Волочильные барабаны
До недавнего времени основным видом оборудования в производстве тянутых труб и прутков были цепные волочильные станы. Ho за последние годы, когда был освоен процесс волочения труб на плавающих оправках, все шире распространяются волочильные барабаны. Их преимущества, по сравнению с цепными волочильными станами, заключаются в возможности протяжки труб длиной до нескольких сот метров со скоростью 500—700 м/мин, в значительном снижении расхода металла на изготовление захваток, уменьшении транспортных потоков металла и необходимых производственных площадей и т. д. Все это способствует значительному увеличению производительности труда и снижению себестоимости готовой продукции.
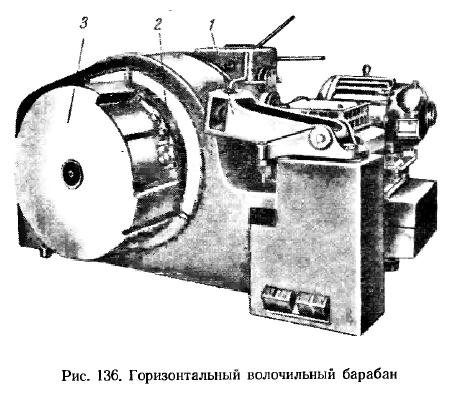
Для волочения труб и прутков диаметром до 15—20 мм обычно применяют барабаны однократного волочения, принятые в проволочном производстве. Образцом такого оборудования может служить волочильный барабан, показанный на рис. 136. Be время работы на таком барабане захватку трубы или прутка вставляют в волоку, установленную в волокодержателе 1. Затем захватку зажимают в клещах 2 и, нажимая ногой на педаль (внизу, справа), приводят барабан 3 в движение. Изделие, пройдя через волоку, наматывается на барабан. По мере наложения витков, клещи постепенно перемещаются так, что направление волочения постоянно совпадает с осью волоки. По выходе заднего конца изделия из волоки рабочий нажимает ногой на другую педаль и барабан останавливается.
Ниже приведена краткая характеристика двух волочильных барабанов, применяемых при волочении прутков и труб из цветных металлов.

Для волочения труб более крупных размеров Алма-Атинский завод тяжелого машиностроения (АЗТМ) выпускает трубоволочильные станы типа BCT 1/1000 и BCT 1/1500 с барабанами диам. 1000 и 1500 мм. Станы специально предназначаются для волочения труб из цветных металлов на самоустанавливающихся оправках.
Принципиальная схема стана BCT 1/1500 показана на рис. 137. Основными узлами стана являются собственно волочильный барабан 1, рабочий (смоточный) стол 2, стол подготовки труб к волочению 3, ленточный транспортер 4, транспортеры 5 и б с пальцевым устройством и толкатель 7 для перемещения труб в бухтах при их обработке. Стан обслуживают старший и младший операторы. На рабочем месте младшего оператора расположены механизмы и устройства, необходимые для подготовки труб к волочению.
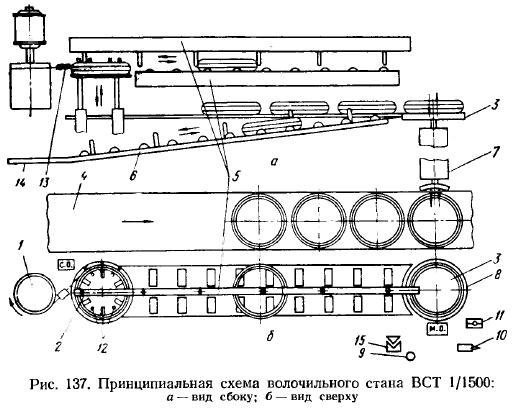
Работа на стане происходит в следующем порядке. На ленточный транспортер 4 краном укладываются бухты труб, подлежащих волочению. Затем младший оператор подает толкателем 7 одну бухту 8 на стол подготовки 3 и производит следующие операции: а) воздухом из шланга 9 удаляет из трубы металлические опилки; б) разгибает конец бухты и на расстоянии 150—200 мм от конца делает молотком забойку; в) подает внутрь трубы дозатором 10 порцию смазки; г) вводит в трубу оправку и проталкивает ее до забойки; д) заковывает у бухты на ротационно-ковочной машине 11 или в вальцах захватку длиной 120—150 мм.
Подготовленную таким образом бухту младший оператор поднимает столом 3 на уровень верхнего транспортера 5, по которому старший оператор затем перемещает бухту на рабочий стол 2. После этого младший оператор опускает вниз стол 3 и приступает к подготовке очередной бухты.
Поступившую на рабочий стол бухту старший оператор фиксирует на столе по ее внутреннему диаметру поднимающимися роликами 12 и вручную задает закованный конец бухты в волоку, установленную в волокодержателе 13. Затем захватывает клещами захватку, включает насос подачи технологической смазки в зону волочения и плавно приводит в движение барабан. И, наконец, пользуясь рычагом фазорегулятора и рукояткой возбуждения главного двигателя, оператор доводит скорость волочения до заданного значения, а перед окончанием волочения замедляет вращение барабана. По выходе конца трубы из волоки автоматически останавливается барабан и прекращается подача технологической смазки, а бухта падает на приемный стол 14. После этого старший оператор поднимает рабочий стол в исходное положение, опускает фиксирующие ролики и приступает к волочению следующей бухты.
В процессе волочения рабочий стол 2 с бухтой опускается на величину заданного шага намотки трубы на барабан. Шаг намотки в свою очередь зависит от диаметра трубы по выходе ее из волоки. Поэтому в обязанность старшего оператора входит устанавливать при протяжке первой бухты шаг намотки и не менять его до конца волочения всей партии труб данного размера. При переходе на волочение труб другого размера должен быть установлен и другой шаг намотки.
После первого волочения бухта нижним транспорте ром 6 возвращается на стол подготовки 3, где младший оператор отрезает старую захватку гидравлическим ножом-отсекателем 15, а на другом, заднем конце трубы делает новую захватку, подготавливая трубу к следующему волочению. Следует заметить, что по окончании волочения, т. е. после падения бухты на приемный стол, захватка оказывается на верхнем витке бухты, а новую захватку делают на заднем конце трубы, т. е. на нижнем витке бухты. При соблюдении этого условия труба в процессе волочения при разматывании бухты сначала выпрямляется, а затем при намотке на барабан вновь изгибается, но в противоположную сторону. Этим достигается выравнивание напряжений, возникающих в металле в результате изгибов.
Бухты труб, протянутые на выходной размер, поступают также на стол подготовки, где младший оператор прикрепляет к ним бирки с указанием марки металла, массы партии, размера готовых труб и фамилии старшего оператора. После этого трубы отправляют на дальнейшую обработку.
Обычно на волочильных барабанах указанного типа одновременно в работе находится партия из 8—15 бухт и волочение их от заготовки до размера готовых труб, т. е. в 5—10 проходов, производит одна бригада. Это облегчает учет проделанной работы и упрощает контроль за ее качеством.
В табл. 43 приведена техническая характеристика трубоволочильных барабанов рассмотренного типа.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!