Теория и практика защиты изделий из магниевых сплавов лакокрасочными покрытиями
Магниевые сплавы находят широкое применение в народном хозяйства (автомобилестроение, приборостроение), в авиации и космонавтике благодаря низкому удельному весу и высокой жесткости конструкций. Серьезный недостаток магниевых сплавов, ограничивающий их применение, — низкая по сравнению с другими сплавами коррозионная стойкость, которая зависит от состава сплава, от наличия вредных примесей, от состояния поверхности.
В изделиях магниевые сплавы контактируют с другими сплавами. Наличие этих контактов, а также щелей и зазоров снижает коррозионную устойчивость магниевых сплавов. Однако, несмотря на сказанное, практика эксплуатации изделий показывает, что при надлежащей противокоррозионной защите магниевые сплавы с успехом могут применяться в конструкциях, эксплуатирующихся в различных климатических условиях.
Наиболее распространенным средством защиты магниевых сплавов являются лакокрасочные покрытия. При выборе лакокрасочных материалов и разработке технологии покрытий приходится учитывать некоторые особенности магниевых сплавов, а именно: высокую химическую и электрохимическую активность; щелочной характер (pH = 10—11) и большой объем продуктов коррозии.
Усилению коррозии способствует наличие в окружающей среде ионов Cl, SO4 и других, разрушающих окисную пленку и разблагораживающих потенциал сплава. Для замедления или предотвращения коррозионного процесса необходимо выполнить два основных условия.
1. Возможно полная изоляция поверхности металла от доступа влаги (электролита).
2. Приведение магниевого сплава в случае проникновения электролита к поверхности металла в состояние пассивной устойчивости (при этом значение потенциала должно быть 0,9В).
Так как абсолютно непроницаемых полимерных покрытий нет, существенное значение имеет выполнение второго условия. При введении хрома-тов в водный раствор (рис. 1) потенциал магниевого сплава сдвигается в положительную область и коррозионные потери значительно снижаются.
Такую роль играют хроматные пигменты в грунтовочном покрытии (хроматы цинка, стронция, бария и др.) и хроматы, содержащиеся в неметаллических неорганических покрытиях, причем хроматы в грунтовке ввиду их большого количества (по массе) и ограниченной растворимости обладают более длительным действием. К грунтовочному покрытию предъявляются требования высокой адгезии к поверхности металла и стойкости к щелочным продуктам коррозии.

На рис. 2 показано пассивирующее действие растворов некоторых хроматных пигментов, применяемых в грунтовках, в присутствии ионов хлора. При значительной концентрации ионов хлора эффект пассивации подавляется и металл начинает корродировать. Природа пленкообразующего грунтовочного покрытия, вид и количество хромата существенно влияют на антикоррозионные свойства грунтовки.
Назначение внешнего слоя защитного покрытия — создание диффузионного барьера, препятствующего проникновению влаги, кислорода и агрессивных ионов. Наименьшими влаго- и паропроницаемостью обладают полимерные пленки с плотной структурой, например эпоксидные, перхлорвиниловые, фторопластовые (рис. 3).
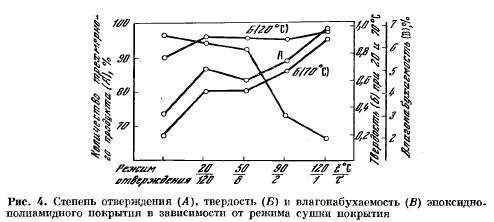
Максимальный эффект антикоррозионной защиты магниевых сплавов достигается правильным выбором как грунтовочного, так и внешнего покрытия, толщины системы покрытия, режима сушки покрытия (рис. 4). Помимо изолирующего действия, внешнее покрытие должно обладать необходимыми твердостью, эластичностью, атмосферостойкостью, а также рядом специфических свойств (маслобензостойкостью, термостойкостью и др.). Оно выбирается в зависимости от назначения изделия и условий эксплуатации. К числу наиболее широко применяемых внешних покрытий относятся:
- перхлорвиниловые эмали, обладающие удовлетворительными атмосферостойкостью, эластичностью и защитными свойствами и работающие в. диапазоне температур от -60 до +90° С;
- эпоксидные эмали с высокой механической прочностью, устойчивостью ко многим химикатам и маслам и теплостойкостью (в зависимости от цвета и ресурса работы) от 100 до 300° С;
- кремнийорганические эмали, обладающие теплостойкостью 300-350° С;
- глифталевые эмали.
Последние применяются ограниченно из-за недостаточной устойчивости к повышенной влажности и микроорганизмам.
На деталях приборов, на агрегатах, к которым предъявляются требования по внешнему виду (фактуре, цвету и др.), могут применяться комбинированные покрытия. Например, эпоксидно-полиамидное покрытие (несущее защитную функцию) перекрывается молотковыми эмалями MЛ-165. В конструкциях особое внимание следует уделять выбору материалов крепежа и защите появляющихся мест контактов, кромок и зазоров. Интенсивность контактной коррозии зависит от разности потенциалов двух контактирующих металлов, от толщины слоя и состава электролита. Снижение эффекта работы контактов достигается изолирующими прокладками, снижением разности потенциалов (применение металлизации или станнатирования, или пассиваторов), изоляцией мест контактов лакокрасочными покрытиями или герметиками. Наиболее доступный и чаще всего применяемый способ защиты от контактной коррозии — изоляция контактирующих металлов лакокрасочными покрытиями, герметиками, шпатлевками.
Для предотвращения щеловой коррозии, которая является наиболее опасной при контакте разнородных сплавов, применяют изоляцию контактирующих поверхностей лакокрасочными материалами и заделку (заполнение) зазоров специальными составами и герметиками. Применение защиты нахлестки пастой AЛKM-1 при выполнении точечной электросварки позволило проводить после сварки химическую обработку под окраску. Надежность защиты сварного соединения повысилась в 2 раза.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!