Автор статьи: Львович Константин
Производство роликовым формованием безнапорных бетонных труб длиной до 3 м — наиболее массовая зарубежная «трубная» технология. Отсутствие арматуры, полная механизация процесса, немедленная распалубка, возможность выпуска на одном посту труб разного диаметра — основные преимущества технологии, определившие ее широкое распространение.
Использование песчаного бетона при изготовлении труб роликовым формованием существенно упрощает и удешевляет производство.
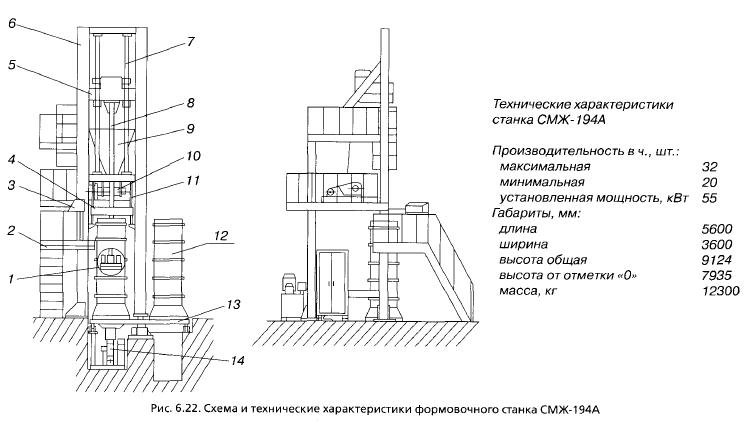
Отечественный аналог оборудования фирмы «McCraken» — формовочный станок СМЖ-194А (рис. 6.22), предназначенный для изготовления безнапорных бетонных труб диаметром 300, 400 мм длиной 2,0 м и диаметром 500-600 мм длиной 2,5 м, разработан институтом «Гипростроймаш» и установлен на Опытно-промышленном заводе.

Технологический процесс формования труб включает следующие операции:
— Бетонная смесь из бетоносмесительного отделения подается в бункер (9) формовочного станка системой ленточных конвейеров.
— Производится формование трубы в двустворчатой форме (7), в нижней части которой устанавливается поддон. В процессе участвуют две формы: в одной происходит формование, другая находится на распалубке. Форма перемещается на ось формования станка двухпозиционной каруселью (2) при повороте платформы на 180°.
— Форму с поддоном устанавливают грузоподъемным механизмом в посадочное гнездо платформы.
— Платформа карусели при расположении воронки в верхнем положении, а вибростола-раструбообразователя — в нижнем, поворачивается на 180°, совмещая ось формы с осью формования. Одновременно форма со свежеотформованным изделием перемещается в зону работы грузоподъемного механизма.
— Воронка опускается на форму, роликовая головка (3) (рис. 6.23) опускается и входит в отверстие поддона, поднимается вибростол растру-бообразователя и зацепляется с поддоном.
— Включаются вибраторы вибростола (4) и совместным действием вибрации и роликового формования производится изготовление раструбной части трубы.
— После завершения процесса формования раструбной части вибраторы отключаются, вибростол опускается, включается подъем роликовой головки по направляющим штангам и производится формование цилиндрической части трубы.
— После завершения процесса формования отключается питатель (5), роликовая головка и воронка перемещаются в верхнее положение, включается поворот платформы карусели, отформованное изделие передается на распалубку.
— Форма с готовым изделием снимается со станка и переносится на поддон-тележку, где производится ее распалубка. Изделие остается на поддон-тележке, а форма собирается с новым поддоном и возвращается на станок.

Поддон-тележка заполняется свежеотформованными трубами и перемещается в туннельную камеру TBO. После выхода из камеры трубы снимаются с поддон-тележки, переводятся кантователем в горизонтальное положение и переносятся автоматической траверсой на тележку для вывоза на склад.
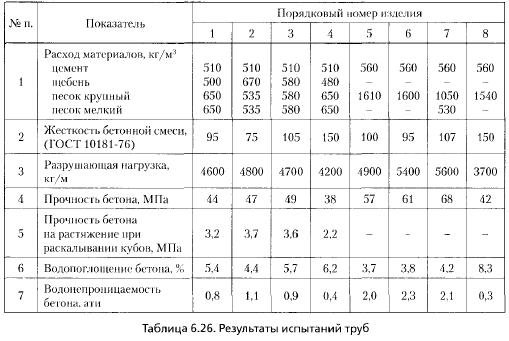
Испытания отрезков изделий длиной 190 см и толщиной стенки 80-82 мм подтвердили соответствие труб из песчаного бетона требованиям стандарта по прочности, водонепроницаемости (табл. 6.26), а также допускам по геометрическим размерам. Одновременно для сравнения были изготовлены и испытаны аналогичные трубы из тяжелого бетона. При изготовлении труб использовались: цемент Rц500. Жигулевского завода, гранитный щебень фракций 5-10 мм, песок Курской базы Mк = 1,7-1,85, мытый песок Вяземского карьероуправления M- 3,2.
Результаты испытаний на водонепроницаемость и водопоглощение подтвердили возможность изготовления роликовым формованием безнапорных неармированных труб из песчаного бетона. Экономический эффект 4,8 руб. на погонный метр в ценах 1979 г.

Производство безнапорных труб роликовым формованием
Производство роликовым формованием безнапорных бетонных труб длиной до 3 м — наиболее массовая зарубежная «трубная» технология. Отсутствие арматуры, полная механизация процесса, немедленная распалубка, возможность выпуска на одном посту труб разного диаметра — основные преимущества технологии, определившие ее широкое распространение.
Использование песчаного бетона при изготовлении труб роликовым формованием существенно упрощает и удешевляет производство.
Отечественный аналог оборудования фирмы «McCraken» — формовочный станок СМЖ-194А (рис. 6.22), предназначенный для изготовления безнапорных бетонных труб диаметром 300, 400 мм длиной 2,0 м и диаметром 500-600 мм длиной 2,5 м, разработан институтом «Гипростроймаш» и установлен на Опытно-промышленном заводе.
Технологический процесс формования труб включает следующие операции:
— Бетонная смесь из бетоносмесительного отделения подается в бункер (9) формовочного станка системой ленточных конвейеров.
— Производится формование трубы в двустворчатой форме (7), в нижней части которой устанавливается поддон. В процессе участвуют две формы: в одной происходит формование, другая находится на распалубке. Форма перемещается на ось формования станка двухпозиционной каруселью (2) при повороте платформы на 180°.
— Форму с поддоном устанавливают грузоподъемным механизмом в посадочное гнездо платформы.
— Платформа карусели при расположении воронки в верхнем положении, а вибростола-раструбообразователя — в нижнем, поворачивается на 180°, совмещая ось формы с осью формования. Одновременно форма со свежеотформованным изделием перемещается в зону работы грузоподъемного механизма.
— Воронка опускается на форму, роликовая головка (3) (рис. 6.23) опускается и входит в отверстие поддона, поднимается вибростол растру-бообразователя и зацепляется с поддоном.
— Включаются вибраторы вибростола (4) и совместным действием вибрации и роликового формования производится изготовление раструбной части трубы.
— После завершения процесса формования раструбной части вибраторы отключаются, вибростол опускается, включается подъем роликовой головки по направляющим штангам и производится формование цилиндрической части трубы.
— После завершения процесса формования отключается питатель (5), роликовая головка и воронка перемещаются в верхнее положение, включается поворот платформы карусели, отформованное изделие передается на распалубку.
— Форма с готовым изделием снимается со станка и переносится на поддон-тележку, где производится ее распалубка. Изделие остается на поддон-тележке, а форма собирается с новым поддоном и возвращается на станок.

Поддон-тележка заполняется свежеотформованными трубами и перемещается в туннельную камеру TBO. После выхода из камеры трубы снимаются с поддон-тележки, переводятся кантователем в горизонтальное положение и переносятся автоматической траверсой на тележку для вывоза на склад.
Испытания отрезков изделий длиной 190 см и толщиной стенки 80-82 мм подтвердили соответствие труб из песчаного бетона требованиям стандарта по прочности, водонепроницаемости (табл. 6.26), а также допускам по геометрическим размерам. Одновременно для сравнения были изготовлены и испытаны аналогичные трубы из тяжелого бетона. При изготовлении труб использовались: цемент Rц500. Жигулевского завода, гранитный щебень фракций 5-10 мм, песок Курской базы Mк = 1,7-1,85, мытый песок Вяземского карьероуправления M- 3,2.
Результаты испытаний на водонепроницаемость и водопоглощение подтвердили возможность изготовления роликовым формованием безнапорных неармированных труб из песчаного бетона. Экономический эффект 4,8 руб. на погонный метр в ценах 1979 г.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!