Централизованная заготовка элементов кровли из листовой стали
Кровельные работы разделяются на два основных процесса: заготовительный и монтажный.
Заготовительный процесс включает все работы по подготовке материалов и составов для кровельных работ, а также заготовку всех деталей для кровли.
Заготовку элементов для устройства кровель целесообразно сосредоточить в мастерской, которая может устраиваться в зависимости от объема работ непосредственно на стройке или обслуживать несколько строек, являясь в этом случае вентральной заготовительной мастерской.
Сосредоточение в центральных мастерских массовых заготовительных работ и изготовления деталей позволяет применить передовые приемы их выполнения, заключающиеся в организации производства по поточному методу при максимальной механизации заготовительных работ, выполнявшихся на постройках вручную.
В качестве примера централизованной заготовки элементов кровли на рис. 130 показан цех с размещением в нем оборудования для заготовки кровельных листов.
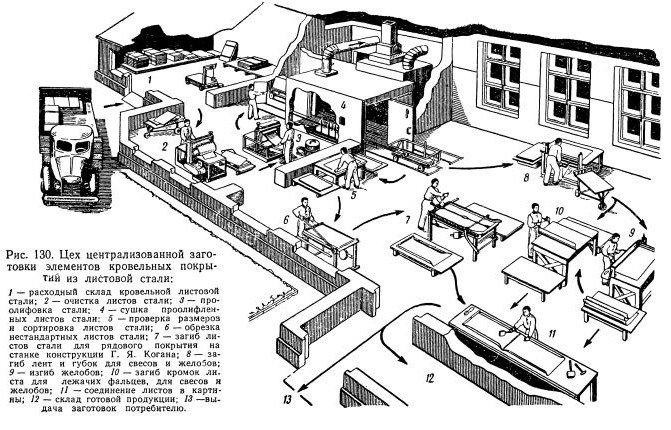
При заготовке кровельных покрытий выполняются следующие процессы: распаковка пачек кровельной стали, очистка стальных листов от грязи и ржавчины, проолифка, сушка, сортировка, проверка размеров, раскрой и обрезка нестандартных листов, загиб кромок и соединение листов в двойные картины.
Очистка кровельной стали от грязи и ржавчины при большом объеме работ может быть выполнена приводными механическими щетками (рис. 131). Проолифка листовой стали производится натуральной олифой, ее заменителями или битумным лаком № 177. В олифу необходимо добавить в небольшом количестве красящее вещество — железный сурик. При большом объеме работ проолифку следует выполнять на вальцовочных станках, например на станке Угожаева (рис. 132). Станок имеет одну пару вальцов, расположенных друг над другом; поверхность вальцов обложена резиной. Из ванны, находящейся под нижним вальцом, производится проолифка нижней стороны листа, а из ванны, расположенной над верхним вальцом, покрывается олифой верхняя сторона листа.


После проолифки листы, стали устанавливают для естественной сушки, продолжающейся в течение 24 часов при температуре свыше нуля, или направляют в специальные сушильные камеры, которые оборудованы нагревательными паровыми трубами для подогрева воздуха и имеют вытяжку. Применяется также сушка проолифленных листов в камерах, оборудованных вентиляторами, которые прогоняют через камеру воздух, подогретый паровыми калориферами.
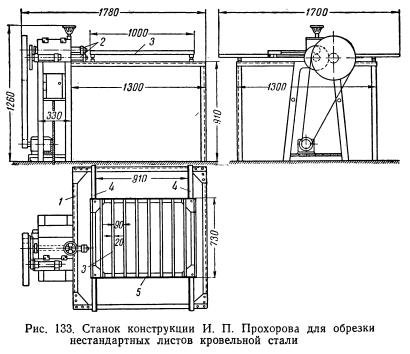
Раскрой листовой стали производится при заготовке различных элементов кровли, а также при обрезке нестандартных листов. При больших объемах работ обрезка нестандартных листов стали выполняется на станке конструкции И.П. Прохорова (рис. 133). Основными частями станка являются: станина 1, приводные роликовые ножницы 2, каретки 3, которые передвигаются по направляющим 4, укрепленным на станине. С двух сторон каретки устроены бортики 5 для упора листов стали при обрезке. Для обрезки лист кладется на каретку и плотно прижимается к бортикам, после чего каретка с листом продвигается под роликовые ножницы, которые обрезают кромку на одной стороне листа. Для обрезки другой стороны лист на каретке перекладывается другой стороной к ножницам и так же обрезается.
Загиб кромок листов для стоячих и лежачих фальцев производится на описанном выше станке конструкции Г.Я. Когана. Заготовленные на этом станке листы для рядового покрытия соединяют в двойные картины, для чего два листа скрепляют по коротким сторонам лежачим фальцем, что обычно выполняется вручную на верстаке.
При заготовке покрытий карнизных свесов и настенных желобов загиб листов стали выполняется последовательно на двух станках: 1) на станке конструкции треста «Мосремонт» (рис. 134) производятся загибы отворотной ленты с губкой для покрытия карнизных свесов, а также отворотной ленты на головке настенных желобов; 2) дальнейшая заготовка листов стали для настенных желобов производится сперва на специальном станке конструкции А. А. Захарченко (рис. 135), где желобу придается круглая форма, а затем окончательная заготовка листов для желобов производится на другом верстаке (см. рис. 130, 10).
Заготовленные листы карнизных свесов и настенных желобов передаются на следующий верстак (см. рис. 130, 11) для соединения их в двойные картины, откуда поступают на склад готовой продукции.
К монтажным работам, производящимся непосредственно на объекте, кроме самого устройства кровли, относятся также транспортные процессы, а именно: вертикальный транспорт по подаче материалов и деталей на крышу, горизонтальный транспорт по перемещению этих материалов и деталей в пределах строительной площадки и на крыше.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!