Заготовка фальцев ручным способом
Заготовка фальцев ручным способом производится на верстаке, к которому прикреплен уголок, брусок или швеллер; на них отгибаются борта листа на требуемую ширину.
Для изготовления одинарного лежачего фальца на листе кровельной стали чертилкой прочерчивается линия отгиба борта. После этого на верстаке при помощи киянки производятся следующие операции. Лист по черте разметки укладывается на край угольника верстака таким образом, чтобы линия загиба совпадала с ребром угольника, а отгибаемая часть листа находилась на весу (рис. 54, а — I). Свисающий край листа (кромка) при помощи киянки отгибается под прямым углом (рис. 54, а — II). После этого лист переворачивается на другую сторону, вверх кромкой (рис. 54, а — III), и кромка подгибается к листу (рис. 54, а —IV). Между кромкой и листом оставляется небольшой зазор (рис. 54, а — IV), в который вставляется обработанный точно так же край другого листа. Соединенные указанным способом края листов уплотняются при помощи киянки, после чего производится обжимка фальца.

Двойной лежачий фальц изготовляется сначала так же, как и одинарный (рис. 54, а — I. II, III и IV). Для второго перегиба лист кладется на угольник вниз загибом (рис. 54, б — I) и при помощи киянки сгибается под углом около 90° (рис. 54, 6 — II). Для окончания загиба лист переворачивается (рис. 54, б — III) и загиб подгибается, причем оставляется небольшой зазор (рис. 54, б — IV).
Таким же путем изготовляется фальц и на другом листе. Для соединения листов загнутые кромки вводятся с торца одна в другую, после чего уплотняются при помощи киянки.
Одинарный стоячий фальц изготовляется сначала так же, как и одинарный лежачий фальц. После этого для отгиба стоячего фальца лист кладется на угольник загибом вверх (рис. 55, а—I) и свешивающийся край отгибается киянкой вниз под прямым углом к плоскости листа. Вторая часть замка является одинарным бортом.
Уплотнение замка производится на угольнике кровельным молотком и киянкой (рис. 55, а — II).

Изготовление двойного стоячего фальца отличается от заготовки лежачего фальца только тем, что делается добавочный перегиб у большого фальца (рис. 55, б — I и II), а малый фальц выполняется одинарным с отбортовкой внутрь в сторону листа (рис. 55, б — III). Уплотнение замка производится так же, как и для одинарного стоячего фальца.
При изготовлении стальных воздуховодов круглого сечения в отдельных случаях для крупных диаметров применяются взамен одинарных более прочные двойные фальцы. Для этой цели жестянщик П.А. Лапшов предложил наиболее рациональный способ изготовления двойных фальцев. Последовательный порядок операций по выполнению двойного фальца по способу П.А. Лапшова показан на рис. 56.
Однако двойной фальц нельзя выполнить в качестве замыкающего шва в картине, которая закатана под трубу. Для выполнения прочного замыкающего шва П.А. Лапшов предложил полуторный фальц, который выполняется в следующем порядке (рис. 57). На одной кромке листа или картины а отгибается обыкновенный малый фальц, а на второй кромке б в последовательном порядке выполняются загибы 1, 2, 3, причем после загиба 3 образуется свободный язычок m. При выполнении четвертой операции обе кромки а и б соединяются, а замок обжимается киянкой. При пятой операции замок покрывается язычком m и производится окончательное обжатие фальца.
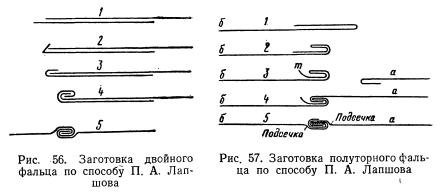
Полуторный фальц, предложенный П.А. Лапшовым в качестве замыкающего шва, обладает достаточной прочностью и не требует добавочного укрепления заклепками.
Заготовка угловых одинарных фальцев для воздуховодов прямоугольного сечения производится таким же способом, как и обычных одинарных фальцев и с той же шириной отгибаемых бортов. Для соединения углового фальца один лист с отогнутой стоячей кромкой кладется на край верстака, а на него надвигается второй лист с отогнутой лежачей кромкой (рис. 58, 1). После этого фальц уплотняется с помощью киянки и поддержки, затем заваливается на лист, лежащий на верстаке (рис. 58, 2), и выравнивается (рис. 58, 3).

Для устройства комбинированного углового фальца ширина отгибаемого борта у одного листа берется равной ширине фальца, а у второго — тройной ширины, а всего для углового фальца требуется припуск, равный четырехкратной ширине фальца.
Изготовление комбинированного углового фальца показано в последовательном порядке на рис. 59, 1—6.
Для ускорения и улучшения работы по изготовлению фальцев при массовых работах, кроме ручных приемов, применяются также различные приспособления и ручные машины. Для заготовки фальцев на прямых листах применяется загибочная машина (рис. 60). На ручной загибочной машине лист зажимается между щеками Л и Б с таким расчетом, чтобы линия перегиба совпадала с острым ребром линейки (рис. 60, б, I). Для того чтобы произвести загиб листа на заданном расстоянии от его края без предварительной разметки, пользуются помещенной между щеками подвижной направляющей рейкой Г. Эта рейка устанавливается при помощи двух винтов и определяет собой положение загибаемого листа. Впереди щеки Б устроена загибочная щека В, которая с обеих сторон соединена двумя рычагами для ее подъема. В первоначальном состоянии (до загиба) щека В показана на рис. 60, б, I.

На том же рисунке изображен вставленный лист, который после окончания загиба показан на рис. 60, б, II. Если требуется получить закругленный перегиб, остроугольная линейка заменяется овальной.
При работе на загибочной машине во избежание ее порчи не следует сжимать слишком плотно ее щеки, а также закладывать листы толщиной более 2 мм. Все движущиеся части машины следует регулярно смазывать минеральным маслом.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!