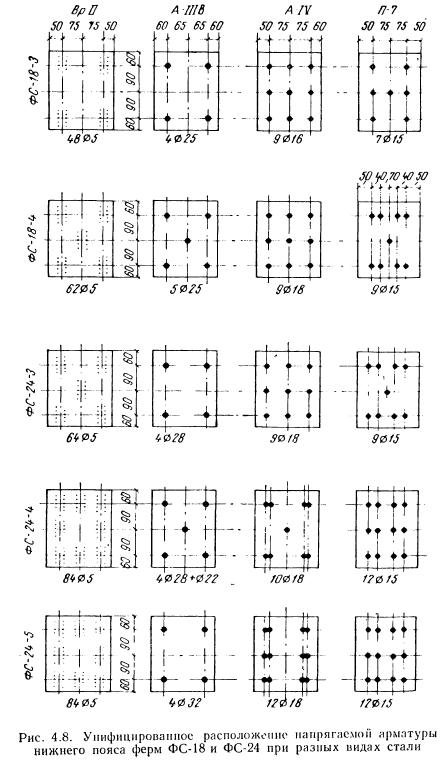
При проектировании серии однотипных конструкций часто принимают одинаковые габариты изделий, а изделия различных марок в зависимости от величины нагрузки отличаются только армированием. В этих случаях желательно, чтобы можно было для разных марок конструкций одной серии использовать одинаковые силовые формы с одинаковыми упорами. Поэтому для всех изделий серии следует принимать одинаковые расстояния между напрягаемыми арматурными элементами в направлении, соответствующем направлению прорезей в упорах, изменяя только количество элементов. Для использования одинаковых упоров диаметры арматурных стержней не должны различаться больше чем па 2 мм. Если такое решение не удается получить достаточно экономичным, то можно в виде исключения допустить два типа упоров, учитывая их съемное крепление к силовым формам. Это относится также к случаям проектирования конструкции одной марки с разными вариантами диаметров напрягаемой арматуры.
Особое внимание к размещению арматуры должно быть уделено при проектировании серии конструкций с арматурной сталью разных видов: стержнями, высокопрочной проволокой или прядями. При этом возможны разные методы натяжения арматуры; нужно размещать арматуру так, чтобы оси арматурных элементов имели одинаковую привязку в сечении. Это позволит для различных арматурных элементов использовать одинаковые натяжные болты. На рис. 4.8 показан пример размещения напрягаемой арматуры в случае использования универсальных силовых форм. Арматурный элемент представляет собой 2 ? 16AIV, 1 ? 25АIIIв, 14 ? 4 Bp-II или 2 ? 15 П.
При конструировании предварительно напряженных железобетонных изделий нужно предусматривать меры, препятствующие раскалыванию бетона в торцах при передаче предварительных напряжений. Одной из действенных мер является установка проволочных спиралей на концах напрягаемой арматуры в непосредственной близости к торцам конструкции. Спирали делают из проволоки класса B-1 диаметром 3—4 мм с шагом 25—30 мм и внутренним диаметром спирали на 20—30 мм больше диаметра арматурного элемента. Спирали свободно надевают на арматурную заготовку перед устройством анкеров. Длина спирали обычно 300—400 мм.
При относительно небольшом количестве напрягаемой арматуры, чаще всего в плоских конструкциях типа плит и панелей, применяют охватывающие арматурные сварные сетки типа «корзинки».
Ненапрягаемая арматура. При проектировании ненапрягаемой арматуры следует избегать отдельных стержней и «шпилек» и стремиться к использованию сварных сеток и каркасов, так как укладка отдельных стержней весьма трудоемка и длительна. Сварные сетки и каркасы по расположению стержней должны отвечать параметрам сварочных машин. Желательно, чтобы шаг привариваемых стержней в каждом каркасе или сетке был постоянным, так как при переменном шаге приходится производить сварку на одноточечных машинах, значительно менее производительных, чем многоточечные автоматы и полуавтоматы.
Следует стремиться к унификации арматуры по диаметрам и маркам стали, т. е. применять минимальное количество разных марок и диаметров арматуры не только в одном изделии, но также в сериях изделий, и в конечном итоге в номенклатуре изделий, выпускаемых предприятием. Большое количество разных марок и диаметров стали вызывает затруднения в снабжении, что часто приводит к необходимости замены арматуры, предусмотренной в проекте, и к перерасходу металла. Анализ проектов показывает, что можно ограничиться 4—5 марками и диаметрами для сравнительно небольших или простых конструкций и 6—7 марками для крупных конструкций.
Машины для заготовки и сварки арматуры, обладающие высокой производительностью при непрерывной работе, требуют значительного времени для переналадки, вызванной переходом па новый тип арматурной заготовки или арматурного изделия. Поэтому нужно стремиться к минимальному количеству типов арматурных заготовок и изделий. С этой точки зрения сварной каркас для армирования стенки двускатной балки, у которого все вертикальные стержни каждой половины имеют разные длины, неудовлетворителен. Такой каркас допустим только при согласовании с заводом-изготовителем, если имеется возможность сварки цельного арматурного каркаса прямоугольной формы с последующей разрезкой на два каркаса, имеющих форму трапеции (рис. 4.9,в).

Если такое изготовление каркаса затруднительно, то можно рекомендовать при небольших уклонах верхней полки балки делать сварные каркасы с группами поперечных стержней одинаковой длины (рис. 4.9, а), а при крутых уклонах применять два прямоугольных каркаса, вместо одного трапецеидального (рис. 4.9, б).
Арматуру нужно конструировать так, чтобы минимум работ выполнялся непосредственно на форме. Следует по возможности укрупнять арматурные изделия, в частности, делать пространственные арматурные каркасы. Однако чрезмерное укрупнение арматуры может оказаться неэкономичным, например, если оно приводит к дополнительному расходу металла и требует значительных производственных площадей. Принятая степень укрупнения арматуры в каждом случае требует всестороннего анализа.
Большое значение имеет удобство укладки арматуры и ее последовательность. Известны случаи, когда арматура спроектирована настолько неудачно, что ее укладка в формы представляет серьезные трудности. Желательно, чтобы в чертежах сложных конструкций был указан порядок укладки напрягаемой и ненапрягаемой арматуры.
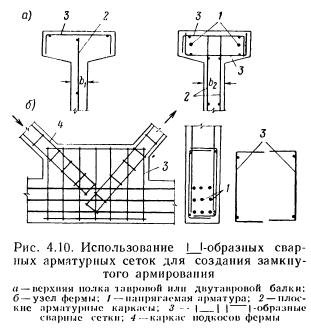
Ненапрягаемая арматура не должна мешать укладке нагретых напрягаемых арматурных элементов при электротермическом методе натяжения. В тех местах где требуется замкнутое армирование, применяют согнутые арматурные сварные сетки: внизу V-образные, устанавливаемые до укладки напрягаемой арматуры, и П-образные, вставляемые сверху после укладки и натяжения напрягаемой арматуры (рис. 4.10). Такое армирование целесообразно иногда и там, где нет напрягаемой арматуры, например в верхних узлах ферм.
Закладные детали, требующие точной фиксации в проектом положении, лучше не приваривать к арматуре, а крепить к форме фиксаторами.
Анкерные вертикальные стержни нижних опорных закладных деталей можно использовать для усиления опорных частей предварительно напряженных железобетонных конструкций. Для этой цели следует размещать их так, чтобы они охватывали напрягаемую арматуру. Если по нормам нужна дополнительная вертикальная арматура в опорной части конструкции, то целесообразно делать длинные анкеры нижней закладной детали, используя их как дополнительную арматуру.
В некоторых конструкциях применяют верхние закладные детали с большими пластинами. При виброуплотнении бетона под пластинами скопляется воздух и нет контакта между закладной деталью и бетоном под ней. Поэтому в больших пластинах верхних закладных деталей следует предусматривать отверстия для выхода воздуха при вибрировании бетонной смеси и для контроля качества бетонирования.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!