Станки для изготовления деталей вентиляционных воздуховодов
Для изготовления деталей вентиляционных воздуховодов применяются специальные станки, разработанные проектно-конструкторским бюро треста «Сантехмонтаж».
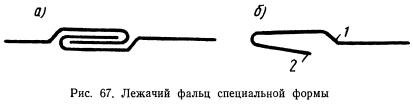
Фальцепрокатный станок ВМС-52 (рис. 66) предназначен для изготовления лежачих и угловых фальцев специальной формы при толщине кровельной стали до 0,8 мм. Лежачий фальц, применяемый при устройстве воздуховодов, показан на рис. 67, а. Для получения такого фальца необходимо, чтобы фальцы на кромках соединяемых листов были согнуты по форме, показанной на рис. 67, б. Угловой фальц (рис. 68, а) образуется в результате смыкания обыкновенного малого фальца 1 и фальца 2 специальной формы, показанного на рис. 68, б. Основными частями станка являются пять пар валов с десятью парами роликов. Валы опираются на подшипники, установленные в двух парах щек. Нижние щеки укреплены неподвижно на станине, а верхние могут передвигаться вверх и вниз в зависимости от толщины обрабатываемого листа. Для привода станка устанавливается электродвигатель мощностью 1,2 квт при 960 об/мин с клиноременной передачей. Валы с насаженными на них роликами имеют принудительное вращение, которое осуществляется системой зубчатых колес. Лежачий и угловой фальцы изготовляются последовательной прокаткой материала между роликами каждой из пяти их пар, вследствие чего кромка стального листа получает форму указанных фальцев. На рис. 69 показаны пять последовательных операций, которые выполняются для получения лежачего фальца, а на рис. 70 — для углового фальца.


На роликах, насаженных на консольные части валов, производится прокатка лежачего фальца, а на роликах, расположенных между щеками механизма, — углового фальца. При прокатке фальцев обрабатываемый материал должен всегда находиться справа от рабочего, а изменение направления вращения роликов производится переключением электродвигателя.
Для обеспечения легкого соединения между собой двух кромок листа фальцы раскрывают на определенную величину, для чего служат рассекатели особой формы (рис. 71). Рассекатель для лежачего фальца установлен на станке за роликами пятой пары. Рассекателем для углового фальца служит круглый тонкий диск, укрепленный на специальном кронштейне между пятой парой роликов.
Для прокатки листовой стали станок имеет стол, на котором расположены направляющие планки, обеспечивающие точный завод и выход обрабатываемой детали и получение требуемой ширины фальцев или кромки. Овальные продольные прорези, имеющиеся в планках, позволяют регулировать их относительно продольной оси станка. Рабочий механизм станка защищен кожухом. Все оси и валы станка имеют смазку.
Прокатываемый лист подается вращающимися роликами. Рабочий должен точно вести лист вдоль направляющих планок и поддерживать свешивающуюся часть листа. Для обеспечения прямолинейности прокатываемых фальцев листы должны быть обрезаны ровно.



Прокатка фальцев на станке ВМС-52 по сравнению с ручной работой производится почти бесшумно.
Необходимо указать на следующие преимущества лежачего и углового фальцев, изготовленных на фальцепрокатном станке ВМС-52.
Лежачий фальц, прокатываемый на станке (см. рис. 67), имеет отсечку 1, которая обеспечивает большую прочность соединения после закатки: отсечка всегда строго прямолинейна, независимо от формы края листа. Отогнутая часть фальца 2 может быть получена одинаковой ширины по всей длине листа, если этот лист будет иметь ровную кромку.
При ручной заготовке нельзя было достичь достаточно плотного соединения листов при помощи лежачего фальца, что вызывало необходимость применения двойного или полуторного фальца. Прокатка лежачего фальца на станке ВМС-52 и закатка фальца на фальцезакаточном станке обеспечивают значительную прочность соединения и позволяют отказаться от применения полуторного или двойного фальца.
Изготовление углового фальца на фальцепрокатном станке дает возможность широкого применения прямоугольных воздуховодов для вентиляции. Угловой фальц, прокатываемый на станке ВМС-52, может быть применен не только для деталей прямолинейной формы. Например, детали тройников и крестовин, которые должны иметь криволинейную форму, могут быть свальцованы на трехвалковой или семивалковой вальцовках без какого-либо повреждения фальцев.

Фальцепрокатный станок ВМС-55 (рис. 72) применяется для одновременной прокатки двух лежачих фальцев. По сравнению со станком ВМС-52 он имеет следующие основные отличия: с каждой стороны станка на концах консольных валов расположено шесть пар рабочих роликов; рабочие части верхних роликов по своей форме располагаются так, что верхние ролики с одной стороны станка соответствуют нижним роликам с другой стороны. Этим обеспечивается одновременная прокатка двух лежачих фальцев, повернутых один к другому на 180°, что необходимо для образования замка; стол станка устроен в виде корыта, что позволяет более удобно заводить в станок обрабатываемое звено воздуховода.
Звено 5, обработанное на станке ВМС-55, показано на рисунке 72.
Фальцезакаточный станок ВМС-61 (рис. 73) служит для закатки лежачего фальца на звеньях круглых воздуховодов диаметром от 150 до 900 мм при длине до 710 мм. Станок может быть применен также для закатки швов на листах кровельной стали при соединении их в картины по узкой стороне.

Станок имеет литую станину 13, которая четырьмя болтами крепится к верстаку. Сверху станины укреплена балка 3, внизу — круглый брус 14, а между ними помещена каретка А, которая передвигается лебедкой Б с помощью тросов. Натяжение троса регулируется болтом 1 посредством передвижения планки 2, имеющей ролик 4, через который перекинут трос.
Консольная часть круглого бруса опирается на откидную рукоятку 7, вращающуюся на болту 6. В рукоятке имеется квадратное отверстие, куда заводится конец бруса, имеющий форму усеченной пирамиды. Круглый брус имеет четыре паза 16 различной ширины и глубины, служащие для помещения в них выступающей части лежачего фальца. Каретка А имеет две щеки 5, два малых ролика 12, вращающихся на осях, укрепленных в щеках каретки, и один большой ролик 11, насаженный на эксцентриковую ось 19. На этой оси с одной стороны имеется квадратный конец для крепления рычага 20, а с другой — резьба для гайки и контргайки. При движении каретки два маленьких ролика катятся по балке, а большой ролик — на закатываемый фальц изделия, надетого на круглый брус. Регулирование степени уплотнения обрабатываемого фальца производится поворотом эксцентриковой оси при помощи рычага. Вследствие небольшого эксцентриситета оси (3 мм) и наличия трения между осью и щекой каретки рычаг не меняет своего положения во время закатки фальца. Лебедка Б имеет две обоймы 8, прикрепленных к балке, барабанчик 9 и рукоятку 18. Барабанчик помещается в полукруглом вырезе балки симметрично ее оси. Два отверстия, имеющиеся в барабанчике, служат для закрепления двух концов тросов. Два других конца тросов укрепляются к двум щекам каретки с противоположных сторон с перекидкой одного из тросов через ролик на натяжной планке. Передвижение каретки производится путем вращения рукоятки 18, что вызывает сматывание троса с одной половины барабанчика и наматывание другого конца троса на вторую половину. Перед закаткой фальца каретка ставится в крайнее положение в сторону станины. Затем закрепляется ограничитель 15 и откидывается рукоятка 7. На круглый брус надевается закатываемое звено воздуховода и устанавливается второй ограничитель 17, после чего откидная рукоятка закрывается и каретка А подается лебедкой Б вперед.
После того как большой ролик 11 каретки найдет на край воздуховода производится регулировка степени нажима этого ролика на изделие. Закатка шва для изделий из стали толщиной до 0,6 мм производится только за один ход при движении каретки вперед. При толщине стали от 0,6 до 0,8 мм закатку изделия следует производить за два хода при движении каретки вперед, а затем назад. При закатке швов на прямых листах для соединения их в картины по обеим сторонам станка для удобства работы устраивают верстаки. Их необходимо располагать на расстоянии около 400 мм от станка, чтобы установка верстаков не мешала при закатке фальцев на круглых воздуховодах.
Уплотнение швов на станке ВМС-61 производится без шума и не требует больших усилий от рабочего.
Фальце закаточный станок С-241 (рис. 74) служит для закатки продольного лежачего фальца на воздуховодах из стали толщиной до 1,5 мм и на плоских листах для соединения их в картины.

Станок имеет литую станину, в верхней части которой находятся хобот 5 и круглый брус 7. На концах хобота и бруса укреплены ролики 2 и 10. Нижний ролик, расположенный на брусе, вращается свободно, а верхний ролик — принудительно от электродвигателя 4, от которого передача движения к верхнему ролику производится при помощи четырех зубчатых колес. Верхний рабочий ролик укреплен на качающейся гитаре 9. Закатка продольных лежачих фальцев на звене воздуховода или на плоских листах производится в следующем порядке. На круглый брус надевается воздуховод с заготовленными фальцами, которые заводятся между роликами станка. После этого, вращением рукоятки 3 верхний ролик опускается и зажимает фальц воздуховода. При включении электродвигателя верхний ролик захватывает воздуховод и прокатывает фальц. Пуск и остановка станка производятся при помощи магнитного пускателя с двухкнопочным постом 8. Для поддержания звена воздуховода на конце круглого бруса укреплена штанга 1. Если прокатывается длинное звено, то при прокатке оно упирается в рычаг конечного выключателя 6 и электродвигатель автоматически выключается. При прокатке коротких деталей электродвигатель выключается нажатием кнопки.
Таким же образом производится закатка фальцев при соединении плоских листов в картины.
Если прокатываемое изделие имеет длину свыше 750 мм, то оно поворачивается и заводится в станок другой стороной для закатки второй половины шва.

Загибочный станок ВМС-51 (рис. 75) предназначен для отгиба кромок на кровельной стали и изготовления планок, применяемых при бесфланцевом соединении прямоугольных воздуховодов.
Станок имеет следующие основные части: две стойки I с боковинами II, на которых смонтирован весь станок, опорную балку III, расположенную между нижними частями боковин, подвижную прижимную балку IV, фартук для загиба листа V, два рычага для подъема прижимной балки VI, два эксцентриковых зажима VII и трубчатый стол VIII для укладки загибаемого листа.
Опорная балка изготовлена из швеллера и имеет узкую верхнюю полку для опоры загибаемого листа, что позволяет при изготовлении планок производить фигурные загибы. Прижимная балка выполнена из швеллера I, к которому в нижней части прикреплен нож 2, а сбоку приварен уголок жесткости 3.
Рукоятки для подъема нажимной балки прочно укреплены на концах вала 4, что обеспечивает одновременный поворот обеих рукояток при нажиме на одну из них и равномерный подъем балки. На круглых стержнях рукояток укреплены грузы 5. Фартук подвешен между боковинами на специальных эксцентриковых опорах и снабжен рукояткой 6.
Трубчатый стол станка состоит из двух поперечин 7, по которым могут передвигаться продольные трубки 8 и уголок 9.
Загиб кромок на листовой стали производится в следующем порядке. На трубчатый стол станка укладывается лист стали, затем поворотом рукоятки поднимается вверх прижимная балка и удерживается в этом положении с помощью грузов. После этого лист выдвигается вперед до совпадения линии перегиба с краем ножа и опускается прижимная балка. Загиб листа производится поворотом фартука при одновременном нажиме на рукоятку с грузом.
При загибе длинных листов пользуются эксцентриковыми зажимами. При малом эксцентриситете усилие, действующее на прижимную балку, получается достаточным для зажима листа.
Узкая опорная балка этого станка позволяет производить на ней перегиб углов воздуховодов прямоугольного сечения.

Зигмашина ВМС-71 с поворотным корпусом (рис. 76) применяется для выполнения следующих операций: 1) прокатки валиков жесткости, 2) отгиба бортов на звеньях круглого сечения, 4) резания кровельной стали, 5) отгиба бортов под прямым углом на деталях криволинейной формы, 6) образования гофра (волнообразных складок) на звеньях круглого сечения, применяемого для их соединения, взамен фланцев, 7) крепления планочных соединений, применяемых для воздуховодов прямоугольного сечения.
Три последних операции (5, 6 и 7) являются новыми и не могут быть выполнены на зигмашинах прежней конструкции. Эти операции выполняются с помощью роликов, имеющихся в машине.
Зигмашина ВМС-71 имеет кронштейн, который можно быстро привернуть к верстаку. Кронштейн в своей верхней части заканчивается втулкой со стопорным болтом. Внизу корпуса машины расположен соответствующий цилиндрический выступ, который входит во втулку кронштейна. Это дает возможность поворачивать машину под любым углом в горизонтальной плоскости.
Отгибание бортов на деталях криволинейной формы производится на зигмашине с помощью съемного приспособления.
На зигмашине ВМС-71 можно обрабатывать листовую сталь толщиною до 0,7 мм.
Трехсторонняя зигмашина ВМС-72 (рис. 77) служит для изготовления отводов круглого сечения и выполнения всех операций, производимых обычными и приводными зигмашинами.

Корпус зигмашины имеет два длинных хобота 1 и один короткий 2. Корпус опирается на станину 3. Каждый хобот имеет по два вала — верхний и нижний. Верхние валы снабжены шарнирами, что позволяет опускать и поднимать эти валы с помощью зажимного винта 4.
Валы сближаются между собой при вращении винта по часовой стрелке и разводятся при вращении его в обратную сторону под действием пружины. Для обеспечения принудительного движения верхние и нижние валы соединены зубчатыми колесами. Для выполнения последовательных операций, связанных с изготовлением отводов, на концы валов надеваются ролики. Изготовление отводов на зигмашине ВМС-72 производится по копиру без предварительного раскроя отдельных звеньев, что является отличительной особенностью этой машины. Для изготовления отводов различных диаметров станок снабжается набором шаблонов в количестве 18 шт. Электродвигатель 5 соединяется с червячным валом станка эластичной муфтой 6. Пуск и-остановка электродвигателя осуществляются с помощью магнитного пускателя с трехкнопочным постом 7.
Работа на станке производится в следующем порядке. Сперва на круглое звено, изготовленное заранее, надевается шаблон, который стягивается барашком. Затем звено заводится между тремя парами роликов, насаженных на концы валов длинного хобота, причем буртик шаблона располагается в первом верхнем ролике. Первой парой роликов отбортовывается первый сегмент отвода параллельно кромке шаблона, второй парой роликов режется металл между двумя сегментами, третьей парой роликов отбортовывается следующий сегмент отвода. Таким же образом изготовляется второй сегмент отвода, причем шаблон не снимается с звена, а только повертывается на 180° и отодвигается вдоль звена на необходимое расстояние. Готовые звенья собираются в целый отвод и уплотняются на втором длинном хоботе станка. На третьем коротком хоботе станка образуется валик жесткости.
Кроме отводов круглого сечения, на зигмашине ВМС-72, как и на обычных зигмашинах, можно выполнять такие операции: резка кровельной стали, образование валиков жесткости на круглых звеньях и фасонных частях, отгиб малого борта и образование раструбов на тех же деталях.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!