Заготовка водосточных труб
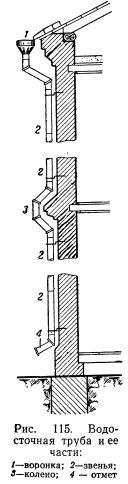
Водосточные трубы, служащие для отвода воды с кровли,, состоят из следующих частей; (рис. 115): верхней расширенной части, принимающей из желобов воду, — воронки 1, самих труб, направляющих воду и устанавливаемых отвесно в виде цилиндрических звеньев 2, различных колен 3, соединяющих отдельные части трубы в-местах переломов, нижней части — отмета 4, отводящего воду от стены здания.
Воронка (рис. 116) состоит из трех частей: верхней цилиндрической — ободка, или обечайки, средней конической — лейки и нижней цилиндрической — стакана. Колена труб устанавливаются для обхода различных выступающих частей стены (карнизов, поясков). Для изготовления из кровельной листовой стали водосточных воронок и труб необходимо знать, как вычертить их на плоскости, т. е. произвести развертку. Развертка цилиндра ввиду ее простоты при производстве кровельных работ не делается, а определяется только длина окружности водосточной трубы, которой дается припуск для обеспечения загиба на фальцы при изготовлении этой трубы.


Развертка конуса (рис. 117, а) для изготовления водосточной воронки выполняется следующим образом. На листе картона или толстой, бумаги по заданным размерам кровельщик вычерчивает боковой вид конуса в натуральную величину. Линия АБ является верхним диаметром конуса и равняется, например, 350 мм при нижнем диаметре конуса ВГ, равном 140 мм, и высоте конуса ДЕ, равной 175 мм. Прямые линии AB и БГ продолжаем до взаимного пересечения в точке О. Затем из точки О (рис. 117, б) описываем две окружности радиусами, соответственно равными расстояниями ОГ и ОБ на боковом виде конуса. На большой окружности берем произвольную точку Б и соединяем ее с центром О. От точки Б при помощи бечевки или тонкой проволоки по начерченной окружности откладываем длину окружности верхнего основания конуса и находим точку А, которую соединяем прямой линией с точкой О. На загибы фальцев прибавляем по большому кругу 10 мм, по малому 5 мм, а по прямым линиям по 10 мм. Заштрихованная на чертеже площадь является разверткой конуса, а с добавлением площади на загибы фальцев — окончательной выкройкой для изготовления конуса воронки.
При изготовлении остальных частей воронки (ободка и стакана) выкройка для них не делается, так как эти части в развернутом виде являются прямоугольными полосами и могут быть вырезаны непосредственно из кровельной листовой стали по определенным размерам их окружностей с учетом запаса на отгиб кромок для фальцев.
Высота ободка принимается равной трем четвертям диаметра трубы, а высота стакана — 150—200 мм. Изготовление воронки обычно начинается с конуса, после чего производится загибание фальцев, выкатка (в конус) и соединение фальцев с уплотнением их на оправке. Ободок и стакан изготовляют так же, как и звенья водосточных труб. Верхнее ребро ободка для придания ему жесткости обрабатывается двойной кромкой или пояском с двойной кромкой до соединения фальцем вырезанного листа, предназначенного для ободка по коротким сторонам. Заготовленные части воронки отбортовываются теми же приемами, которые были изложены выше, а затем собираются и соединяются между собой.
Для соединения прямых частей водосточной трубы в местах их перелома делаются короткие цилиндрические вставки, которые называются коленами. Части колена для облегчения пропуска воды образуют обычно тупой угол в пределах от 112 до 135°. Для изготовления частей колена предварительно делается выкройка. Наиболее простой способ вычерчивания шаблона для колена по пяти точкам показан на рис. 118. На шаблоне вычерчивается в натуральную величину заданное колено и при помощи линейки строятся два равных прямоугольника 1 и 2, углы которых соединяются диагоналями аб и вг, гд и бе. По полученным пяти точкам в, з, г, ж, д на глаз строится кривая заданного звена колена. После вычерчивания выкройку вырезают, накладывают ее на лист кровельной стали и обводят гвоздем для получения необходимого контура. По изготовленной выкройке вырезают листы для всех звеньев колена. Для получения выкройки с каждой боковой ее стороны необходимо прибавить по 10—15 мм на загиб кромок для лежачих фальцев, а по кривой линии дать запас на отбивку закроев для соединения звеньев в местах переломов колена. Для верхнего звена принимается малый закрой (4—5 мм), а для нижнего — большой закрой (8—10 мм).



При изготовлении обходного колена (рис. 119, а) достаточно иметь только одну выкройку, изготовленную для одного соединения колена, так как все звенья колена обычно выполняются с одним углом наклона. В качестве примера на рис. 119, б показана разметка всех звеньев обходного колена.
С целью экономного расхода кровельной листовой стали нарезку звеньев для колен необходимо производить с таким расчетом, чтобы из каждого листа получилось наибольшее количество звеньев при наименьшей площади обрезков.
Для этой цели перед разметкой следует точно учесть как общую потребность в звеньях, так и расположение колен (вверх или вниз патрубком). Проверка правильности выкройки производится прикладыванием к ровной плоскости (доске, столу) опытного образца цилиндрического звена (рис. 120, а). Выкройка расчерчена правильно, если края звена по всему своему очертанию плотно соприкасаются с плоскостью. Если плотного соприкасания нет, то выкройку необходимо исправить. Описанные колена, имеющие один стык в месте поворота звеньев, называются одно-вязочными. Для более плавного поворота применяются двухвязочные колена, которые устраивают путем ввода дополнительного звена (рис. 120, б).
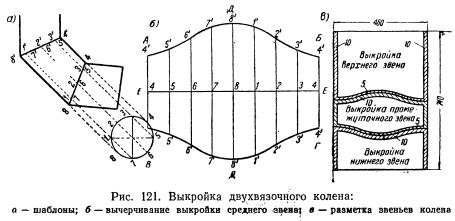
При изготовлении двухвязочного колена выкройка делается только для одного среднего звена (рис. 121, а). Вычерчивание выкройки для среднего звена производится так же, как и для простого колена, но в этом случае расстояние от прямой линии E—E до искомых точек кривой откладывается по обе стороны (рис. 121, б). Высоты AB и ДД, определяющие длину среднего звена, принимаются по заданным размерам. Выкройки для верхнего и нижнего звеньев изготовляются по тем же кривым АБ и ВГ, которые получились при выкройке среднего звена. Разметка на одном листе кровельной стали двухвязочного колена показана на рис. 121, в.
Иногда при обходе сильно выступающих частей здания по архитектурным соображениям вместо одно- и двухвязочных колен применяются так называемые многовязочные, или наборные колена. Эти колена состоят из четырех и более звеньев (рис. 122, с). Весь переход выполняется двумя многовязочными, коленами с расположенной между ними прямой вставкой. Вычерчивание выкройки для промежуточных звеньев производится! по тому же способу, как и для двухвязочных колен (см. рис. 121, б). Заданный угол А (рис. 122, б) делится на несколько частей в зависимости от требуемой степени плавности перехода.

Для соединения частей колена по скошенный краям производится отгибание кромок — отбортовка, В зависимости от положения колена в трубе в одном звене отгибаемся одинарный бортик, т. е. одинарная кромка шириной 4 мм (рис. 123, Л), а в другом — двойной бортик, т. е. двойная кромка шириной 7 мм (рис. 123, Б). После примерки заготовленных бортиков производится соединение частей колена лежачим фальцем. Последовательность операций при соединении частей колена показана на рис. 124. Описание приемов работы по отгибанию кромок и изготовлению шаблонов для наборных или многовязочных колен приведено выше.
Нижний конец трубы называется отводом, или отметом, и служит для отвода воды от здания. Заготовка листовой стали и вычерчивание выкройки для отмета делается так же, как и для колена. Для придания жесткости отмету рекомендуется делать его с косынкой.
Наружный край отмета для жесткости отбортовывается, а соединительный фальц в месте внутреннего перелома колена загибается на вертикальную часть.


Для заготовки звеньев водосточных труб на чертежах указывается их диаметр, зависящий от расстояния, на котором должны быть установлены трубы одна от другой, т. е. от площади кровли, с которой вода стекает в одну трубу. Для ориентировочных расчетов принимается на 1 м2 площади ската крыши от 1 до 1,5 см2 площади сечения водосточной трубы. Диаметр трубы назначается с таким расчетом, чтобы из одного листа кровельной стали можно было вырезать без обрезков целое число звеньев трубы. Поэтому в зависимости от числа звеньев, которое получается при разрезании поперек одного листа стали, трубы называются двойниковыми, тройниковыми и четвериковыми. Если лист разрезается поперек, то все звенья получаются длиной 710 мм.
Звенья водосточных труб заготовляются одинарными (рис. 125, а) и двойными (рис. 125, б). При заготовке двойных звеньев два размеченных и нарезанных листа кровельной стали предварительно соединяются короткими сторонами в картину. При этом закрой соединения должен быть расположен по направлению стока воды (рис. 125, в) В остальном изготовление двойных звеньев такое же, как и одинарных. Двойные звенья изготовляют преимущественно для труб больших диаметров. Для изготовления труб нарезанные листы длинными кромками соединяются между собой одинарным лежачим фальцем. При загибании длинных кромок фальцы должны быть направлены в разные стороны. Для удобства сборки трубе придается слегка конусообразная форма, для чего у одного конца трубы фальц делается немного шире, чем у другого (рис. 125, г). При несоблюдении этого условия, т. е. при цилиндрическом изготовлении звеньев, для их соединения нужно будет обжимать нижний конец каждого звена, что приведет к сужению сечения и возможности его засорения (рис. 125, д).
После загибания кромок выгибание звена производится на круглой оправке верстака нажимом рук.
Ввиду того что водосточные трубы не окрашивают с внутренней стороны, листы, намеченные для заготовки труб, должны быть тщательно проолифлены.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!