Станок модели 3Б632В
Этот станок может быть использован для заточки резцов абразивными и алмазными кругами. Общий вид станка представлен на рис. 93.
Головка служит основной частью станка, она представляет собой двухскоростной двигатель, вал которого является шпинделем станка. Ротор и крыльчатка вентилятора размещены в корпусе статора с двумя крышками. В них находятся шарикоподшипниковые опоры.
В качестве привода использован встроенный двусторонний электродвигатель АВ32-4/2.
Станина — чугунная отливка с размещенным в ней электрошкафом.
Заточные круги крепятся с помощью фланцев, имеющих конические отверстия для посадки на шпиндель станка и зажимных гаек с резьбовыми отверстиями для съемника. Круги закрыты защитными кожухами.

Осциллирующий столик состоит из стальной термообработанной шлифовальной плиты, установленной на чугунном литом кронштейне. Он в свою очередь крепится к цилиндрической поверхности чугунной направляющей и перемещается по ней. Это позволяет поворачивать столик на угол 10—20°, отсчитываемый по шкале. В направляющей крепятся две пластинчатые пружины, прикрепленные к основанию. Оно лежит на двух цилиндрических направляющих, запрессованных в кронштейн, который крепится к станине станка. Пружины способствуют осцилляции 100—130 колебаний в минуту вдоль плоскости круга. Величину хода осцилляции регулируют с помощью упоров. Конструкция предусматривает перемещение столика вдоль цилиндрических направляющих с помощью винтовой пары. Это обеспечивает подачу резца на круг с точностью до 0,01 мм. Установка необходимых углов заточки различных резцов в плане осуществляется транспортером, который крепится на столике и перемещается вдоль его пазов. Для защиты рабочего от брызг жидкости установлен магнитный щиток.
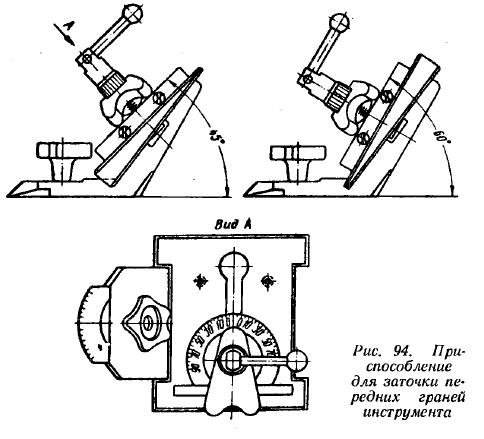
Приспособление для заточки передних поверхностей выполнено в виде жесткого наклонного столика с постоянными углами 45 и 60° (рис. 94). Он поворачивается вокруг вертикальной оси на заданную величину переднего угла (в пределах ±30°), отсчитываемого по транспортиру. Наклон столика изменяют, поворачивая верхнюю клиновую плиту на 180°. Задний угол наклона главной режущей кромки устанавливают поворотом стола вокруг оси, параллельной торцу круга. Для механического крепления резцов используют подпружиненный сферический упор собачки и поворотный лимб, установленный при работе на «0». Транспортир рекомендуется зажать гайкой. Для регулировки положения резца относительно торца круга перемещают прижим по пазу наклонной плоскости столика. Симметричное расположение паза дает возможность затачивать и правые, и левые резцы.
Усилие врезания абразивного круга обеспечивается тарированной пружиной. Она поднимает двигатель с кругом вверх навстречу лежащему на передней поверхности резцу. Ориентация лунки относительно режущей кромки резца происходит с помощью переднего упора шарнира, выполненного с винтовой парой и лимбом с ценой деления 0,05 мм, относительно же вершины резца осуществляется суппортом. Он перемещается по «ласточкиному хвосту» каретки, укрепленной на литом кронштейне и выверенной по оси шпинделя электродвигателя. Это перемещение отсчитывают по шкале суппорта и лимба с ценой деления соответственно 1 и 0,05 мм. Для зажима резца имеется винтовое устройство с центром из быстрорежущей стали. На лицевой стороне суппорта расположены риски «правый» и «левый». Совмещая их с вершиной резца, устанавливают соответственно нужное положение правых или левых резцов. Для регулировки расхода подаваемой к кругу смазочно-охлаждающей жидкости приспособление, снабжено шариковым дросселем. Оправка для крепления кругов прошлифована с точностью до 0,01 мм и собрана заодно с электродвигателем. В случае его замены или ремонта монтаж необходимо выполнить заново.
При работе станка абразивными кругами станок подключают к вентиляционной сети, при алмазной заточке применяют смазочно-охлаждающую жидкость. Она из специального бака электронасосом охлаждения ПА-22 (N = 0,12 квт, n = 2800 об/мин) нагнетается по гибкому шлангу в зону обработки. Подача жидкости регулируется с помощью кранов и через трубку (свободно передвигающую по высоте), которые находятся на кронштейне. Кронштейн на кожухе поворачивается вокруг горизонтальной и вертикальной осей, перемещается ближе или дальше к горизонтальной плоскости. Это позволяет направить струю смазочно-охлаждающей жидкости в любую точку на круге под необходимым углом. Отработанная жидкость сливается в корыто, откуда через фильтры и резиновые шланги в отстойник (бака), который следует очищать не реже одного раза в сутки.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!