Термическая обработка труб и прутков
В процессе изготовления тянутых труб и прутков возникает необходимость в восстановлении пластичности металла, утраченной в результате деформации. При выпуске готовой продукции, особенно из латунных и алюминиевых сплавов, часто требуется придавать изделиям определенные механические и другие свойства, которые нельзя получить пластической обработкой. В том и другом случае изменение механических свойств металлов достигается термической, т. е. тепловой обработкой.
Термическая обработка среди ряда других операций наиболее сложна и ответственна; требует большого опыта, знаний свойств обрабатываемых металлов, умения правильно обслуживать печи и ванны и т. п. Всевозможные ошибки и нарушения в выполнении установленных режимов термической обработки часто приводят к окончательному или трудно исправимому браку целых партий изделий, чем наносится большой ущерб производству.
В зависимости от назначения изделия из цветных металлов подвергают следующим видам термической обработки: полному отжигу, низкотемпературному отжигу, нормализации и закалке.
Основными показателями каждого вида термообработки являются: температура нагрева изделий, время выдержки при заданной температуре, масса садки, т. е. количество отжигаемого металла, и условия охлаждения. В свою очередь на перечисленные показатели существенно влияют размеры изделия и конструктивные особенности нагревательных устройств.
Из-за некоторой сложности измерения температуры в самом металле на практике часто измеряют температуру печного пространства, в котором нагревается металл. При этом имеется в виду, что степень нагрева металла обычно на 20—50 град ниже температуры печи.
В некоторых наиболее ответственных случаях, когда требуется получить изделия со строго определенными механическими свойствами, необходимо контролировать степень нагрева самого металла, а не печного пространства.
Полный отжиг — так называется нагрев наклепанного металла или сплава от температуры выше точки рекристаллизации с последующим охлаждением. Такой отжиг применяют для придания металлу пластичности, необходимой для последующего волочения или прокатки, а также придания готовым изделиям заданных механических свойств.
Как было показано в § 12, наклепанные металлы можно отжигать при сравнительно низких температурах, например, меди — при 300° С, латуни при 400° С. Однако такие температуры требуют значительного увеличения выдержки. Поэтому на практике при полном отжиге применяют более высокие температуры, сообразуясь с размерами изделий и другими условиями.
Низкотемпературный отжиг — это нагрев металла или сплава до температуры, близкой к точке рекристаллизации, при котором происходит незначительное разупрочнение и заметный рост пластичности металла. Такое состояние металла принято называть полутвердым. При низкотемпературном отжиге снимаются внутренние напряжения, существование которых в готовых изделиях из латуней не допускается. Обычно это относится к сплавам Л63, Л062-1, ЛС59-1, Бр.Х-0,8 и др.
Нормализация — это нагрев металла или сплава до температуры ниже точки рекристаллизации, при котором механические свойства изделия почти не изменяются, но снимаются внутренние напряжения. Такой вид термообработки применяют главным образом к готовым изделиям из латуней и бронз: всевозможные прутки и профили, трубы конденсаторные и монометрические и т. п.

В табл. 52 в качестве примера приведены температуры отжига изделий при различных видах термообработки. Указанную нормализацию прутков из нейзильбера (строка 18) применяют для снятия внутренних напряжений перед полным отжигом, поскольку они склонны к растрескиванию при таком отжиге.
Время выдержки при термообработке зависит от ее температуры, размера изделий, массы садки и т. п. При определении времени выдержки учитывают то, что верх и края садки прогреваются быстрее, чем низ и середина. Обычно выдержки берут в пределах от 30 мин до 2 ч, но при отжиге прутков в муфельных мазутных печах выдержку увеличивают до 4 ч.
Следует иметь в виду, что при недостаточном времени выдержки качество отжига неудовлетворительно, так как изделия, находящиеся в середине садки, не успевают прогреться и в металле полностью не пройдет необходимый процесс. Если же изделие находится в печи дольше установленного времени, увеличивается окисление металла и может получиться брак по механическим свойствам.
Учитывая время, необходимое на разогрев изделий до заданной температуры, общее время пребывания изделий в печи берут больше продолжительности выдержки при заданной температуре примерно на 1—2 ч.
Условия охлаждения меди, алюминия, мельхиора и большинства латунных сплавов никак не влияют на их механические свойства. Поэтому нагретые изделия после выгрузки из печи обычно охлаждают на воздухе или в воде, если требуется ускорить обработку. При охлаждении горячей медной заготовки в воде значительная часть окалины отделяется и остается в промывном баке, благодаря чему уменьшается загрязнение травильного бака, сохраняется высокая концентрация травильного раствора и тем самым сокращается расход кислоты. Латунные сплавы с содержанием меди менее 63% из-за возможной закалки охлаждать в воде не рекомендуется; наоборот, изделия из сплава ЛАНКМц (№ 156) для получения высокой пластичности после нагрева до 780—800° С требуется быстро охлаждать в воде или сильной струей воздуха.

Алюминиевые сплавы по их отношению к термической обработке делят на две группы (табл. 53 и рис. 26):
1) термически не упрочняемые (АД, АМг, АМц),
2) термически упрочняемые (Д1, Д6, Д16, В95).
Учитывая эту особенность, наклепанные изделия из сплавов, не упрочняемых термической обработкой, охлаждают после отжига на воздухе, не опасаясь их закалки (см. режимы 1 и 2, табл. 53).
Наклепанные изделия из сплавов, упрочняемых термической обработкой, допускается охлаждать на воздухе после того, как их температура снизится до 300—250° С (см. режим 3). Заметно сплавы при этом не закаляются, и изделия становятся достаточно пластичными для дальнейшей обработки.
Закаленные изделия из сплавов второй группы отжигают при более высокой температуре (390—430°С), но охлаждение в этом случае замедляют (см. режим 4). Быстрое охлаждение изделий из термически упрочняемых сплавов вызывает их частичную закалку.
Закалку, т. е. нагрев сплава выше точки фазовых превращений с последующим быстрым охлаждением и старением, применяют преимущественно к изделиям из сплавов типа дуралюмин, высокопрочных алюминиевых сплавов и реже из сплавов на медной основе.
Отличительная особенность закалки алюминиевых сплавов — сравнительно узкий интервал температур, до которых нагревают металл перед охлаждением. Например, в практике приняты следующие температуры нагрева перед закалкой, °С:

При нагреве до температуры ниже установленной материал получает неполную закалку, а поэтому и пониженное упрочнение. При нагреве до температуры выше установленной наблюдается перегрев и пережог, что также ухудшает механические свойства и вызывает появление пузырей и трещин на изделиях.
Продолжительность выдержки при нагреве алюминиевых сплавов перед закалкой принимают в соответствии с размерами изделий и типом нагревательного устройства. Например, при нагреве в селитровых ваннах горячепрессованных прутков выдержку принимают:

При нагреве труб выдержку принимают 15 мин.
В случае нагрева изделий в электрических печах с принудительной циркуляцией воздуха выдержку увеличивают в 1,5—3 раза.
Изделия при закалке охлаждают в холодной воде (не выше 20—30° С). Нагретые изделия в закалочные баки следует переносить быстро, не дольше 5—10 сек. Продление времени переноса, а также закалка в более нагретой воде понижают прочность материала. Во избежание короблений во время закалки длинные трубы и профили рекомендуется погружать в воду в вертикальном или наклонном положении. Для удаления селитры изделия промывают в воде, подогретой до 40—60° С. Чтобы не допустить ускоренного старения, изделия не оставляют в подогретой воде больше 1—2 мин.
В тех случаях, когда по производственным условиям старение должно быть завершено в сравнительно короткое время, например перед последней калибровочной протяжкой закаленных труб, применяют искусственное старение.
Высокая пластичность алюминиевых сплавов в свежезакаленном состоянии позволяет деформировать изделия в холодном состоянии. Ho период времени с момента закалки до деформирования металла, например до правки, не должен превышать: 1,5 ч для сплавов Д6 и Д16 и 2—3 ч для сплавов Д1, AB, АК6, АК8. При более длительном времени вылеживания после закалки упругость сплавов возрастает и способность их к деформированию снижается. Если предполагается использовать закаленные изделия в конструкциях по прошествии значительного времени после закалки, то выбирают естественное старение, которое происходит при хранении изделий на складе или в пути.
Для осуществления перечисленных выше видов термической обработки применяют печи различных конструкций.
Пламенные печи. Большим преимуществом пламенных мазутных и газовых печей является довольно высокая их производительность, простота обслуживания и сравнительно низкая стоимость сооружения и эксплуатации.
Пламенные печи лучше использовать для полного отжига изделий из меди и ее сплавов, обычно нагреваемых до 600—750° С. Для легкого отжига эти печи, ввиду трудности получения сравнительно одинаковых температур в различных зонах печного пространства, мало пригодны.
Электрические печи. Для различных видов отжига труб и прутков в настоящее время широко применяются электрические печи различных конструкций. Изделия в них нагреваются теплом, излучаемым нагревательными элементами, по которым проходит электрический ток. Загрузка изделий происходит при помощи платформ, вдвигаемых в печь, или же при помощи корзин, вводимых через верх печи. В последнем случае печи устраивают в полу цеха, и свод, представляющий собой крышку печи, на время загрузки и выгрузки изделий отодвигается в сторону.
На рис. 158 показано устройство такой печи. Основными деталями ее являются корпус, или экран 1, нагревательные элементы 2, вентиляторы 3, предназначаемые для принудительной циркуляции нагретого воздуха в печи, и крышка 4, закрывающая шахту печи сверху.

Корпус, или экран, представляет собой больших размеров металлическую коробку, назначение которой состоит в защите спиралей от возможных повреждений и в направлении потоков нагреваемого воздуха на изделия 5, Движение воздуха в печи показано стрелками.
Надежная тепловая изоляция и постоянная циркуляция горячего воздуха обеспечивают равномерную температуру во всех точках печного пространства, создавая весьма благоприятные условия для низкотемпературного отжига и нагрева алюминиевых сплавов перед закалкой.
Селитровые ванны. Для нагрева алюминиевых сплавов перед закалкой наиболее пригодны селитровые ванны. Нагревательной средой этих ванн служит расплавленная смесь калиевой и натриевой селитры. Достоинство ванн: возможность равномерного прогрева изделий с точностью до ±3 град, быстрота нагрева, высокая производительность и экономичность.

На рис. 159 показано устройство селитровой ванны. В кирпичной кладке помещена металлическая коробка 1, вдоль стенок которой расположены в вертикальном положении трубчатые нагревательные элементы 2. При прохождении электрического тока они нагреваются, отдавая тепло помещенной в ванне селитре 3; последняя при разогревании плавится. Для выравнивания температуры селитры у дна ванны, глубина которой достигает 1,5—2 м, помещают трубы 4 с отверстиями по их длине. Воздух, подаваемый в трубы под давлением, выходит из отверстий и перемешивает селитру, выравнивая ее температуру.
Температура нагрева селитры в ванне регулируется потенциометром. В случае необходимости быстрого охлаждения в ванну добавляют твердую селитру.
Для загрузки ванны применяют азотно-натриевую и азотно-калиевую соли или, что то же, натриевую и калиевую селитры. Для нагрева под закалку обычно берут 35 или 65% калиевой селитры и 65 или 35% натриевой селитры. Смесь этих солей нагревают до 260—540° С, но не выше, так как при 550—600° С смесь может воспламениться.
Изделия, подлежащие закалке или отжигу, погружают в расплавленную селитру, нагревают до заданной температуры и затем, после некоторой выдержки, переносят в закалочные и промывные баки.
К недостаткам селитровых ванн относят указанную взрывоопасность, а также и то, что пары селитры, распространяясь по цеху, оседают на готовой продукции и в дальнейшем при неблагоприятных условиях (атмосферная влага) вызывают коррозию металла. Поэтому селитровые ванны стремятся заменять камерными печами с принудительной циркуляцией воздуха.
Элетроконтактный аппарат — ЭКА. Для отжига готовых труб из сплавов Л68, Л070-1, МНЖ5-1 и МН70-30 размером 8—32 мм применяют аппараты, действие которых основано на нагревании металлов при прохождении по ним электрического тока. За счет развиваемого током тепла происходит быстрый нагрев и отжиг изделия. На рис. 160 приведена принципиальная схема такого аппарата. На длинной раме имеется контакт 1, устанавливаемый по длине обрабатываемых труб, и подвижной Контакт 2, перемещающийся в процессе отжига только на величину линейного расширения (удлинения) трубы вследствие ее нагрева. К обоим контактам по шинам 3 подводится электрический ток напряжением 40—50 в.

Трубу 4, подлежащую отжигу, устанавливают между зажимами контактов, после чего включают ток. При прохождении тока труба разогревается и ее длина увеличивается. Поскольку контакт 1 в процессе работы закреплен неподвижно, контакт 2 под действием удлиняющейся трубы перемещается в сторону указателя удлинения 5. По достижении указателем заданного значения ток автоматически выключается, а труба освобождается из зажимов, после чего контакт 2 ножной педалью 6, уравновешенной грузом 7, возвращается в исходное положение. Отожженную трубу осторожно снимают с аппарата и перекладывают на стеллаж.
Степень нагрева изделий, а следовательно, и величину линейного расширения, устанавливают в зависимости от требующихся механических свойств готовой продукции. Например, при отжиге наклепанных мельхиоровых труб (ob=60 кГ/мм2, b=5%) сечением 16x1 мм и длиной 3000 мм ограничитель линейного расширения автоматически выключает электрический ток после того, как длина трубы увеличится на 33 мм. При длине труб, равной 5850 мм, ток выключается при увеличении их длины на 64 мм. Отожженные таким образом трубы имеют предел прочности не менее 38 кГ/мм2, а относительное удлинение не менее 23%.
Для предотвращения окисления труб при отжиге аппараты снабжают специальным устройством (рис. 161). Труба 1 закрепляется в контактах 2, которые, вращаясь вокруг оси 3, перемещают трубу через водяной затвор 4 в камеру 5 с инертным газом. Труба при этом занимает наклонное положение, и вода из нее вытекает. При обратном движении рычагов отожженная труба охлаждается водой.

Электроконтактные аппараты обеспечивают равномерный отжиг и отличаются экономичностью. Существенным недостатком таких аппаратов является плохой нагрев концов труб, что приводит к необходимости обрезать недоотожженные концы. Вследствие этого снижается выход годного.
Для нагрева перед закалкой труб и профилей из алюминиевых сплавов длиной 10—15 м применяют вертикальные печи. Изделия, находясь в этих печах в подвешенном состоянии, не изгибаются и не мнутся. После нагрева до заданной температуры и выдержки изделия погружаются в шахту с водой, расположенную непосредственно под печью. Скорость опускания нагретых изделий в воду обычно составляет 0,5—1,0 м/сек. При замедлениях опускания изделия остывают до погружения их в воду, что приводит к недостаточно полной закалке.
При нагреве в печах без защитной атмосферы на изделиях образуется окалина, являющаяся обычно безвозвратной потерей металла. Особенно эти потери становятся значительными при полном отжиге мелких тонкостенных труб из меди, никеля и сплава Л96. Поэтому для предохранения металла изделий от окисления в настоящее время все шире применяют нагрев изделий в защитной среде, а также в вакууме. Ниже рассматриваются несколько установок для безокислительного — светлого отжига труб.
Электроконтактный протяжной аппарат (рис. 162) применяют для отжига медных труб в бухтах с их перемоткой. Отжиг труб на нем происходит за счет прохождения электрического тока (32—34 в) по трубе 1 между медно-графитовыми контактами 2 и 3. Труба во время отжига находится в движении — она сматывается с фигурки 4 и наматывается на барабан 5. Труба при этом проходит через «масленку» 6 с веретенным маслом, камеру нагрева 7 и холодильник 8 с проточной водой. Параллельно нагревательной камере расположены вентилятор 9 и нагревательная спираль 10, соединенные с нагревательной камерой трубами. Для измерения температуры отжигаемой трубы по выходе ее из нагревательной камеры установлена термопара 11/

Труба, проходя через масленку, покрывается слоем масла, которое затем сгорает в камере нагрева за счет тепла трубы. Продукты сгорания смазки образуют защитную среду, состоящую из закиси углерода CO, окиси углерода CO2 и азота. Для более полной нейтрализации защитной среды газы из нагревательной камеры вентилятором прогоняются через нагретую спираль, где CO сгорает в CO2. Труба по выходе из нагревательной камеры попадает в холодильник, охлаждается в нем и затем наматывается на барабан.
Для создания непрерывного процесса концы бухт соединяют переходной трубкой.
На рассмотренной установке производят полный отжиг медных труб диаметром 8—19 мм и с толщиной стенки 0,5—1,5 мм. Температуру труб перед входом в холодильник поддерживают терморегулятором в пределах 780—830° С, что достигается заданной скоростью движения трубы. Так, для отжига труб диаметром 19 мм и толщиной стенки 1 мм скорость их движения должна быть в пределах 0,3—0,4 м/сек; для труб с такой же стенкой, но диаметром 10 мм, скорость увеличивается до 0,6—0,8 м/сек. При таком режиме отжига обычной окалины на трубах не образуется, а их поверхность приобретает золотистый или слегка вишневый цвет. Внутренняя поверхность труб остается блестящей, неокиcленной.
Электрические муфельные протяжные печи с водяным затвором применяют для отжига медных труб в бухтах. Печь представляет собой стальной муфель с теплоизоляцией (рис. 163). Открытые концы муфеля — козырьки опущены в ванны с водой, нагретой до 40—60° С. Через муфель проходит бесконечная цепь 4, приводимая в движение от электродвигателя. Нагревательные элементы 3 расположены на своде и боковых стенках внутри муфеля.

Защитная атмосфера в печи создается за счет образующегося в ней пара из увлекаемой бухтами воды, или же подачей пара в муфель от паропровода. После длительной остановки печи, перед загрузкой изделий, помимо этого, к цепи привязывают осиновые чурки для выжигания кислорода в печном пространстве.
Для отжига бухты труб загружают на движущуюся цепь и привязывают к ней, а также перевязывают между собой проволокой. Трубы, проходя через муфель, нагреваются до заданной температуры, а затем, погружаясь в ванну с водой с другого конца муфеля, охлаждаются. По мере выхода изделий из печи, их снимают с цепи и складывают в штабеля.
Режим отжига определяется размером изделий, температурой печи и скоростью движения цепи (табл. 54). Допускается загружать бухты на цепь стопками, но высота последних не должна превышать 300 мм. Концы труб перед отжигом сплющивают, чтобы в них не попала вода.
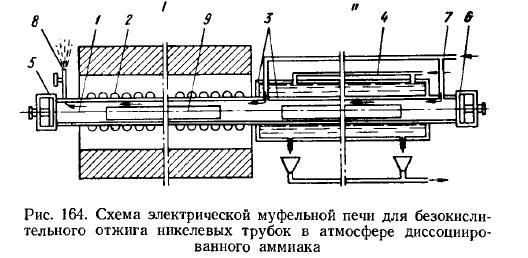
Отжиг в атмосфере диссоциированного аммиака применяют к трубкам из никеля и капиллярным трубкам из сплава Л96. Для этого используют электропечь, состоящую из камеры нагрева I и камеры охлаждения II (рис. 164). Камера нагрева представляет собой стальной муфель 1 с теплоизоляцией, обогреваемый электрическими спиралями 2. Камера охлаждения состоит из двух труб 3, вставленных одна в другую. В зазор между ними по трубе 4 подается проточная вода для охлаждения камеры. Торцы обеих камер между собой плотно соединены, а другие их торцы 5 и 6 плотно закрываются крышками.
Газовую смесь, применяемую в качестве защитной среды, получают в особом аппарате из аммиака, разлагая его на составные части. Аммиак, нагретый в присутствии катализатора примерно до 900° С, разлагается на азот и водород по формуле 2NH3 —> N2+3Н2. По объему получится 25 % азота и 75% водорода. Этот аммиак, разложенный на составные части, называется диссоциированным. Полученная газовая смесь поступает в газовый очиститель для удаления из нее влаги и кислорода, после чего используется в качестве защитной среды при отжиге и охлаждении трубок. Диссоциированный аммиак по трубе 7 поступает в нескольких точках в камеру охлаждения, а из нее — в камеру нагрева. Во избежание подсоса воздуха, в муфеле следует поддерживать избыточное давление защитного газа. Избыточность давления определяют по пламени сгорающего газа при выходе его из патрубка 8.
Трубки перед отжигом плотно связывают в пучки и укладывают в лодочки 9, затем через загрузочное отверстие 5 загружают в нагретую до заданной температуры камеру I. После необходимой выдержки трубок в камере открывают крышку отверстия 5 и лодочку с трубками проталкивают в камеру охлаждения. В это же время в камеру нагрева вдвигают лодочку со следующим пучком трубок. По истечении установленного времени охлаждения, открывают крышку 6 и лодочку с трубками вынимают на разгрузочный стол, а муфель закрывают.
Прессованную и тянутую заготовку из никеля разных марок отжигают при температуре 720±10°С с выдержкой 30—60 мин, в зависимости от толщины стенки. Такие же трубки перед осадкой на выход отжигают при 600° С с выдержкой 20 мин. Капиллярные трубки из сплава Л96 диаметром 1,6—2,5 мм с толщиной стенки 0,20 мм отжигают при температуре 500° С с выдержкой 30 мин. Время охлаждения составляет 25—35 мин.
Во избежание подсоса воздуха в муфель, а также возможных несчастных случаев от воспламенения диссоциированного аммиака, необходимо строго соблюдать инструкцию о порядке открывания и закрывания крышек муфеля и регулирования расхода газа.

Вакуумные установки (рис. 165) применяют для отжига капиллярных трубок из меди и сплава Л96. Почти полное отсутствие в них каких-либо газов позволяет отжигать изделия без их окисления. Такие установки обычно состоят из стальной реторты 1, геометрически закрываемой крышкой 2, шахтной печи 3 с электронагревателями 4, вакуумных насосов для откачки воздуха из реторты и автоматического регулятора температуры. Для защиты прокладки между крышкой и ретортой от воздействия высокой температуры во фланец крышки подается вода. В верху шахты установлена термопара 5.
Работа на установке проходит в следующем порядке. Бухты трубок (до 200 кг) загружают в реторту на вертикальной фигурке, затем реторту плотно закрывают крышкой и к ней подключают вакуумный насос. Работой последнего давление воздуха в реторте снижается до 3—5 *10в-2 мм рт. ст. После этого реторту опускают в предварительно нагретую до 450° С шахтную печь и к фланцам реторты подключают воду. Для включения печи в работу терморегулятор переводят на 400° С, после чего отжиг изделий продолжают в течение 1 ч 50 мин. Затем реторту вынимают из печи и ставят в холодильник, а в печь загружают другую реторту.
Для интенсивного охлаждения вынутую из печи реторту обдувают воздухом от вентилятора в течение 5,5 ч. Преждевременное открывание реторты может вызвать окисление трубок.
Нагрев изделий в кипящем слое начали применять в последнее время для отжига труб из сплавов Л68 и ЛО70-1. Сущность этого способа заключается в следующем. Если в камеру с решеткой вместо дна насыпать слой мелкозернистого сыпучего материала и начать продувать его снизу каким-либо газом, то при определенной скорости газа частицы материала становятся подвижными, переходя во взвешенное состояние. В результате этого слой материала приобретает некоторые свойства жидкости: свободный уровень его располагается горизонтально, в слое тонут предметы, плотность которых больше плотности слоя, и, наоборот, всплывают более легкие и т. д. При слишком большой скорости газа происходит вынос материала из камеры. Подвижность слоя, интенсивность его перемешивания и появление пузырей, напоминающих кипящую жидкость, послужили основанием названию кипящий слой.
Изделия в установках кипящего слоя нагреваются за счет сгорания газа, поступающего через решетку печи. Продукты сгорания этого газа приводят в движение частицы слоя и нагревают их.
На рис. 166 схематически показано устройство печи для отжига труб в кипящем слое. На дне камеры печи находится слой битого шамота 1, на который загружена «насадка» 2, состоящая из хромомагнезитовых шариков диаметром 9 мм. Сверху насадки помещен собственно кипящий слой 3, в качестве которого применен белый электрокорундовый порошок зернистостью 0,16 мм. Газ, представляющий собой смесь природного газа с воздухом, подают в насадку через газораспределительную решетку 4. В рабочем состоянии газ сгорает в насадке, нагревая ее и кипящий слой. Нагретые частицы слоя, находясь в беспрерывном движении, ударяются о поверхность изделия 5 и отдают ему часть своего тепла. Для предотвращения выноса материала кипящего слоя из печи служит отбойный щиток 6.
Такой способ переноса тепла в несколько раз быстрее, чем при нагреве изделий в обычных конвекционно-радиационных печах. Температура кипящего слоя регулируется количеством подаваемого в печь газа. При отжиге труб из сплавов Л68 и ЛО70-1, диаметром 16—25 мм кипящий слой нагревают примерно до 800° С, а трубы, проходя параллельно через печь со скоростью 540 м/ч, нагреваются до 690° С. Производительность такой печи при одновременном отжиге трех труб составляет 650—1050 кг/ч.
Основные достоинства отжига труб в кипящем слое заключаются в весьма равномерном распределении температур в рабочем пространстве печи, что обеспечивает равномерность механических свойств изделия по длине. В отличие от отжига труб на электроконтактном аппарате, в данном случае совершенно отсутствуют потери металла в виде неотожженных концов труб и, наконец, процесс отжига изделий отличается большой скоростью нагрева, благодаря чему значительно снижается окисление металла и возрастает производительность печи.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!