Устройство стана ХПТ
Основными механизмами станов холодной прокатки труб являются: электродвигатель главного привода, редуктор и кривошипно-шатунный механизм, рабочая клеть с валками и калибрами, механизм зажима и поворота стержня, механизм зажима, поворота и подачи заготовки, механизм подачи на стан заготовки и надевания ее на стержень, система подачи эмульсии для охлаждения и смазки калибров и приборы и аппараты управления станом.
На рис. 145 показана кинематическая схема стана ХПТ. Рабочая клеть 1 получает возвратно-поступательное движение от главного двигателя 2 через редуктор 3 и кривошипно-шатунный механизм 4. Благодаря шестерням 5, укрепленным на концах валков 6 и связанным с шестернями неподвижных реек 7, валкам сообщаются возвратно-поступательные и качательные движения. При одном полном обороте кривошипа рабочая клеть делает один прямой и один обратный ход. Валки же в это время делают примерно полоборота в одну и столько же в обратную сторону. Угол разворота валков в зависимости от конструкции стана составляет 157—214°.
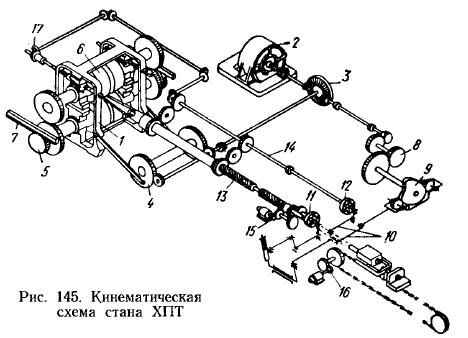
От главного редуктора 3 движение передается также редуктору 8 и кулачковому механизму 9, который через систему рычагов 10 и муфты 11 и 12 передает прерывистые движения винту 13 подачи трубы и валу 14 ее поворота. В крайнем заднем (на рисунке — правом) положении клети происходит подача и поворот трубы, а в крайнем переднем положении — поворот ее. Подача и поворот трубы выполняются при раскрытых зевах калибров.
Имеются станы, у которых в заднем положении клети происходит только подача трубы, а в переднем — поворот. Ho система с двумя поворотами в отношении силовых условий процесса и качества готовых труб более рациональна.
По условиям работы стана, как указывалось выше, подачи и повороты заготовки должны происходить прерывисто и только в те моменты, когда рабочая клеть находится в крайних положениях. Время нахождения клети в указанных положениях измеряется долями секунды и обычно не превышает 0,1—0,2 сек. Поэтому поворот и подача трубы должны осуществляться в весьма короткий промежуток времени. Это достигается применением специальных механизмов подачи и поворота. Их существует несколько видов, как-то механизмы с рычажной системой, со стопорной пружиной и др.
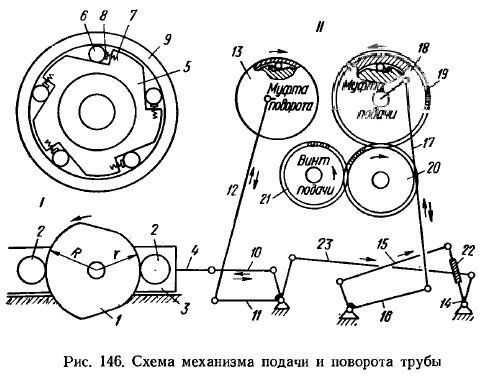
Рассмотрим механизм подачи и поворота, с рычажной системой, приведенной на рис. 145. Схема устройства этого механизма в более крупном масштабе приведена на рис. 146. Механизм подачи и поворота состоит из двух коробок: кулачковой 1 и рычажной 11. В первой коробке находятся кулачок 1 и рамка 3 с укрепленными в ней двумя роликами 2. Профиль кулачка выполнен двумя радиусами R и r и сопрягающими их кривыми так, что при вращении кулачка рамка получает возвратно-поступательные движения, Ho в моменты, когда ролики катятся по участкам кулачка постоянных радиусов R и r, рамка неподвижна. При помощи тяги 4 рамка соединена с рычажной коробкой.
В рычажной коробке II находятся система соединенных шарнирно рычагов, обгонные роликовые муфты подачи и поворота и шестерни. Обгонные муфты устроены так, что они передают вращение в одном направлении и свободно проскальзывают в обратном. На рис. 146 (вверху слева) схематически показано устройство такой муфты. В пазах звездочки 5 помещены цилиндрические ролики 6, которые усилием пружинок 7 прижимаются пластинками 8 к внутренней поверхности обода 9. При вращении обода против часовой стрелки ролик заклинивается между звездочкой и ободом и движение от последнего передается валу или винту, на конце которого укреплена звездочка. При вращении обода по часовой стрелке заклинивания роликов не происходит и движение звездочке не передается.
Работа механизма подачи и поворота происходит в следующем порядке. При перемещении рамки 3 слева направо тяга 4 через рычаги 10—12 передает движение на обод муфты поворота 13. Обод при этом начинает вращаться по часовой стрелке, в результате чего ролики заклиниваются и вращение передается кинематической цепи поворота заготовки. В то же время движение тяги 4 через рычаги 14—17 и 23 передается на обод муфты подачи 18, заставляя ее вращаться также по часовой стрелке. Ho так как звездочка в муфте 18 своими зубьями ориентирована иначе, чем в муфте поворота 13, заклинивания роликов не происходит и, следовательно, вся кинематическая цепь за ободом муфты подачи остается неподвижной.
При перемещении рамки 3 справа налево ободы муфт будут вращаться против часовой стрелки. В этом случае в муфте поворота 13 заклинивания роликов не произойдет, но оно будет в муфте подачи 18. Поскольку муфта 18 жестко связана с шестерней 19, то движение через паразитную шестерню 20 передастся шестерне 21, насаженной на винт подачи. Таким образом будет осуществлена подача заготовки. Величина подачи регулируется c помощью винта 22 на рычаге 14. Одновременно с подачей заготовки поворачивается стержень с оправкой, что предохраняет последнюю от неравномерного износа.
В зависимости от конструкции станов углы поворота заготовок составляют от 60 до 90°, а величина подачи изменяется в пределах 2—15; 2—20 и 2—30 мм.
В рычажной коробке размещены также детали ускоренного отвода патрона заготовки в исходное положение при помощи механизма 15 (см. рис. 145). В задней части стана расположен механизм 16 для установки и отвода стержня с оправкой.
Для крепления находящихся в работе заготовок станы ХПТ оснащаются патронами: патроном заготовки, промежуточным патроном и передним патроном готовой трубы.
Назначение патрона заготовки — передавать движение от винта подачи к заготовке и тем самым осуществлять подачу ее в рабочую клеть. Поворот же заготовки выполняет промежуточный патрон, расположенный перед рабочей клетью. В момент подачи этот патрон пропускает заготовку в рабочую клеть, а по окончании подачи он вновь сжимает кулачками заготовку и поворачивает ее.
Назначение переднего патрона 17, расположенного с выходной стороны стана, поворачивать недокатанный конец заготовки после освобождения его из промежуточного патрона. Подача недокатанной заготовки по освобождении ее из патрона подачи осуществляется проталкиванием заготовки другой заготовкой, следующей за ней по стержню.
Для крепления стержня стан имеет два зажима: задний и передний. Конструкция их такова, что стержень может свободно в них поворачиваться, но лишен возможности перемещаться вдоль своей оси. При помощи каретки, на которой смонтированы зажимы, можно регулировать положение оправок в очаге деформации.
Наличие у станов двух зажимов стержня позволяет подавать заготовку в стан без его остановки. Ho для этого необходимо открывать и закрывать их поочередно, т. е. если один зажим открыть, то другой в это время должен быть обязательно закрыт. Несоблюдение этого правила может привести к аварии.
По способу загрузки заготовок станы холодной прокатки делятся на станы с торцовой загрузкой (ХПТ32) и станы с боковой загрузкой (ХПТ32-2; ХПТ55; ХПТ75 и др.) У первых станов стержень во время подачи заготовки остается на месте, и заготовку надевают на него с торца. Такое устройство позволяет перезаряжать заготовки без остановки процесса прокатки, что положительно сказывается на производительности. У станов же с боковой загрузкой стержень с оправкой отводят назад, и заготовку помещают на стан сбоку, после чего стержень с оправкой подают вперед, через отверстие заготовки. Таким образом, на время перезарядки процесс про катки прекращается, что снижает производительность стана. Ho зато во время отвода стержня назад имеется возможность проверить состояние поверхности оправки и тем самым предотвратить возможный брак труб.
Для разрезки прокатанных труб на части на выходной стороне станов устанавливают дисковые пилы.
В процессе прокатки труб выделяется сравнительно большое количество тепла. Для уменьшения сил трения охлаждения инструмента и предохранения его от быстрого износа применяют эмульсию. Последнюю готовят из 2% смазки СП-3 (она же 59-ц) и 98% воды. Смазка СП-3 представляет собой смесь из 86% машинного масла, 10% олеиновой кислоты и 4% триэтаноламина (органическая щелочь). Эмульсия подводится к калибрам от насосной установки, где она охлаждается и фильтруется.
Одна из основных характеристик, влияющих на производительность станов ХПТ, это число двойных ходов клети в минуту. Для каждого типа стана этот показатель в известных пределах — вполне определенная величина и зависит от характеристики главного привода. Значительная масса движущихся частей приводит к большим динамическим нагрузкам в механизмах станов, что и ограничивает число ходов клети. Поэтому станы меньшей мощности с небольшой массой движущихся частей строят более быстроходными, чем станы больших мощностей.
Для увеличения производительности современные станы ХПТ строят с расчетом одновременной прокатки двух-трех и более труб. С той же целью на некоторых заводах переделывают существующие однониточные станы на многониточные. Достигается это в основном увеличением числа рабочих элементов станов. Строят также станы, на выходе которых помещают устройства для индукционного отжига выходящих из стана труб. Таким образом сокращается цикл обработки труб, уменьшаются трудовые затраты и производственные площади и т. д.
На рис. 147 показан трехниточный стан ХПТ12-20.

Станы ХПТ обычно различают по диаметру прокатываемых на них труб. Поэтому в обозначение станов вводят соответствующий цифровой показатель: у отечественных станов указывают максимальный диаметр готовых труб, например ХПТ32, ХПТ55 и т. д. Кроме того, для указания на некоторые конструктивные особенности станов в обозначение вводят дополнительный показатель. Так, для станов, оснащенных механизмом подачи редукторного типа, приняты обозначения: ХПТ32-2, ХПТ55-2 и т. п. В обозначениях зарубежных станов указывается максимальный диаметр заготовки в дюймах, например ХПТ1 1/2", ХПТ2 1/2" и т.д.
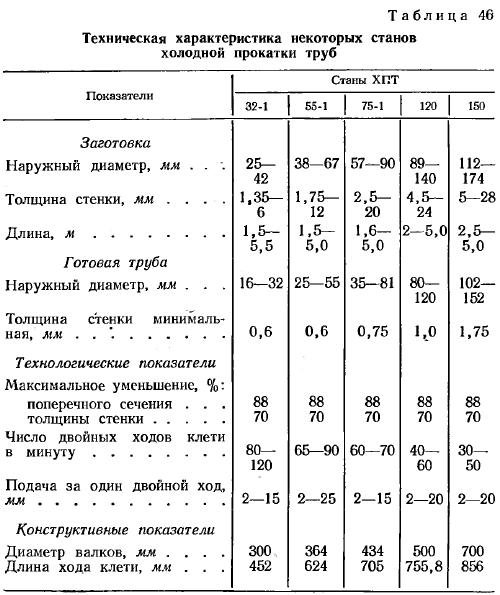
В табл. 46 приведена техническая характеристика некоторых современных отечественных станов ХПТ.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!