Некоторые особенности обработки порошковых конструкционных сталей
Все более широкое применение в практике находят порошковые конструкционные стали, к механическим свойствам которых предъявляются все более повышенные требования. В связи с этим представляет интерес исследование возможности повышения свойств посредством термической обработки. Некоторые особенности термообработки порошковых сталей СП12ХНЗ, СП45Х2Н4 и СП45Х2Н4М изучены в работе. Стали, имеющие пористость 5, 10 и 15 %, готовили на основе восстановленного железного порошка ПЖЗМ2 путем механического смешивания компонентов. Образцы с плотностью 7,0 и 6,6 г/см получали двусторонним однократным прессованием при давлениях 780 и 590 МПа и последующим спеканием, с плотностью 7,5 г/см - двукратным двусторонним прессованием при давлениях 780 и 980 МПа с промежуточным отжигом в токе водорода при температуре 1000 °C в течение двух часов и последующим спеканием. Спекание проводили в токе осушенного водорода при температурах 1150-1300 °С с изотермической выдержкой 0,25-8,0 ч. В результате были получены образцы с разной степенью химической однородности, которую оценивали с помощью коэффициента вариации концентрации (KBK) по методике на основании данных микро-рентгеноспектрального анализа.

На рис. 108 представлена зависимость температуры фазовых переходов порошковой стали СП12ХНЗ от концентрации никеля в твердом растворе и пористости. Зависимость имеет линейный характер. Превращение начинается в областях с наиболее высоким и заканчивается в областях с наиболее низким содержанием легирующего элемента. Плотность в интервале 6,6-7,5 г/см3 не оказывает влияния на положение критических точек. Все значения лежат на прямых, которые при линейной экстраполяции к нулевой концентрации пересекаются в районе 910 °С, что соответствует температуре полиморфного превращения а -> у чистого железа. Значения критических точек литой стали того же состава лежат на этих же прямых.
Распад переохлажденного аустенита изучали на порошковых сталях СП12ХНЗ и СП45Х2Н4М плотности 6,6; 7,0; 7,5 г/см3 и с номинальными значениями коэффициентов вариации концентрации никеля 10, 30, 50.
Ниже приведены номинальные и фактические значения коэффициентов вариации концентрации легирующих элементов и плотности порошковой стали СП12ХНЗ (в числителе -KBKNi, в знаменателе - KBKCr):

На диаграммах изотермического распада переохлажденного аустенита стали СП12ХН3 можно отметить две области минимальной устойчивости аустенита - перлитную и бейнитную (рис. 109, 110, 111).
Минимальная устойчивость аустенита в бейнитной области соответствует температуре 400-500 С, первые продукты распада появляются через 0,5-1,0 с, а после 8-15 с распад приостанавливается, при этом количество распавшегося аустенита составляет 80-90 %, остальное количество стабилизируется.
С повышением температуры количество стабилизированного аустенита увеличивается. Минимальная устойчивость аустенита в перлитной области соответствует температуре 570-620 °С. Количество стабилизированного аустенита достигает 25 %.
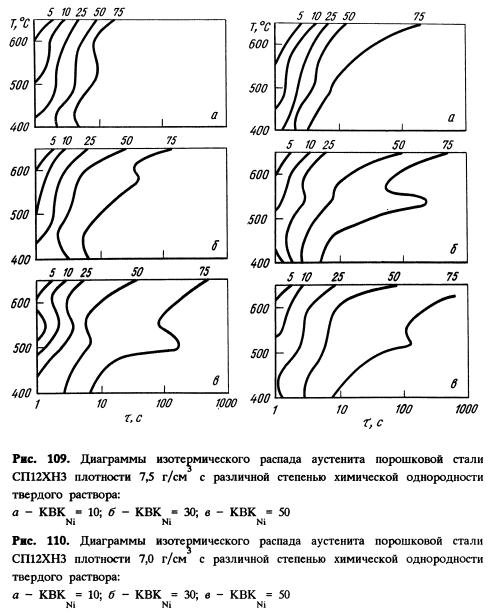
Анализируя кинетику распада переохлажденного аустенита порошковой стали СП12ХН3 в зависимости от химической неоднородности твердого раствора, можно отметить, что начальная скорость распада аустенита выше у сталей с низкой степенью химической однородности твердого раствора. По мере протекания превращения А -> Ф + П скорость распада, уменьшается для всех исследуемых сталей. Замедление распада аустенита выше у сталей с низкой степенью химической однородности твердого раствора.
Начальная скорость распада в бейнитной области выше, чем в перлитной для всех значений химической неоднородности твердого раствора и пористости. Увеличение скорости превращения за счет роста химической неоднородности в бейнитной области выше, чем в перлитной. Это, очевидно, обусловлено тормозящим влиянием никеля при малых переохлаждениях аустенита.

С увеличением пористости скорость распада увеличивается только в перлитной области и у сталей с невысокой степенью химической однородности, бейнитной области для всех значений химической неоднородности твердого раствора по никелю наблюдается уменьшение скорости распада аустенита. Это, вероятно, объясняется тем, что при повышении пористости растворимость хрома увеличивается согласно микрорентгеноспектральным исследованиям. Поэтому наиболее сильное тормозящее влияние хрома на скорость превращения сказывается при больших степенях переохлаждения, т. е. в бейнитной области.
Скорость превращения при распаде 50 % аустенита меньше, чем начальная скорость распада. Процесс распада аустенита быстрее затухает в химически неоднородном материале, что связано, вероятно, с широким спектром концентраций по легирующим элементам в твердом растворе.
По мере увеличения пористости скорость превращения при распаде 50 % аустенита как в перлитной, так и бейнитной областях для всех значений химической неоднородности твердого раствора по никелю уменьшается, что связяно с тормозящим влиянием хрома, который с увеличением пористости лучше растворяется.
С повышением степени гомогенности твердого раствора порошковой стали СП12ХНЗ границы между перлитной и бейнитной областями сливаются, и диаграммы распада переохлажденного аустенита приближаются, по своему виду к диаграмме распада литой стали того же состава.
При анализе кинетических кривых распада переохлажденного аустенита порошковой стали СП45Х2Н4М установлено, что изотермическое превращение аустенита в бейнитной области начинается после некоторого инкубационного периода. Инкубационный период увеличивается с понижением температуры и с возрастанием химической однородности твердого раствора. При температуре 300 °C инкубационный период составляет 3 с для порошковой стали как с коэффициентом вариации никеля 50, так и с коэффициентом вариации концентрации никеля, равным 10. При 350 °С появляется разница в инкубационном периоде: для гомогенизированной стали (KBKNi = 10) - он равен 8 с, а негомогенизированной (KBKNi = 50) - 6 с. По мере повышения температуры изотермической выдержки эта разница увеличивается и при температуре 400 С аустенит химически Однородной стали начинает распадаться через 15 с, а химически неоднородный - через 11 с. При температуре 450 С превращение не наступает и через 30 мин.
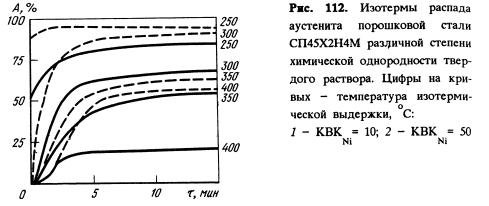
При одной и той же температуре изотермической выдержки более гомогенный аустенит распадается полнее (рис. 112). В бейнитной области распад аустенита идет лишь до определенного предела, с уменьшением химической однородности твердого раствора количество стабилизированного аустенита увеличивается.
При температуре изотермической выдержки 250 °С 93 % аустенита стали СП45Х2Н4М с КВКNi = 10 превращается в мартенсит, остальное количество стабилизируется. Менее гомогенизированный аустенит с KBKNi = 50 при этой температуре изотермической выдержки распадается по мартенситной кинетике только на 40 % и превращение завершается по бейнитному механизму до 82 %. 18 % аустенита стабилизируется.
Скорость распада химически неоднородного аустенита порошковой стали СП45Х2Н4М только в начальный период выше, чем у химически однородного аустенита (рис. 113). По мере протекания превращения скорость распада гомогенизированного аустенита начинает превышать скорость распада негомогенизированного. Разница в скоростях распада аустенита увеличивается по мере уменьшения температуры превращения.


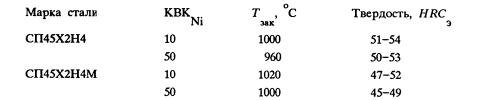
Влияние химической неоднородности твердого раствора на механические свойства после закалки и отпуска исследовано на сталях СП45Х2Н4 и СП45Х2Н4М с KBKNi = 10 и 50. На рис. 114 представлены значения твердости в зависимости от температуры закалки для KBKNi = 10 и 50. У стали с высокой химической неоднородностью (KBKNi = 50) один максимум на кривой зависимости твердости от температуры закалки, а у стали с высокой химической однородностью (KBKNi = 10) их два: первый обусловлен растворимостью цементита, а второй - специальных карбидов. Ниже приведены оптимальные температуры закалки этих сталей (плотность 7,0 г/см3) для разных значений KBK никеля:
Отсутствие "цементитного" максимума на кривой зависимости твердости от температуры закалки у химически однородных сталей подтверждает тот факт, что у них большая часть углерода связана с карбидообразующими элементами в специальных карбидах. Поэтому на кривой зависимости твердости от температуры закалки есть только один максимум, соответствующий растворению специальных карбидов.
В химически однородных порошковых сталях углерод равномерно распределен в карбидах цементитного и специального типа. Это и обусловливает два максимума твердости на кривой зависимости твердости от температуры закалки для химически однородных сталей.
На рис. 115-118 приведены зависимости изменения механических свойств закаленных порошковых сталей СП45Х2Н4, СП45Х2Н4М с KBKNi = 10 и 50 от температуры отпуска. Твердость, предел прочности, предел текучести, относительное удлинение, ударная вязкость для всех температур отпуска выше у стали, имеющей химически более однородный твердый раствор.


Сравнивая механические свойства после спекания и закалки с отпуском, можно отметить, что термическая обработка повышает только твердость, а следовательно, и износостойкость. Поэтому нецелесообразно проводить термическую обработку сталей, имеющих высокую однородность твердого раствора, если нет необходимости повысить их твердость. Кроме того, наряду с небольшим снижением прочности происходит значительное уменьшение ударной вязкости - в 1,5-2,0 раза. Для химической неоднородной стали еще больше снижается ударная вязкость после закалки и отпуска (в 2-3 раза), но для порошковой стали СП45Х2Н4 с KBKNi = 50 наблюдается незначительное повышение предела прочности и текучести.
Таким образом, при закалке порошковых сталей на мартенсит наблюдается снижение прочности и пластичности, обусловленное возникновением неоднородных внутренних микронапряжений по объему, их локальной концентрации вокруг пор, что снижает сопротивление пористой стали разрушению и повышает ее склонность к хрупкому разрушению. Последующий отпуск приводит к снятию напряжений, распаду мартенсита, остаточного аустенита, понижению твердости и возрастанию прочности. Пластичности при этом ниже, чем у спеченного состояния.
Структура термообработанных порошковых сталей отмечается гетерогенностью: наряду с мартенситом в ней присутствуют троостомартенсит с микротвердостью 450-600 HV, локализированный вокруг пор, а также слаботравящиеся участки высоколегированного мартенсита (микротвердость 620-755 HV), одиночные карбиды и небольшое количество остаточного аустенита.
Широкий диапазон структур в порошковых сталях после термической обработки объясняется наличием микрообъемов с различным содержанием легирующих элементов, что обусловливает отличие в механизме распада пересыщенных твердых растворов в этих участках при нагреве закаленной стали до температур отпуска. К существенному повышению механических свойств порошковой стали СП45Х2Н4М приводит изотермическая закалка на структуру бейнита, благодаря которой достигается меньший уровень остаточных напряжений и понижается их концентрация вблизи пор. В результате такой термической обработки прочность химически неоднородной стали увеличивается на 15 % по сравнению со спеченным состоянием и на 25 % по сравнению с закаленным на мартенсит и отпущенным на температуру изотермической выдержки. Ударная вязкость выше, чем при закалке на мартенсит. При KBKNi = 10 и 50 сталь СП45Х2Н4М после изотермической закалки на температуру 350 °С имеет соответственно oв = 830 и 900 МПа, КС = 150 и 80 кДж/м2.
Ударная вязкость подвергнутой изотермической закалке химически однородной стали выше, чем после закалки на мартенсит и отпуск.
Известно, что оптимальный комплекс механических свойств может быть обеспечен двумя типами структурных состояний: продуктами отпуска мартенсита или продуктами распада аустенита в промежуточной области превращений, которые соответственно достигаются посредством улучшения и изотермической закалки. Результаты проведенных исследований свидетельствуют о том, что для порошковых конструкционных сталей, легированных хромом, никелем, молибденом, полученных из поликомпонентных шихт, предпочтительнее второй вариант достижения оптимального комплекса механических свойств - изотермическая закалка. Применение этого вида термической обработки особенно целесообразно для химически неоднородных сталей, поскольку при такой обработке меньше уровень остаточных напряжений и понижается их концентрация вблизи пор.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!